
Le retour élastique est la déformation géométrique qui se produit lorsqu'une pièce métallique reprend partiellement sa forme initiale après la suppression des forces de formage. Ce phénomène, dû à la récupération élastique, entraîne des écarts au niveau des angles et des dimensions, ce qui nécessite une compensation précise de l'outillage dans la fabrication de tôles.
Si l'on ne tient pas compte du retour élastique, les pièces ne respectent plus les tolérances, ce qui entraîne des problèmes d'assemblage en aval et augmente les taux de rebut. Dans le cadre d'une production à grand volume, un écart non compensé de 1 degré peut paralyser toute une ligne de soudage automatisée.
La gestion de ce changement de dimension nécessite à la fois une mise en œuvre pratique en atelier et une conception initiale bien pensée. Plutôt que de s'en remettre à la méthode des essais et des erreurs, ce guide fournit les données et les stratégies précises nécessaires pour maîtriser le retour élastique :
- Les causes mécaniques derrière la récupération élastique et le rebond.
- Valeurs de retour élastique de référence pour l'acier au carbone, l'acier inoxydable et l'aluminium.
- Stratégies d'indemnisation utilisées dans différentes méthodes (maîtrise de l'air vs maîtrise de la terre).
- Recommandations pratiques en matière de conception pour la fabrication afin de stabiliser les tolérances et d'éliminer les coûts d'outillage superflus.
Comprendre le retour élastique
Le retour élastique désigne la tendance de la tôle à reprendre partiellement sa forme plane d'origine une fois la force de pliage supprimée. Pour le maîtriser efficacement, il est utile de comprendre exactement ce qui se passe à l'intérieur du matériau pendant le cycle de pliage.
Récupération élastique
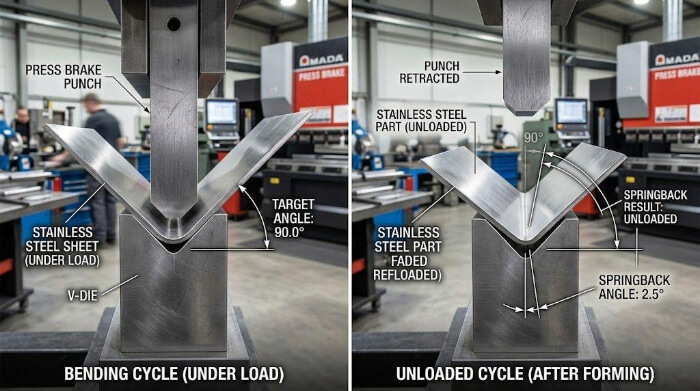
Lorsqu'une presse plieuse force une tôle à épouser la forme d'une matrice, le matériau subit différentes contraintes. La partie extérieure du pli est soumise à une traction (tension), tandis que la partie intérieure est soumise à une compression.
Lorsque l'outil est relâché, les contraintes résiduelles à l'intérieur du matériau tentent de s'équilibrer. La partie élastique du matériau se rétablit, ce qui provoque une légère ouverture de l'angle de pliage. C'est pourquoi les opérateurs ne peuvent pas se contenter de régler la presse plieuse à 90,0° pour un pli à 90° ; l'outil doit se déplacer un peu plus loin — peut-être jusqu'à 88,5° — pour permettre au métal de se détendre et de revenir à la dimension cible.
Déformation plastique
Pour obtenir un pliage permanent, la force appliquée doit dépasser la limite d'élasticité du matériau, le faisant entrer dans la zone de déformation plastique. Cependant, un pliage n'est jamais 100 % plastique.
Il subsiste toujours une fraction de déformation élastique au cœur de l'épaisseur du matériau. Cette élasticité résiduelle est la cause fondamentale de la phase de retour à l'état initial une fois la charge physique retirée.
Passer à l'heure d'été
Si le retour élastique est le phénomène habituel, l'effet inverse — le « spring-forward », ou retour élastique négatif — peut également se produire. Dans ce cas, l'angle de pliage se resserre en fait légèrement après le retrait du poinçon.
Ce phénomène se produit généralement lors de certaines opérations d'estampage ou de formage par emboutissage, notamment lorsque les rayons de courbure sont importants ou que les jeux d'outillage sont spécifiques. Dans ces cas-là, la libération des contraintes de compression sur le rayon intérieur l'emporte sur la tension extérieure, ce qui force le matériau vers l'intérieur.
Facteurs influant sur le retour élastique
Une question qui revient souvent dans le secteur de la fabrication est la suivante : pourquoi un pliage à 90° programmé donne-t-il des résultats différents selon les pièces ? L'ampleur du retour élastique dépend fortement des propriétés mécaniques spécifiques de la tôle et de la géométrie de la pièce.
Limite d'élasticité
Il existe une corrélation directe entre la limite d'élasticité d'un matériau et son retour élastique. Une limite d'élasticité plus élevée indique une zone élastique plus large que le matériau doit traverser avant qu'une déformation permanente ne se produise.
En règle générale, l'acier doux standard (comme le Q235) peut présenter un retour élastique de 1° à 2°. En revanche, les matériaux à haute limite d'élasticité, comme l'acier inoxydable 304 ou 316, peuvent présenter un retour élastique de 3° à 5° avec le même outillage. Plus le matériau est résistant, plus la compensation de sur-pliage requise doit être importante.
Epaisseur du matériau
L'épaisseur du matériau joue un rôle déterminant dans la répartition des contraintes lors d'un pliage. En général, les matériaux plus épais présentent un retour élastique moindre pour une même rayon de courbure car une plus grande partie de la section transversale est soumise à une contrainte supérieure à la limite d'élasticité.
À l'inverse, les tôles plus fines conservent une proportion plus élevée de matériau élastique par rapport au matériau plastique lors du pliage. Cela rend la phase de retour élastique plus marquée et parfois plus difficile à prévoir d'un lot de matériau à l'autre.
Rayon de courbure
La relation entre le rayon de courbure intérieur et l'épaisseur du matériau (souvent appelée rapport R/T) est un paramètre essentiel pour les ingénieurs. Un rayon de courbure intérieur plus grand signifie que le matériau est moins fortement étiré, ce qui permet de maintenir une plus grande partie du matériau dans sa limite d'élasticité.
Lorsque le rayon intérieur est égal à l'épaisseur du matériau (R/T = 1), le retour élastique est relativement faible et prévisible. Dès que le rayon dépasse le double de l'épaisseur du matériau (R/T > 2), la zone élastique s'élargit, ce qui rend la compensation du retour élastique plus complexe et plus sensible aux variations entre les lots de matériau.
Sens de défilement
La tôle présente une structure granulaire caractéristique qui se forme lors du laminage à l'aciérie. Un pliage parallèle au sens du grain (longitudinal) entraîne généralement un retour élastique légèrement plus important et comporte un risque accru de fissuration au niveau de la ligne de pliage.
Un pliage perpendiculaire au sens du fil (transversal) offre généralement un angle plus stable et plus prévisible. Cependant, cela peut limiter la manière dont les pièces sont imbriquées sur une tôle plate lors de la découpe au laser, ce qui risque de réduire le taux d'utilisation du matériau. Les ingénieurs et les responsables des achats doivent trouver un équilibre entre la stabilité dimensionnelle et les coûts liés au rendement du matériau.
Valeurs typiques de retour élastique par matériau
Les ingénieurs ont souvent besoin de données de référence pour évaluer la faisabilité des processus et le coût des pièces dès les premières étapes de la conception. Bien que les angles de retour élastique exacts dépendent de l'outillage utilisé, du rapport R/T et du lot de matériau, la définition d'une fourchette générale permet de fixer des tolérances de fabrication réalistes.
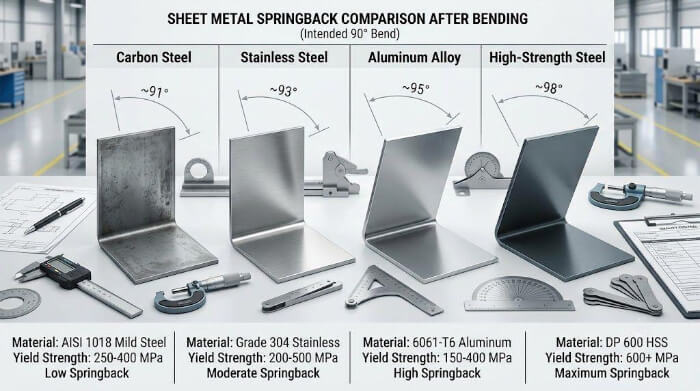
Acier au carbone
Les aciers au carbone standard, tels que le Q235 ou le SPCC laminé à froid, présentent des limites d'élasticité relativement faibles. Ils sont très ductiles et se déforment de manière prévisible sous une pression standard.
On observe généralement un retour élastique faible, compris entre 0,5° et 1,5°. Cette prévisibilité rend l'acier au carbone très rentable pour les grandes séries de production nécessitant des tolérances angulaires strictes.
Acier inoxydable
Les nuances austénitiques telles que le 304 et le 316 présentent une résistance à la traction élevée et ont fortement tendance à s'écrouir lors de la déformation. Il en résulte un retour élastique important dès que le poinçon se relâche.
Les ingénieurs doivent prévoir un retour élastique de 2° à 5°. Le pliage de l'acier inoxydable nécessite des presses plieuses de plus grande puissance ainsi que des configurations d'outillage permettant un pliage plus prononcé.
Alliages d'aluminium
Le retour élastique de l'aluminium dépend fortement de son état de trempe. Un alliage plus tendre et malléable, comme le 5052-H32, présente généralement un retour élastique modéré, compris entre 1,5° et 3°.
Cependant, les alliages structurels rigides comme le 6061-T6 peuvent présenter un retour élastique de 3° à 5°, à condition que le matériau ne se fracture pas au préalable. Le formage de l'aluminium de trempe T6 nécessite presque toujours des rayons de courbure beaucoup plus importants pour éviter la fissuration, ce qui modifie la géométrie globale de la pièce.
Acier à haute résistance
Les aciers faiblement alliés à haute résistance (HSLA) repoussent les limites de la compensation standard des presses plieuses. En raison de leur limite d'élasticité extrêmement élevée, le retour élastique est important et très sensible aux variations mineures d'un lot à l'autre. Les valeurs varient souvent entre 5° et plus de 10°.
Pour traiter efficacement ces matériaux, il faut disposer de plieuses CNC de pointe équipées d'un système de contrôle de l'angle par laser en temps réel. Sans cet équipement, les ateliers passent souvent des heures à effectuer des essais de pliage manuels, ce qui répercute directement ces coûts de mise en place cachés sur le client.
Tableau de données de référence
| Type de matériau | Notes communes | Récupération élastique estimée | Formabilité et incidence sur les coûts |
| Acier au carbone | Q235, SPCC | 0,5° – 1,5° | Grande prévisibilité, usure minimale des outils. |
| Aluminium (mou) | 5052-H32 | 1,5° – 3,0° | Facile à former, nécessite un pliage standard. |
| Aluminium (dur) | 6061-T6 | 3,0° – 5,0° | Risque élevé de fissuration, nécessite des rayons de courbure plus importants. |
| Acier inoxydable | 304, 316 | 2,0° – 5,0° | Fort durcissement par écrouage, nécessite une force de compression plus importante. |
| Acier à haute résistance | HSLA, aciers DP | 5,0° – 10,0°+ | Difficile à prévoir, cela nécessite un pliage CNC adaptatif. |
Retour élastique selon différentes méthodes de pliage
La technique de formage choisie modifie fondamentalement la manière dont les contraintes internes du métal sont gérées. La configuration de l'outillage détermine si le retour élastique est activement éliminé par la force physique ou simplement compensé par la programmation de la machine.
Cintrage de l'air
Dans le pliage à l'air comprimé, le poinçon enfonce la tôle dans une matrice en V sans la forcer à toucher le fond. Le rayon de pliage intérieur est déterminé de manière dynamique par la largeur de l'ouverture de la matrice, plutôt que par la forme de la pointe du poinçon.
Cette méthode offre une grande flexibilité, car un seul jeu de poinçons et de matrices permet de former plusieurs angles. Elle repose toutefois entièrement sur le calcul de la sur-courbure par le système CNC, car le pliage à l'air laisse la plus grande zone élastique et génère le plus fort effet de retour élastique.
Le fond de l'eau
La compression force la tôle à venir en contact total avec l'ouverture en V et les parois latérales de la matrice. Le poinçon continue d'exercer une pression jusqu'à ce que le rayon intérieur de la tôle épouse parfaitement la pointe du poinçon.
Cette contrainte physique impose une déformation plastique à un volume plus important de matière. Le retour élastique est considérablement réduit par rapport au pliage à l'air, mais cette méthode nécessite des jeux de poinçons et de matrices spécifiques et adaptés à chaque angle précis.
Monnaie
Le formage par emboutissage utilise une force considérable pour enfoncer le poinçon directement dans le matériau, ce qui amincit légèrement le métal au niveau du sommet du pli. Cette compression intense pénètre l'axe neutre et détruit complètement la zone élastique du matériau.
Il en résulte un retour élastique quasi nul et une précision angulaire exceptionnelle. Cependant, le frappe nécessite jusqu’à cinq fois plus de puissance que le pliage pneumatique, ce qui accélère l’usure de la machine et limite son utilisation aux épaisseurs plus fines.
Comparaison des processus
Aujourd'hui, le pliage à l'air comprimé représente plus de 90 % de nos activités de tôlerie. Les presses plieuses CNC modernes étant capables de calculer avec une grande précision les algorithmes de retour élastique, les clients n'ont plus besoin d'investir dans des matrices de fond sur mesure pour obtenir des tolérances serrées.
Le matriçage est aujourd'hui principalement réservé à la production répétitive à grand volume, où certaines géométries doivent être maintenues mécaniquement. Le matriçage est rarement utilisé dans l'industrie moderne fabrication de tôles à moins qu'une précision extrême sur des éléments localisés spécifiques ne soit absolument nécessaire.
Compensation du retour élastique en production
Même en disposant de données précises sur les matériaux, l'atelier doit ajuster activement les machines pour obtenir les dimensions finales. Les usines de fabrication s'appuient à la fois sur des réglages physiques de l'outillage et sur des commandes numériques pour compenser l'élasticité naturelle du métal.
Surflexion
Il s'agit de la solution physique la plus directe pour pallier le retour élastique. Si une pièce doit présenter un angle de 90° et que le matériau a tendance à revenir de 2°, l'opérateur programme la presse plieuse pour plier le métal à 88°.
Lorsque le poinçon se retire, le matériau reprend sa forme initiale et revient dans la plage de tolérance de 90°. Cette méthode fonctionne bien pour presque tous les matériaux, à condition que le poinçon et la matrice disposent d'un jeu suffisant pour s'adapter à cet angle plus prononcé.
Correction d'angle CNC
Les presses plieuses modernes sont équipées de systèmes de mesure d'angle en cours de processus, tels que des capteurs laser ou des sondes mécaniques. Ces systèmes mesurent l'angle de pliage réel en temps réel pendant la course.
Si le système détecte un retour élastique plus important que prévu, il abaisse automatiquement le poinçon d'un peu plus pour corriger l'erreur en temps réel. Cette technologie réduit considérablement le temps de réglage et limite les rebuts générés lors de la phase de contrôle du premier article.
Compensation d'outil
Afin de permettre un pliage excessif, les poinçons des presses plieuses sont fabriqués avec des angles aigus, souvent de 86° ou 88° pour un pliage standard à 90°.
Pour les opérations d'emboutissage à grand volume utilisant des matrices dures, la compensation est intégrée directement dans l'outillage. Les ingénieurs outilleurs ont recours à l'analyse par éléments finis (FEA) pour prévoir le retour élastique et usinent les surfaces de la matrice de manière à leur donner un profil sur-courbé. Cela garantit que la pièce respecte la tolérance requise à chaque cycle, sans intervention manuelle.
Validation du prototype à la production
Combler le fossé entre le prototypage en petites séries et la production en série constitue souvent un véritable casse-tête pour les équipes produit.
Les partenaires de fabrication expérimentés s'appuient sur les données de retour élastique recueillies lors de la phase de prototypage rapide pour optimiser la conception des outils destinés à la production en série. La prise en compte de ces données concrètes dans la conception finale des matrices permet de gagner plusieurs semaines de mise au point et d'économiser des milliers de dollars en modifications d'outillage, garantissant ainsi que votre produit arrive sur le marché dans les délais prévus.
Recommandations DFM pour la maîtrise du retour élastique
Les ingénieurs concepteurs peuvent réduire considérablement les coûts de fabrication et les délais de production en anticipant le retour élastique dès la phase de modélisation CAO. De simples ajustements de conception permettent de faciliter considérablement le formage régulier de la pièce en atelier.
Normalisation du rayon de courbure
L'utilisation d'un seul rayon de courbure intérieur sur l'ensemble d'une pièce est l'un des moyens les plus efficaces de réduire les coûts de production.
Cela évite à l'opérateur de devoir changer plusieurs fois de configuration de poinçon et de matrice pour une même pièce. Plus important encore, cela permet d'uniformiser le rapport R/T, ce qui signifie que le calcul du retour élastique reste cohérent pour toutes les brides du composant.
Planification du sens de défilement
Dans la mesure du possible, orientez les plis critiques perpendiculairement au sens de laminage du matériau. Cela permet d'obtenir l'angle le plus stable et le plus prévisible.
Si une enceinte complexe nécessite des pliages sur plusieurs axes, indiquez les dimensions les plus critiques sur votre plan en 2D. Cela permet à l'ingénieur de fabrication de déterminer les pliages à privilégier lors de l'orientation de la tôle à découper au laser, garantissant ainsi le respect des tolérances les plus strictes là où elles sont les plus importantes.
Rainures de décharge et éléments de renfort
L'ajout de renforts de pliage appropriés aux extrémités d'une bride empêche le matériau environnant de se déchirer. Cela permet également d'isoler la contrainte de flexion, évitant ainsi que le matériau adjacent ne se déforme et ne désaligne le pli.
Pour les matériaux fins ou les grands panneaux susceptibles de subir un fort retour élastique, les concepteurs peuvent intégrer des goussets emboutis (nervures) le long de la ligne de pliage. Ces petites indentations renforcent la rigidité structurelle de l'angle et bloquent physiquement celui-ci, empêchant ainsi le métal de se déplier.
Planification de la tolérance
Les tolérances angulaires très strictes ont un coût. Si une tolérance de ±0,5° est la norme et facilement réalisable pour la plupart des métaux, laisser la tolérance globale par défaut de votre logiciel de CAO à ±0,2° pour chaque pliage est le moyen le plus rapide de doubler le coût de vos pièces.
Ne fixez des tolérances strictes que lorsque celles-ci ont une incidence directe sur l'assemblage final. L'élargissement de la tolérance admissible sur les brides non appariées permet de réduire les taux de rebut et s'avère beaucoup plus rentable à grande échelle.
Conclusion
Le retour élastique est une réalité physique inhérente au formage de la tôle, mais il ne doit pas nécessairement entraîner des retards dans les projets ni des dépassements de budget. Pour le maîtriser efficacement, il faut allier une conception initiale judicieuse (DFM) à une exécution précise en atelier. En normalisant les rayons de pliage, en comprenant le comportement des matériaux et en appliquant des tolérances raisonnables, les équipes de conception peuvent contribuer à rationaliser le processus de fabrication.
Chez TZR, notre équipe d'ingénieurs s'appuie sur plus de dix ans d'expérience dans le domaine de l'usinage de la tôle pour gérer ces variables. Nous recueillons des données précises sur les matériaux dès la phase de prototypage rapide et les transposons sans difficulté vers une production en série stable et à grand volume.
Vous devez concilier des tolérances strictes et des objectifs de prix ? Téléchargez dès aujourd'hui vos fichiers CAO 3D. Nos ingénieurs vous proposeront une analyse DFM gratuite, mettront en évidence les risques potentiels de retour élastique et vous indiqueront précisément où des ajustements de conception peuvent permettre de réduire vos coûts de fabrication.