
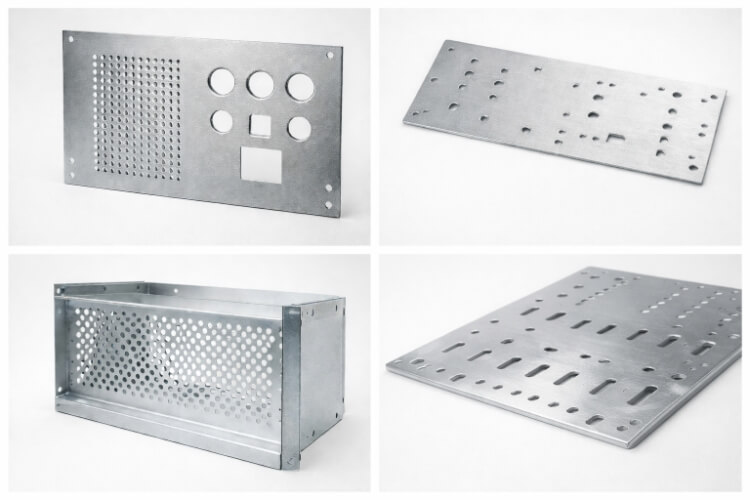
Toutes les usines de tôlerie dépendent d'un processus plus que de tout autre : le poinçonnage. Il est utilisé à de nombreuses fins, telles que la réalisation de trous de ventilation dans les boîtiers de batteries de véhicules électriques, de fentes de montage pour les panneaux de commande ou de motifs de fixation pour les châssis industriels. Le poinçonnage du métal permet d'obtenir des résultats rapides et précis à moindre coût.
À la base, le poinçonnage utilise un ensemble de poinçons et de matrices trempés pour appliquer une force sur une feuille de métal plate. Lorsque cette force est supérieure à la résistance au cisaillement du matériau, le métal se brise proprement, formant un trou ou une découpe de la forme souhaitée.
Même si la découpe au laser et au jet d'eau est de plus en plus courante, le poinçonnage reste l'option la plus efficace pour la fabrication de grands volumes. Il offre une excellente répétabilité, un faible coût par pièce et s'adapte bien aux opérations de pliage, de formage et de soudage dans l'atelier.
Pour les ingénieurs et les concepteurs, il est essentiel de comprendre le fonctionnement du poinçonnage pour obtenir des bords précis et nets et une longue durée de vie de l'outil. Le jeu de l'outil, le calcul de la force et l'alignement de la presse jouent tous un rôle important dans le résultat final.

Comment fonctionne le poinçonnage de la tôle?
Le poinçonnage de la tôle est un processus de cisaillement contrôlé entre un poinçon et une matrice. La tôle est fermement serrée et la presse donne un coup unique qui coupe le métal. Chaque coup crée un trou dans la pièce et une lopette (la pièce enlevée). La précision dépend de l'affûtage de l'outil, du jeu et de l'alignement de la presse.
Cycle étape par étape
- Serrage et positionnement - La feuille est mise en position et serrée fermement.
- Coup de poing - Le poinçon descend et presse le métal dans l'ouverture de la matrice.
- Déformation élastique et plastique - Le métal se plie d'abord légèrement, puis se cisaille lorsque la contrainte dépasse sa limite d'élasticité.
- Fracture et éjection - Le matériau se sépare proprement. La balle tombe à travers la matrice et le poinçon se rétracte pour la course suivante.
Un bord poinçonné présente quatre zones : le retournement, le brunissement, la fracture et la bavure. Le réglage du jeu entre le poinçon et la matrice permet de réduire les bavures et de créer un bord plus lisse.
Variations du processus
Chaque opération répond à un objectif spécifique : ventilation, montage ou allègement. De nombreuses presses peuvent combiner plusieurs opérations en une seule pour améliorer l'efficacité.
Équipement utilisé pour le poinçonnage des métaux
La bonne combinaison de machines et d'outils rend le poinçonnage efficace et fiable. Le type de presse détermine la vitesse, la précision et la durée de vie de l'outil.
Presse mécanique
Une presse mécanique utilise un système de volant et de manivelle pour produire des coups rapides, généralement de 200 à 600 par minute. Elle est idéale pour les tôles fines et les grandes séries. Le mouvement est précis et constant, bien que la longueur de la course et la force soient fixes.
Presse hydraulique
Une presse hydraulique utilise la pression d'un fluide pour pousser un piston, en appliquant une force constante tout au long de la course. Elle fonctionne bien pour les matériaux plus épais ou combinés. former et le perçage. Elle est plus lente qu'une presse mécanique mais permet un meilleur contrôle de la profondeur et moins de vibrations.
Presse à tourelle CNC
Les ateliers modernes utilisent souvent des poinçonneuses CNC pour des travaux flexibles et de haute précision. Une tourelle rotative contient de nombreux poinçons et matrices, ce qui permet des changements d'outils automatiques et des mouvements contrôlés par ordinateur. Ces machines peuvent traiter des feuilles d'une épaisseur allant jusqu'à 6 mm et disposer plusieurs pièces sur une seule feuille afin d'économiser du matériau.
Considérations sur les matériaux - Comportement en cisaillement
Les métaux réagissent différemment au poinçonnage. Les facteurs clés sont la ductilité, la dureté et la direction du grain. La connaissance de ces facteurs aide les ingénieurs à choisir le bon tonnage, le bon jeu et le bon matériau pour l'outil.
Métaux couramment poinçonnés
Exemple de force et de cisaillement
La force de poinçonnage (F) peut être calculée à l'aide de la formule suivante :
F=L×T×τ
Où L = périmètre (mm), T = épaisseur (mm), et τ = résistance au cisaillement du matériau (MPa)
Exemple : perforation d'un trou de 10 mm dans un acier inoxydable de 1 mm (τ ≈ 450 MPa) :
F = π × 10 mm × 1 mm × 450 MPa ≈ 14 kN (1,4 tonne).
Les ingénieurs ajoutent souvent un facteur de sécurité de 1,2 à 1,4 pour tenir compte des variations et de l'usure.
Comportement des bords des matériaux
Lors du poinçonnage, la feuille passe par trois étapes :
- Déformation élastique - la feuille se plie sous la pression.
- Flux de plastique - le métal commence à se cisailler le long du bord du poinçon.
- Propagation des fractures - les fissures se propagent et la coupure s'achève.
L'arête de coupe comporte généralement quatre zones : le retournement, le brunissage, la fracture et la bavure. Un contrôle raisonnable du jeu réduit la zone de fracture, et une lubrification adéquate permet de réduire la hauteur des bavures.
Certains systèmes avancés utilisent la micro-lubrification ou le refroidissement à l'azote pour contrôler la chaleur pendant le poinçonnage continu. Cela s'avère particulièrement utile lorsque l'on travaille avec de l'aluminium ou de l'acier inoxydable.
Lignes directrices en matière de conception et d'ingénierie - Construire pour fabriquer
Une bonne conception réduit l'usure des outils et améliore la vitesse de poinçonnage. La prise en compte de l'espacement, de la taille et de la forme des trous dès le stade de la CAO permet de réduire les coûts de production.
Forme du trou et taille minimale
Les trous ronds se percent proprement car la tension se répartit uniformément. Les formes non rondes concentrent les efforts sur les coins, ce qui use les outils plus rapidement.
Améliorer les performances :
- Utilisation rayons de congé ≥ 1,5× l'épaisseur.
- Éviter angles internes aigus (<90°).
- Pour les trous plus petits que l'épaisseur de la tôle, utilisez un poinçon pilote, puis alésez pour arrondir le trou.
Espacement des trous et distance des bords
Chaque trou percé affaiblit le matériau qui l'entoure. L'espacement entre les trous et entre les trous et le bord doit être au moins égal à 2 fois l'épaisseur du matériau. Pour une feuille de 1,5 mm, l'espacement doit être d'au moins 3 mm. Cela permet d'éviter les fissures et de maintenir la planéité.
Tolérance et contrôle de la qualité - Maintenir la précision à la vitesse de production
La précision du poinçonnage de la tôle dépend du contrôle et non de la puissance seule. Une presse bien réglée, des outils bien affûtés et une alimentation régulière du matériau sont autant d'éléments qui garantissent une précision reproductible.
Tolérance dimensionnelle
Les poinçonneuses CNC modernes peuvent maintenir une tolérance de ±0,1 mm sur les tôles minces et de ±0,2 mm sur les tôles plus épaisses. Plusieurs facteurs influencent la stabilité de la tolérance :
- Usure de l'outil : les poinçons émoussés entraînent une variation de la taille des trous et des bavures plus importantes.
- Matériau : dos d'âne : les métaux plus durs reprennent légèrement leur forme après le poinçonnage.
- Alignement de la machine : même un décalage de 0,05 mm entre le poinçon et la matrice peut modifier le résultat final.
Un étalonnage régulier permet de maintenir la cohérence des machines. L'utilisation de MMT ou de systèmes d'alignement laser permet de vérifier la précision. Lorsque des ajustements très serrés sont nécessaires, les ingénieurs procèdent souvent à un alésage secondaire ou à un découpage au laser pour affiner les dimensions.
Hauteur des bavures et état de surface
La hauteur de la bavure est une mesure rapide et fiable de l'état de l'outil. Dans une production stable, la hauteur de bavure doit être inférieure à 10% de l'épaisseur de la tôle. Si elle dépasse cette limite, cela signifie généralement que le jeu est trop large, que le poinçon est émoussé ou que la lubrification est insuffisante.
Pour maintenir la qualité de la surface :
- Appliquer une lubrification régulière pour réduire les frottements.
- Nettoyer les feuilles avant de les perforer pour éviter les marques de surface.
- Suivre les tendances en matière de hauteur de bavure pour planifier la maintenance de l'outil à un stade précoce.
Réduire les déchets de matériaux - Imbrication intelligente et utilisation des feuilles
L'utilisation efficace des matériaux améliore directement les bénéfices. Dans le domaine du poinçonnage de tôles, l'imbrication intelligente permet de maximiser le rendement de chaque tôle et de réduire les rebuts.
Optimisation de l'imbrication CNC
Les logiciels modernes de poinçonnage CNC agencent automatiquement les pièces pour optimiser l'utilisation des matériaux. Il simule les trajectoires des poinçons, réduit les mouvements inutiles et améliore l'utilisation des tôles. Une disposition d'imbrication bien planifiée peut améliorer le rendement des matériaux de 15-25% par rapport aux configurations manuelles.
Les ingénieurs utilisent également le poinçonnage en ligne commune, dans lequel deux pièces partagent un seul bord poinçonné. Cette méthode permet d'économiser du matériel et de l'outillage, mais elle nécessite un alignement précis pour éviter les chevauchements ou les écarts.
Gestion et réutilisation de la ferraille
Même les mises en page efficaces produisent des déchets et des chutes. Le tri des matériaux de valeur tels que l'acier inoxydable, l'aluminium et le cuivre permet de recycler les 80-90%. Un convoyeur ou un collecteur magnétique placé sous la matrice permet de maintenir l'espace de travail propre et d'éviter l'accumulation de limaille, qui pourrait endommager les outils.
Avantages et limites du poinçonnage des métaux
Avantages
- Vitesse et débit élevés: Les presses mécaniques peuvent effectuer des centaines de coups par minute, ce qui est idéal pour les motifs de trous répétitifs.
- Cohérence et répétabilité: Une fois aligné, chaque coup produit des trous identiques, ce qui garantit la précision des lots.
- Rapport coût-efficacité: Les coûts d'outillage sont rapidement amortis sur de grands volumes, ce qui réduit les dépenses par pièce.
- Polyvalence des matériaux: Fonctionne bien avec l'acier doux, l'acier inoxydable, l'aluminium, le laiton et le cuivre d'une épaisseur de 0,5 à 6 mm.
- Intégration des processus: Le poinçonnage peut être combiné avec le formage, le gaufrage, le taraudage ou le marquage en une seule opération.
Limites
- Limites de la conception: Chaque forme nécessite son propre poinçon et sa propre matrice, ce qui augmente les délais de réalisation des modèles uniques.
- Formation des bavures: Même les réglages optimisés laissent de petites bavures qui peuvent nécessiter une finition.
- Limite d'épaisseur: Au-delà de 6 mm, l'efficacité du poinçonnage diminue ; la découpe au laser ou au plasma donne de meilleurs résultats.
- Bruit et vibrations: Les presses mécaniques produisent des impacts bruyants, nécessitant souvent des enceintes insonorisées.
- Temps de préparation pour les petites séries: Pour les petites séries ou les prototypes, le temps de préparation peut l'emporter sur les avantages en termes de vitesse de production.
Comparaison avec d'autres méthodes de coupe
La meilleure méthode de découpe dépend de la conception, de l'épaisseur et de la quantité de la pièce. Voici comment le poinçonnage se compare à la découpe au laser et au jet d'eau :
Applications pratiques du poinçonnage des métaux dans la fabrication moderne
Le poinçonnage de la tôle est une opération clé dans de nombreuses industries qui ont besoin de pièces métalliques précises et reproductibles. Sa rapidité, sa précision et sa polyvalence en font l'une des méthodes de fabrication les plus fiables à l'heure actuelle.
Boîtiers électroniques et électriques
Le poinçonnage CNC est utilisé pour fabriquer des panneaux, des boîtiers et des couvercles pour les produits électriques et électroniques. Il permet de créer rapidement des trous d'aération, des passages de câbles et des fentes de montage avec des tolérances serrées. Ces détails sont essentiels pour la protection contre les interférences électromagnétiques et le bon déroulement de l'assemblage.
Automobile et transports
Dans la fabrication automobile, le poinçonnage est utilisé pour des pièces telles que les supports, les cadres de siège, les boîtiers de batterie et les plaques de renfort. Grâce à sa grande précision, il garantit un alignement cohérent des trous dans les assemblages, où même une erreur de 0,1 mm peut entraîner des erreurs.
Fabrication de CVC et d'appareils ménagers
Les climatiseurs, les réfrigérateurs et les systèmes de conduits dépendent du poinçonnage pour créer des trous d'aération et des points de fixation. Grâce aux presses à tourelle, les usines peuvent produire des milliers de panneaux métalliques chaque jour avec un minimum d'opérations manuelles.
Équipements industriels et bâtis de machines
Le poinçonnage permet de fabriquer des plaques de base, des panneaux de montage et des structures de support pour les machines dans les secteurs de l'automatisation et de l'emballage. Dans les grands assemblages, ces trous perforés servent de points de référence pour soudageLa fixation est assurée par un système d'ancrage, de boulonnage ou de fixation mécanique.
Énergies renouvelables et systèmes électriques
Le poinçonnage est utilisé dans panneau solaire les cadres, les boîtiers de batterie et les boîtiers d'éoliennes. Il garantit une structure légère et une précision constante, ce qui est essentiel pour les pièces exposées à long terme à l'extérieur.
Conclusion
Le poinçonnage du métal est passé d'un processus manuel à une méthode innovante, basée sur des données. Les presses modernes à commande numérique utilisent désormais des capteurs, des servomoteurs et des systèmes de commande intelligents pour contrôler chaque coup avec précision.
Grâce à cette évolution, le poinçonnage reste l'un des procédés de découpe de tôle les plus rapides, les plus abordables et les plus précis. Elle associe la force de fabrication traditionnelle à la précision numérique, transformant de simples trous en caractéristiques clés qui définissent la qualité des pièces.
Si votre projet concerne le poinçonnage de précision de la tôle, la sélection des matériaux ou la production de petites séries, notre équipe d'ingénieurs peut vous aider. Nous examinons vos dessins, calculons les jeux appropriés et suggérons des améliorations avant la fabrication. Contactez nos ingénieurs dès aujourd'hui pour discuter de votre projet.
FAQ
Quel est l'objectif principal du poinçonnage des métaux ?
Le poinçonnage du métal forme des trous, des fentes ou des formes dans la tôle à l'aide d'un poinçon et d'une matrice. Il est idéal pour les grandes séries de production qui nécessitent une précision et une vitesse constantes.
Quelle est la différence entre le poinçonnage et le découpage ?
Dans le cas du poinçonnage, le trou est conservé et la chute est perdue. Dans le découpage, le morceau devient la pièce finie et la feuille restante est un rebut. Les deux opérations utilisent le même type de presse.
Quelle est la précision du poinçonnage CNC ?
Le poinçonnage CNC offre une précision de ±0,1 mm pour les tôles fines et de ±0,2 mm pour les tôles plus épaisses. Les résultats dépendent de l'affûtage de l'outil, du jeu et de l'alignement de la presse.
Quelles sont les causes des bavures et comment les minimiser ?
Les bavures se forment à cause de l'usure des outils ou d'un mauvais dégagement. Le respect des règles de dégagement (5-10% de l'épaisseur de la tôle), la lubrification et l'affûtage régulier permettent de réduire les bavures.