
Unter Rückfederung versteht man die geometrische Verformung, bei der ein Metallteil nach Wegfall der Umformkräfte teilweise in seine ursprüngliche Form zurückkehrt. Dieses durch elastische Rückstellung verursachte Phänomen führt zu Abweichungen bei Winkeln und Maßen und erfordert daher eine präzise Werkzeugkorrektur in der Blechbearbeitung.
Wird das Rückfedern nicht berücksichtigt, entstehen Teile, die außerhalb der Toleranz liegen, was zu Problemen bei der nachgelagerten Montage führt und die Ausschussquote erhöht. Bei der Großserienfertigung kann eine unkompensierte Abweichung von nur einem Grad eine gesamte automatisierte Schweißanlage zum Stillstand bringen.
Um diesen Dimensionswandel zu bewältigen, bedarf es einer Kombination aus praktischer Umsetzung in der Fertigung und durchdachter Planung im Vorfeld. Anstatt sich auf Versuch und Irrtum zu verlassen, liefert dieser Leitfaden die genauen Daten und Strategien, die zur Kontrolle des Rückfederungsverhaltens erforderlich sind:
- Die mechanischen Ursachen hinter der elastischen Rückstellung und dem Vorwärtsfedern.
- Ausgangswerte für das Rückfedern für Kohlenstoffstahl, Edelstahl und Aluminium.
- Entschädigungstaktiken die bei verschiedenen Methoden zum Einsatz kommen (Luftbändigen vs. Bodentakt).
- Praktische DFM-Richtlinien um die Toleranzen zu stabilisieren und unnötige Werkzeugkosten zu vermeiden.
Das Phänomen des Rückfederens verstehen
Unter Rückfederung versteht man die Tendenz von Blech, nach Wegfall der Biegekraft teilweise in seine ursprüngliche flache Form zurückzukehren. Um dieses Phänomen effektiv zu beherrschen, ist es hilfreich, genau zu verstehen, was während des Biegevorgangs im Material vor sich geht.
Elastische Rückstellung
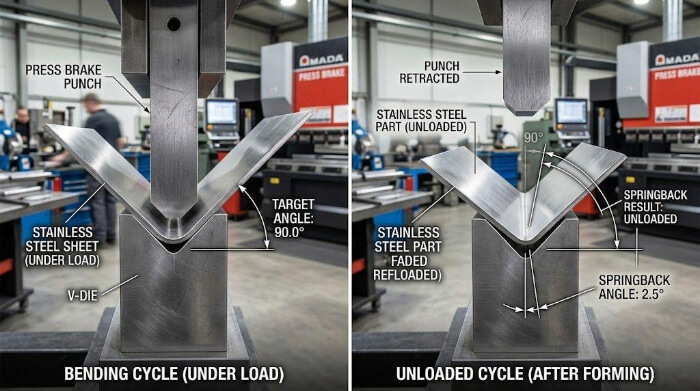
Wenn eine Abkantpresse ein Blech in eine Form drückt, wird das Material unterschiedlichen Belastungen ausgesetzt. Die Außenseite der Biegung wird gedehnt (Zugspannung), während die Innenseite der Biegung zusammengedrückt wird.
Wenn die Werkzeuge gelöst werden, versuchen sich die Restspannungen im Material auszugleichen. Der elastische Anteil des Materials kehrt in seinen Ausgangszustand zurück, wodurch sich der Biegewinkel leicht öffnet. Aus diesem Grund können Bediener die Abkantpresse für eine 90°-Biegung nicht einfach auf 90,0° einstellen; das Werkzeug muss etwas weiter laufen – vielleicht bis 88,5° –, damit sich das Metall wieder auf die Sollabmessung entspannen kann.
Plastische Verformung
Um eine dauerhafte Biegung zu erzeugen, muss die ausgeübte Kraft die Streckgrenze des Werkstoffs überschreiten und ihn in den Bereich der plastischen Verformung bringen. Eine Biegung ist jedoch niemals vollständig plastisch.
Im Kernbereich der Materialdicke bleibt stets ein Teil der elastischen Dehnung bestehen. Diese verbleibende Elastizität ist die Hauptursache für die Rückstellphase, sobald die physikalische Belastung aufgehoben wird.
Die Uhr wird vorgestellt
Zwar wird in der Regel ein Rückfederungseffekt erwartet, doch kann auch der gegenteilige Effekt – das Vorfedern oder die negative Rückfederung – auftreten. In diesem Fall schließt sich der Biegewinkel nach dem Entfernen des Stempels tatsächlich etwas stärker.
Dies tritt typischerweise bei bestimmten Präge- oder Tiefziehvorgängen auf, insbesondere bei großen Biegeradien oder bestimmten Werkzeugabständen. In diesen Fällen überwiegt die Entlastung der Druckspannungen am Innenradius die Zugspannung am Außenradius, wodurch das Material nach innen gedrückt wird.
Faktoren, die das Rückfedern beeinflussen
Ein häufiges Problem in der Fertigung ist die Frage, warum eine programmierte 90°-Biegung bei verschiedenen Aufträgen zu unterschiedlichen Ergebnissen führt. Das Ausmaß des Rückfederungseffekts hängt stark von den spezifischen mechanischen Eigenschaften des Blechs und der Geometrie des Bauteils ab.
Streckgrenze
Es besteht ein direkter Zusammenhang zwischen der Streckgrenze eines Werkstoffs und seinem Rückfederungsverhalten. Eine höhere Streckgrenze bedeutet, dass der Werkstoff einen größeren elastischen Bereich durchlaufen muss, bevor eine bleibende Verformung eintritt.
Als allgemeine Richtwert kann bei Standard-Baustahl (wie Q235) ein Rückfederungseffekt von 1° bis 2° auftreten. Im Gegensatz dazu können hochfeste Werkstoffe wie Edelstahl 304 oder 316 bei gleicher Werkzeugkonfiguration eine Rückfederung von 3° bis 5° aufweisen. Je fester das Material, desto stärker muss die Überbiegungskompensation ausfallen.
Material Dicke
Die Materialstärke spielt eine entscheidende Rolle dabei, wie sich die Spannungen beim Biegen verteilen. Im Allgemeinen weisen dickere Materialien bei einer gegebenen Biegeradius da ein größerer Teil des Querschnitts über die Streckgrenze hinaus beansprucht wird.
Umgekehrt behalten dünnere Bleche beim Biegen einen höheren Anteil an elastischem gegenüber plastischem Material. Dadurch fällt die Rückstellphase stärker aus und ist bei verschiedenen Materialchargen mitunter schwerer vorhersehbar.
Biegeradius
Das Verhältnis zwischen dem inneren Biegeradius und der Materialdicke (oft als R/T-Verhältnis bezeichnet) ist für Ingenieure ein entscheidender Maßstab. Ein größerer innerer Biegeradius bedeutet, dass das Material weniger stark gedehnt wird, wodurch ein größerer Teil des Materials innerhalb seiner Elastizitätsgrenze bleibt.
Wenn der Innenradius der Materialdicke entspricht (R/T = 1), ist die Rückfederung relativ gering und gut vorhersehbar. Sobald der Radius das Doppelte der Materialdicke übersteigt (R/T > 2), vergrößert sich die elastische Zone, wodurch die Kompensation der Rückfederung komplexer und anfälliger für Schwankungen zwischen verschiedenen Materialchargen wird.
Walzrichtung
Blech weist eine charakteristische Kornstruktur auf, die beim Walzprozess im Stahlwerk entsteht. Das Biegen parallel zur Kornrichtung (in Längsrichtung) führt in der Regel zu einem etwas stärkeren Rückfederungseffekt und birgt ein höheres Risiko für Risse an der Biegelinie.
Das Biegen senkrecht zur Faserrichtung (quer) sorgt in der Regel für einen stabileren, besser vorhersehbaren Winkel. Dies kann jedoch die Anordnung der Teile auf einer flachen Platte während des Laserschneidvorgangs einschränken und somit möglicherweise die Materialausnutzung verringern. Ingenieure und Einkaufsleiter müssen die Maßhaltigkeit gegen die Materialkosten abwägen.
Typische Rückfederungswerte nach Werkstoff
Ingenieure benötigen häufig Richtwerte, um bereits in der frühen Entwurfsphase die Machbarkeit eines Prozesses und die Teilekosten zu bewerten. Zwar hängen die genauen Rückfederungswinkel von der jeweiligen Werkzeugausführung, dem R/T-Verhältnis und der Materialcharge ab, doch die Festlegung eines allgemeinen Bereichs hilft dabei, realistische Fertigungstoleranzen festzulegen.
Kohlenstoffstahl
Standard-Kohlenstoffstähle wie Q235 oder kaltgewalztes SPCC weisen eine relativ niedrige Streckgrenze auf. Sie sind sehr duktil und lassen sich unter normaler Presskraft vorhersehbar umformen.
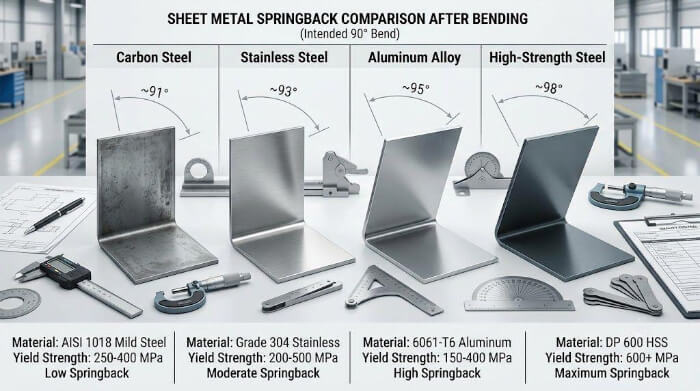
In der Regel ist mit einem geringen Rückfederungsbereich von 0,5° bis 1,5° zu rechnen. Diese Vorhersehbarkeit macht Kohlenstoffstahl zu einer äußerst kostengünstigen Lösung für große Produktionsserien, bei denen enge Winkeltoleranzen erforderlich sind.
Rostfreier Stahl
Austenitische Stähle wie 304 und 316 weisen eine hohe Zugfestigkeit auf und neigen bei der Verformung stark zur Kaltverfestigung. Dies führt zu einer erheblichen elastischen Rückstellung, sobald der Stempel nachgibt.
Ingenieure sollten mit einer Rückfederung von 2° bis 5° rechnen. Für die Bearbeitung von Edelstahl sind Abkantpressen mit höherer Presskraft sowie Werkzeugkonfigurationen erforderlich, die ein stärkeres Überbiegen ermöglichen.
Aluminium-Legierungen
Das Rückfedern von Aluminium hängt stark von seinem jeweiligen Härtezustand ab. Eine weichere, formbare Legierung wie 5052-H32 weist in der Regel ein überschaubares Rückfedern von 1,5° bis 3° auf.
Allerdings können hochfeste Legierungen wie 6061-T6 um 3° bis 5° zurückspringen – sofern das Material nicht zuvor bricht. Bei der Umformung von Aluminium im T6-Zustand sind fast immer deutlich größere Biegeradien erforderlich, um Rissbildung zu vermeiden, was sich auf die Gesamtgeometrie des Bauteils auswirkt.
Hochfester Stahl
Hochfeste niedriglegierte Stähle (HSLA) setzen der Standardausgleichsfunktion von Abkantpressen stark zu. Aufgrund ihrer extrem hohen Streckgrenzen ist der Rückfederungseffekt stark ausgeprägt und reagiert sehr empfindlich auf geringfügige Chargenschwankungen. Die Werte liegen häufig zwischen 5° und über 10°.
Für die effiziente Bearbeitung dieser Materialien sind moderne CNC-Abkantpressen mit Laser-Winkelüberwachung in Echtzeit erforderlich. Ohne diese Ausrüstung verbringen die Mitarbeiter in der Fertigung oft Stunden mit manuellen Testbiegungen, wodurch diese versteckten Rüstkosten direkt an den Kunden weitergegeben werden.
Referenzdatentabelle
| Material Typ | Gemeinsame Noten | Geschätzte Rückfederung | Formbarkeit und Auswirkungen auf die Kosten |
| Kohlenstoffstahl | Q235, SPCC | 0,5° – 1,5° | Hohe Vorhersagbarkeit, minimaler Werkzeugverschleiß. |
| Aluminium (weich) | 5052-H32 | 1,5° – 3,0° | Einfach zu formen, erfordert eine normale Überbiegung. |
| Aluminium (hart) | 6061-T6 | 3,0° – 5,0° | Hohe Rissgefahr, erfordert größere Biegeradien. |
| Rostfreier Stahl | 304, 316 | 2,0° – 5,0° | Hohe Kaltverfestigung, erfordert eine höhere Presskraft. |
| Hochfester Stahl | HSLA, DP-Stähle | 5,0° – 10,0°+ | Schwer vorhersehbar, erfordert anpassungsfähiges CNC-Biegen. |
Rückfederung bei verschiedenen Biegeverfahren
Die gewählte Umformtechnik verändert grundlegend die Art und Weise, wie die inneren Spannungen des Metalls bewältigt werden. Die Werkzeugkonfiguration entscheidet darüber, ob das Rückfedern aktiv durch physikalische Kraft beseitigt oder lediglich durch die Maschinenprogrammierung ausgeglichen wird.
Air Bending
Beim Luftbiegen drückt der Stempel das Blech in eine V-Matrize, ohne dass es den Boden berührt. Der innere Biegeradius wird dynamisch durch die Breite der Matrizenöffnung bestimmt und nicht durch die Form der Stempelspitze.
Dieses Verfahren bietet ein hohes Maß an Flexibilität, da mit einem einzigen Stempel- und Matrizensatz mehrere Biegewinkel erzielt werden können. Allerdings ist es vollständig davon abhängig, dass das CNC-System die Überbiegung berechnet, da beim Luftbiegen die größte elastische Zone verbleibt und der größte Rückfederungsanteil entsteht.
Bottoming
Durch das Abtasten wird das Blech dazu gebracht, vollständig an der V-Öffnung und den Seitenwänden des Stanzwerkzeugs anzuliegen. Der Stempel übt so lange Druck aus, bis der Innenradius des Blechs genau mit der Stempelspitze übereinstimmt.
Diese physikalische Einschränkung führt dazu, dass ein größeres Materialvolumen plastisch verformt wird. Der Rückfederungseffekt ist im Vergleich zum Luftbiegen deutlich geringer, allerdings erfordert dieses Verfahren für jeden einzelnen Winkel spezielle, maßgeschneiderte Stempel- und Matrizensätze.
Prägung
Beim Prägen wird mit enormer Kraft der Stempel direkt in das Material gedrückt, wodurch das Metall am Biegespitzenpunkt leicht verdünnt wird. Diese starke Kompression durchdringt die neutrale Achse und zerstört den elastischen Kern des Materials vollständig.
Das Ergebnis ist ein Rückfederungseffekt, der nahezu null ist, sowie eine außergewöhnliche Winkelgenauigkeit. Allerdings erfordert das Prägen bis zu fünfmal so viel Presskraft wie das Luftbiegen, was den Maschinenverschleiß beschleunigt und den Einsatz auf dünnere Bleche beschränkt.
Prozessvergleich
Heute macht das Luftbiegen über 90 % unseres Blechbearbeitungsgeschäfts aus. Da moderne CNC-Abkantpressen die Rückfederungsalgorithmen äußerst präzise berechnen, müssen Kunden nicht mehr für maßgefertigte Unterwerkzeuge bezahlen, nur um enge Toleranzen zu erreichen.
Das Tiefziehen wird heute meist für die Serienfertigung in großen Stückzahlen eingesetzt, bei der bestimmte Geometrien mechanisch fixiert werden müssen. Das Prägen wird in der modernen Fertigung nur noch selten verwendet Blechfertigung es sei denn, eine extreme Präzision bei bestimmten lokalen Merkmalen ist unbedingt erforderlich.
Ausgleich des Rückfederungseffekts in der Fertigung
Selbst bei korrekten Materialdaten muss die Fertigung die Maschinen aktiv nachjustieren, um die Endmaße zu erreichen. Fertigungsbetriebe setzen auf eine Kombination aus manuellen Werkzeuganpassungen und digitalen Steuerungen, um die natürliche Elastizität des Metalls auszugleichen.
Überbeugung
Dies ist die direkteste physikalische Lösung für das Rückfedern. Wenn ein Teil einen Winkel von 90° erfordert und das Material typischerweise um 2° zurückfedert, programmiert der Bediener die Abkantpresse so, dass das Metall auf 88° gebogen wird.
Wenn sich der Stempel zurückzieht, kehrt das Material wieder in den 90°-Toleranzbereich zurück. Diese Methode eignet sich für fast alle Materialien, vorausgesetzt, Stempel und Matrize verfügen über genügend Spielraum, um den schärferen Winkel aufzunehmen.
CNC-Winkelkorrektur
Moderne Abkantpressen sind mit Systemen zur Winkelmessung während des Arbeitsvorgangs ausgestattet, wie beispielsweise Lasersensoren oder mechanischen Messtastern. Diese Systeme messen den tatsächlichen Biegewinkel in Echtzeit während des Presshubs.
Stellt das System ein stärkeres Rückfedern als berechnet fest, senkt es den Stempel automatisch etwas weiter ab, um den Fehler sofort zu korrigieren. Diese Technologie verkürzt die Rüstzeit erheblich und begrenzt den Ausschuss, der während der Erstmusterprüfung entsteht.
Werkzeugausgleich
Um ein Überbiegen technisch zu ermöglichen, werden Stanzstempel für Abkantpressen mit spitzen Winkeln gefertigt – häufig 86° oder 88° für eine Standardbiegewinkel von 90°.
Bei Stanzvorgängen mit hohen Stückzahlen und harten Stanzwerkzeugen wird der Ausgleich direkt in die Werkzeuge integriert. Werkzeugkonstrukteure nutzen die Finite-Elemente-Methode (FEA), um das Rückfedern vorherzusagen, und bearbeiten die Stanzwerkzeugoberflächen so, dass sie ein überbogenes Profil aufweisen. Dadurch wird sichergestellt, dass das Teil bei jedem Hub die geforderte Toleranz einhält, ohne dass ein manueller Eingriff erforderlich ist.
Validierung vom Prototyp bis zur Serienfertigung
Die Überbrückung der Kluft zwischen Kleinserienfertigung und Massenproduktion stellt für Produktteams oft eine Herausforderung dar.
Erfahrene Fertigungspartner nutzen die während der Rapid-Prototyping-Phase gesammelten Daten zum Rückfederungsverhalten, um die Werkzeugkonstruktion für die Serienfertigung zu optimieren. Die Einbeziehung dieser Praxisdaten in die endgültige Werkzeugkonstruktion kann wochenlange Feinarbeiten am Werkzeug und Kosten in Höhe von Tausenden von Dollar für Werkzeugänderungen einsparen und so sicherstellen, dass Ihr Produkt termingerecht auf den Markt kommt.
DFM-Richtlinien zur Begrenzung des Rückfederungseffekts
Konstrukteure können die Fertigungskosten und Durchlaufzeiten erheblich senken, indem sie das Rückfedern bereits in der CAD-Modellierungsphase berücksichtigen. Durch einfache Konstruktionsanpassungen lässt sich das Bauteil in der Fertigung wesentlich leichter und gleichmäßiger umformen.
Standardisierung des Biegeradius
Die Verwendung eines einheitlichen Innenbiegeradius für das gesamte Bauteil ist eine der wirksamsten Methoden, um die Produktionskosten zu senken.
Dadurch muss der Bediener die Stanz- und Matrizenkonfiguration für ein einzelnes Teil nicht mehrfach ändern. Noch wichtiger ist, dass dadurch das R/T-Verhältnis standardisiert wird, was bedeutet, dass die Rückfederungsberechnung für jeden Flansch des Bauteils einheitlich bleibt.
Planung der Walzrichtung
Richten Sie kritische Biegungen nach Möglichkeit senkrecht zur Walzrichtung des Materials aus. Dies führt zu einem möglichst stabilen und vorhersehbaren Winkel.
Wenn ein komplexes Gehäuse Biegungen in mehreren Achsen erfordert, vermerken Sie die kritischsten Maße auf Ihrer 2D-Zeichnung. Dadurch weiß der Fertigungsingenieur, welche Biegungen bei der Ausrichtung des flachen Zuschnitts für den Laserschnitt Vorrang haben, sodass die engsten Toleranzen genau dort eingehalten werden, wo es am wichtigsten ist.
Reliefschnitte und Versteifungselemente
Durch das Einfügen geeigneter Biegeentlastungen an den Enden eines Flansches wird ein Aufreißen des umgebenden Materials verhindert. Außerdem wird die Biegespannung isoliert, wodurch verhindert wird, dass sich das angrenzende Material verformt und die Biegung aus der Ausrichtung bringt.
Bei dünnen Materialien oder großen Blechen, die zu starkem Rückfederungseffekt neigen, können Konstrukteure entlang der Biegelinie geprägte Verstärkungsrippen einarbeiten. Diese kleinen Vertiefungen erhöhen die strukturelle Steifigkeit der Ecke und fixieren den Winkel mechanisch, wodurch verhindert wird, dass sich das Metall wieder aufbiegt.
Planung der Toleranzen
Enge Winkeltoleranzen kosten Geld. Während eine Toleranz von ±0,5° Standard ist und bei den meisten Metallen problemlos erreicht werden kann, ist es der schnellste Weg, die Kosten für Ihre Teile zu verdoppeln, wenn Sie die globale Standardtoleranz Ihrer CAD-Software für jede Biegung auf ±0,2° belassen.
Legen Sie enge Toleranzen nur dort fest, wo sie sich direkt auf die Endmontage auswirken. Eine Ausweitung der zulässigen Toleranz bei nicht zusammenpassenden Flanschen senkt die Ausschussquote und wird bei größeren Stückzahlen deutlich kostengünstiger.
Schlussfolgerung
Das Rückfedern ist ein physikalisches Phänomen bei der Blechumformung, muss jedoch nicht zwangsläufig zu Projektverzögerungen oder Budgetüberschreitungen führen. Um es wirksam zu kontrollieren, bedarf es einer Kombination aus intelligenter Konstruktionsplanung (DFM) und präziser Ausführung in der Fertigung. Durch die Standardisierung von Biegeradien, das Verständnis des Materialverhaltens und die Anwendung angemessener Toleranzen können Konstruktionsteams dazu beitragen, den Fertigungsprozess zu optimieren.
Bei TZR nutzt unser Ingenieurteam seine über zehnjährige Erfahrung in der Blechbearbeitung, um diese Variablen zu bewältigen. Wir erfassen während der Rapid-Prototyping-Phase präzise Materialdaten und setzen diese nahtlos in eine stabile Serienfertigung in großen Stückzahlen um.
Müssen Sie enge Toleranzen mit den Preisvorgaben in Einklang bringen? Laden Sie noch heute Ihre 3D-CAD-Dateien hoch. Unsere Ingenieure führen eine kostenlose DFM-Prüfung durch, weisen auf mögliche Risiken durch Rückfederung hin und zeigen Ihnen genau auf, wo durch kleine Designänderungen Ihre Fertigungskosten gesenkt werden können.