Dans le monde de la fabrication de métaux de haute précision, l'acier brut arrive rarement prêt pour la chaîne de montage. Lorsque l'acier est traité à l'usine - laminé à chaud à des températures supérieures à 1 000°F - il réagit violemment avec l'oxygène. En refroidissant, cette réaction forme une croûte dure, noire et bleutée, connue sous le nom de calamine.
Bien que cette écaille soit un sous-produit naturel, elle est le tueur silencieux de la qualité de la finition. Si vous peignez par-dessus, le revêtement finira par s'écailler à mesure que la calamine se détache. Si vous soudez à travers, les impuretés créeront des porosités et des joints fragiles.
C'est là que le décapage de l'acier devient non négociable. Il s'agit du processus critique de "pont" qui transforme le stock brut, laminé à chaud, en un substrat chimiquement propre, prêt pour les applications automobiles, aérospatiales et électroménagères.

Qu'est-ce que le décapage de l'acier ??
Le décapage de l'acier est un processus de traitement de surface qui nettoie le métal à l'aide d'une solution chimique appelée "liqueur de cornichon". Cette solution élimine la rouille, le tartre et d'autres matériaux indésirables des métaux tels que l'acier, le cuivre et les alliages d'aluminium.
Le métal est placé dans un bain d'acide fort qui dissout la couche d'oxyde mais n'endommage pas le métal de base sous-jacent. Après le décapage, la surface est lisse, propre et répond à la norme SSPC-SP 8 (Décapage) pour la propreté industrielle.
Quel est le but du saumurage ?
Le décapage n'est pas seulement une question d'esthétique, mais aussi d'intégrité structurelle et d'adhérence chimique. Pour comprendre pourquoi cette étape est cruciale, il faut d'abord comprendre l'"ennemi" qu'elle élimine.
Élimination des impuretés : Expliquer les contaminants cibles
Le tartre n'est pas simplement de la saleté ; il s'agit d'une structure complexe et stratifiée d'oxydes de fer :
- Wüstite (FeO) : La couche la plus proche du métal.
- Magnétite (Fe₃O₄) : La couche intermédiaire.
- Hématite (Fe₂O₃) : La couche extérieure, fragile.
Le problème : La calamine est électriquement isolante et physiquement fragile. Contrairement à l'acier ductile qui se trouve en dessous, la calamine se fissure sous l'effet de la contrainte. Si vous tentez de laminer l'acier à froid sans l'avoir décapé au préalable, cette calamine dure sera pressée dans la surface plus tendre, ce qui endommagera l'acier de manière permanente et ruinera les coûteuses matrices de laminage.

L'objectif : l'activation du "métal blanc
Pour les processus en aval, il ne suffit pas d'être "propre" : la surface doit être chimiquement active.
- Pour les revêtements et la peinture : Les peintures et les couches de galvanisation s'appuient sur un profil de surface spécifique (motif d'ancrage) pour adhérer au métal. Le décapage élimine la couche d'oxyde passive, exposant le "métal blanc" réactif qui adhère de manière agressive aux apprêts et aux revêtements de zinc.
- Pour le soudage de précision : Le soudage sur de l'acier sale introduit de l'oxygène et des impuretés dans le bain de soudure. Le décapage garantit une zone exempte de contaminants, ce qui est essentiel pour les lignes de soudage robotisées où la constance est primordiale.
Conseil de pro :
De nombreuses défaillances de fabrication, telles que la délamination du revêtement en poudre après six mois, peuvent être attribuées à un décapage inadéquat ou à un "sous-décapage" lorsque des résidus de calcaire ont été laissés sur place. Chez TZR, nous considérons la préparation de la surface comme le fondement de la longévité du produit.
Comment fonctionne le processus de décapage?
Bien qu'il puisse ressembler à un simple bassin d'immersion, le décapage est un assaut chimique violent et soigneusement contrôlé contre les impuretés. Pour obtenir une surface parfaitement propre sans dissoudre l'acier précieux qui se trouve en dessous, les fabricants s'appuient sur un mécanisme spécifique : l'effet "Blast Off".
Le mécanisme chimique
Beaucoup pensent que l'acide mange simplement la couche de calcaire du haut vers le bas. En réalité, le processus est beaucoup plus dynamique.
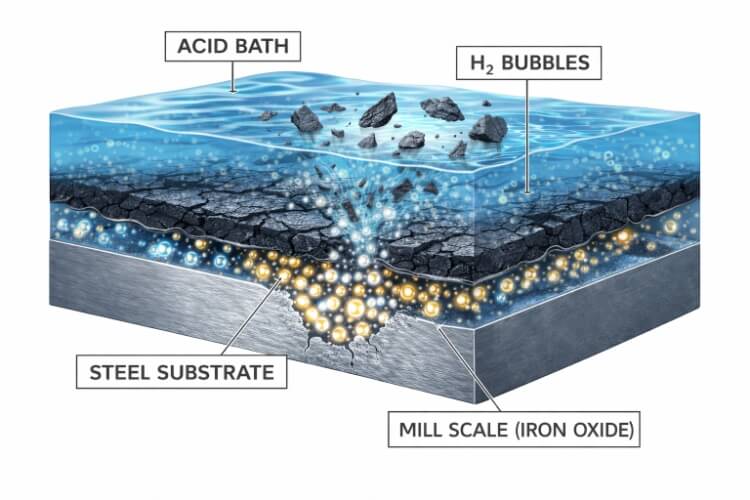
La calamine est naturellement poreuse et pleine de fissures microscopiques. L'acide décapant (la "liqueur de décapage") s'infiltre dans ces fissures et attaque la couche d'oxyde intermédiaire (FeO) juste à l'interface du métal de base.
En réagissant avec le fer, l'acide génère de l'hydrogène. Ces minuscules bulles d'hydrogène se forment sous la couche de tartre et génèrent une pression énorme. Comme des millions de micro-explosifs, cette pression fait littéralement exploser le tartre de la surface du métal, qui s'écaille dans la solution. Simultanément, l'acide dissout les oxydes de fer restants, laissant derrière lui une surface d'acier vierge et chimiquement active.
Note d'expert :
La vitesse de cette réaction est essentielle. Si l'acier reste trop longtemps dans le bain, il se produit un "surpiquage". L'acide commence à attaquer le métal de base lui-même, provoquant de graves piqûres et des pertes de matière. C'est pourquoi des temps de séjour précis ne sont pas négociables pour le contrôle de la qualité.
La procédure étape par étape
Une ligne de décapage réussie implique une séquence rigoureuse d'étapes destinées à garantir que le métal est propre, traité et protégé.
Étape 1 : Dégraissage et nettoyage
Avant que l'acier n'entre en contact avec l'acide, il doit être exempt de contaminants organiques. Les huiles, les graisses et les lubrifiants d'emboutissage agissent comme une barrière, empêchant l'acide d'atteindre la surface. On utilise d'abord un nettoyant alcalin chaud ou un dégraissant à base de solvant, faute de quoi l'acide s'accumulera sur les taches d'huile, laissant des plaques de calamine non décollées.
Étape 2 : Le bain acide (décapage)
Il s'agit de l'étape principale. Le métal est immergé ou pulvérisé avec la solution acide. Les lignes continues modernes utilisent des buses de pulvérisation à haute pression pour agiter l'acide, de sorte qu'une solution fraîche touche constamment la surface, ce qui accélère considérablement la réaction par rapport au trempage statique.
Étape 3 : Rinçage (rinçage en cascade)
Une fois le tartre enlevé, la réaction chimique doit être stoppée immédiatement. L'acier est soumis à un rinçage rigoureux à l'eau - souvent une cascade à plusieurs niveaux - pour éliminer toute trace d'acide et de sels métalliques dissous. Tout résidu laissé sur place provoquera ultérieurement une grave corrosion.
Étape 4 : Neutralisation
Le rinçage à l'eau ne suffit pas toujours à neutraliser le pH de la surface de l'acier. Un bain alcalin faible (souvent à base d'ammoniaque ou de chaux) est appliqué pour s'assurer que la surface est complètement passive et qu'aucun ion acide ne reste dans les pores du métal.
Étape 5 : Huilage ou scellement (critique pour la "rouille éclair")
Cette dernière étape fait la différence entre un produit utilisable et de la ferraille. L'acier fraîchement décapé est très réactif - il s'agit essentiellement de fer "nu". Sans protection, il réagira presque instantanément avec l'oxygène de l'air, formant une couche de "rouille éclair" jaune. Pour éviter cela, l'acier est immédiatement recouvert d'une fine couche d'huile, d'un inhibiteur de rouille ou d'une cire soluble dans l'eau afin de sceller la surface pour le stockage ou l'expédition.
Méthodes d'application : Immersion ou pulvérisation
La méthode physique d'application de l'acide dépend largement de la forme du produit :
- Décapage par lots (immersion) : Utilisé pour les tuyaux, les pièces fabriquées ou les faisceaux de tiges. Les articles sont placés dans des caisses résistantes à l'acide ou sur des étagères et plongés dans de grandes cuves d'acide. Le liquide atteint ainsi l'intérieur des tubes et des géométries complexes.
- Décapage en continu (par pulvérisation ou par entraînement) : Utilisé principalement pour les bobines d'acier. La bande d'acier est déroulée et tirée en continu à travers une série de réservoirs à des vitesses élevées (jusqu'à 1 000 pieds par minute).
Types d'acides décapants : HCl vs. H2SO4
Bien que l'objectif du décapage soit uniforme - éliminer les oxydes - l'agent chimique utilisé pour y parvenir modifie fondamentalement la vitesse du processus, le coût et, surtout, la finition de la surface de votre produit.
Dans l'industrie de l'acier au carbone, deux acides dominent : L'acide chlorhydrique (HCl) et l'acide sulfurique (H₂SO₄). Le choix entre les deux est souvent un compromis entre le coût opérationnel et la qualité de la surface.
Acide chlorhydrique (HCl) : L'étalon de précision
Depuis le milieu du 20e siècle, le HCl est devenu le produit de prédilection pour les lignes de décapage en continu des tôles, en particulier pour les aciers destinés à l'industrie automobile et à l'électroménager.
- La finition "brillante" : Le HCl attaque les couches de tartre (FeO, Fe₂O₃, Fe₃O₄) de manière agressive mais est relativement doux pour le métal de base. Il en résulte une surface plus brillante, plus blanche et plus propre, avec moins de "smut" (résidus de carbone insolubles) qu'avec l'acide sulfurique.
- Efficacité énergétique : L'un de ses principaux avantages est la température. Le HCl fonctionne efficacement à température ambiante ou avec un chauffage minimal (typiquement 160°F - 180°F), ce qui réduit considérablement la consommation d'énergie de la ligne.
- Le compromis : Le principal inconvénient est la volatilité. Le HCl dégage facilement des fumées, ce qui nécessite des systèmes de ventilation et d'épuration coûteux pour protéger les travailleurs et les équipements. Il est également plus cher à l'achat par tonne que l'acide sulfurique.
Meilleur pour : Tôle de haute qualité, panneaux automobiles et pièces nécessitant un placage ou une peinture.
Acide sulfurique (H₂SO₄) : Le cheval de bataille de l'économie
Avant les années 1960, l'acide sulfurique était la norme dans l'industrie. Il reste populaire aujourd'hui pour le décapage par lots des barres, des fils et des formes structurelles lorsque la récupération des coûts est une priorité.
- Renouvelabilité : L'acide sulfurique est moins cher à l'achat et plus facile à renouveler. Lorsque l'acide est saturé en fer, le sulfate ferreux peut être cristallisé, ce qui permet de régénérer l'acide et de le réutiliser presque indéfiniment.
- L'exigence de chaleur : Pour être efficace, l'acide sulfurique doit être chauffé à une température comprise entre 82°C et 107°C. Bien que le produit chimique soit bon marché, la facture énergétique pour maintenir des milliers de gallons d'acide près du point d'ébullition est substantielle.
- Le risque d'arrivée : La surface obtenue est souvent plus foncée et peut présenter davantage de résidus de salissure. Elle présente également un risque plus élevé de "surpiquage" - si la ligne s'arrête, l'acide chaud continuera d'attaquer agressivement l'acier de base, piquant la surface.
Meilleur pour : Barres d'armature, tubes, tuyaux de construction et fils à faible teneur en carbone pour lesquels l'esthétique de la surface est secondaire par rapport au coût.
Acides spéciaux pour des alliages plus résistants
Les acides standard échouent souvent lorsqu'il s'agit de matériaux fortement alliés.
- Acier à haute teneur en carbone (>0,6%) : Lorsque la teneur en carbone augmente, l'acier devient plus résistant au décapage standard. De l'acide phosphorique, de l'acide nitrique ou de l'acide fluorhydrique peuvent être ajoutés au mélange pour faciliter l'élimination du tartre.
- Acier inoxydable : La couche d'oxyde de chrome sur l'acier inoxydable est incroyablement résistante. Il faut généralement une combinaison d'acides nitrique et fluorhydrique (souvent appelé "acide mixte") pour nettoyer efficacement et rétablir la passivité.
Guide de sélection rapide : De quel acide avez-vous besoin ?
| Fonctionnalité | Acide chlorhydrique (HCl) | Acide sulfurique (H2SO4) |
|---|---|---|
| Application primaire | Feuille/bande continue (Auto/Appareil) | Décapage par lots / Fil et tige |
| Température de fonctionnement | Plus bas (<180°F) - Economiseur d'énergie | Supérieure (180°F - 225°F) - Énergie lourde |
| Résultat en surface | Lumineux, blanc, propre | Plus sombre, potentiellement salace |
| Vitesse de réaction | Plus rapide (2 à 3 fois la vitesse du H2SO4) | Plus lent |
| Profil de coût | Coût chimique élevé / faible consommation d'énergie | Faible coût chimique / Haute énergie |
Conseil de pro :
Si votre projet implique une galvanisation ultérieure ou un revêtement en poudre très brillant, la spécification de l'acier décapé au HCl est souvent la solution la plus sûre. Le profil de surface plus brillant garantit une meilleure adhérence et moins de défauts esthétiques que les alternatives au décapage sulfurique.
Défis critiques et solutions
Si le décapage est une pratique courante, il n'est pas sans danger. Pour les ingénieurs et les responsables des achats, la compréhension des risques de fragilisation par l'hydrogène et des déchets dangereux est tout aussi importante que la finition de surface elle-même. L'ignorance dans ce domaine peut entraîner des défaillances catastrophiques des pièces ou des responsabilités dans la chaîne d'approvisionnement.
Fragilisation par l'hydrogène
L'un des effets secondaires les plus dangereux du marinage - et celui qui est le plus souvent négligé dans les guides de base - est la fragilisation par l'hydrogène (HE).
Le mécanisme :
La réaction acide agressive génère de l'hydrogène gazeux. Alors que la plupart des bulles s'échappent, l'hydrogène atomique est suffisamment petit pour se diffuser directement dans le réseau cristallin de l'acier. Une fois à l'intérieur, ces atomes migrent vers les zones de forte contrainte (comme les joints de grains ou les soudures) et se recombinent en hydrogène moléculaire (H2).
Cette pression interne s'accumule comme un ballon qui se gonfle à l'intérieur d'un rocher. Elle crée une immense tension interne qui réduit considérablement la ductilité du métal.
Le cauchemar de la "défaillance retardée" :
L'aspect terrifiant de l'HE est qu'il provoque des fractures différées. Un boulon ou un support peut parfaitement passer l'inspection du contrôle de qualité, mais se rompre soudainement sous l'effet d'une charge des semaines après son installation. Souvent, il n'y a pas d'avertissement - pas de flexion, pas d'étirement - juste une rupture soudaine et fragile.
La solution : ASTM B850 Cuisson
- Inhibiteurs : Les liqueurs de décapage modernes utilisent des inhibiteurs chimiques pour former un film protecteur sur le métal nu, ralentissant ainsi l'absorption d'hydrogène.
- Désembrigadement Cuisson : Pour les aciers à haute résistance (généralement ceux dont la dureté est supérieure à 30-32 HRC), les pièces doivent subir un processus de "cuisson" immédiatement après le décapage.
- Standard : Selon la norme ASTM B850, les pièces doivent être cuites à environ 375°F - 400°F (190°C - 205°C) pendant au moins 3 heures (souvent jusqu'à 24 heures en fonction de la résistance à la traction) pour forcer l'hydrogène piégé à sortir avant qu'il ne cause des dommages permanents.
Note d'expert :
Si vous vous procurez des attaches ou des ressorts à haute résistance qui nécessitent un décapage, demandez toujours un certificat de cuisson. Sauter cette étape est la cause #1 de défaillance inexpliquée des fixations sur le terrain.
Gestion des "boues de décapage"
Le sous-produit du processus de décapage n'est pas seulement de l'eau sale, c'est un déchet toxique dangereux connu sous le nom de "Spent Pickle Liquor" (SPL).
Le coût environnemental :
Au fur et à mesure que l'acide agit, il se sature de sels de fer dissous (chlorure ou sulfate ferreux) et de métaux lourds (chrome, nickel, plomb) arrachés à l'alliage. Lorsque la concentration de l'acide devient trop faible pour être efficace, cette "boue" doit être traitée.
Élimination et régénération :
- Neutralisation : Le traitement le plus courant consiste à ajouter de la chaux (hydroxyde de calcium) à l'acide usé. Cela neutralise le pH et entraîne la précipitation des métaux lourds sous forme de boues solides, qui sont ensuite envoyées dans des décharges pour déchets dangereux.
- Plantes de régénération acide (ARP) : Les installations avancées - en particulier celles qui utilisent de l'acide chlorhydrique - ont recours à des procédés de torréfaction pour récupérer le gaz acide en vue de sa réutilisation. Cela permet de créer un système en boucle fermée et de produire de la poudre d'oxyde de fer, un sous-produit précieux utilisé dans la fabrication d'aimants en ferrite et de pigments.
Considérations économiques
Les réglementations environnementales strictes concernant l'élimination des SPL ont fait grimper le coût des services de décapage sur les marchés occidentaux. Lorsque vous comparez les devis, méfiez-vous des fournisseurs dont les prix sont "trop beaux pour être vrais" ; il se peut qu'ils fassent des économies sur la gestion des déchets ou qu'ils utilisent des bains d'acide épuisés qui entraînent une mauvaise qualité de la surface.
Alternatives au décapage chimique : Quand renoncer à l'acide
Bien que le décapage à l'acide soit le roi incontesté de la production de tôles en grandes quantités, des réglementations environnementales strictes et le risque spécifique de fragilisation par l'hydrogène ont conduit au développement d'autres méthodes. Pour certaines applications, ces techniques "sèches" peuvent être supérieures.
Nettoyage mécanique (SPS / Sablage abrasif)
Pour les projets de construction métallique où l'utilisation de produits chimiques est impossible ou lorsqu'une texture de surface spécifique est requise, le nettoyage mécanique - souvent régi par les normes ISO 8501-1 - est le choix qui s'impose.
- Le processus : L'acier est décapé à l'aide de produits abrasifs (sable, grenailles ou grenaille d'acier) ou brossé agressivement à l'aide de fils métalliques.
- Pour : Il élimine les déchets acides dangereux et évite totalement les risques de fragilisation par l'hydrogène. Il est idéal pour l'élimination de la rouille sur les poutres et les plaques.
- Cons : Il laisse une finition rugueuse et mate par rapport à la surface lisse et brillante du décapage à l'acide. Il ne permet pas non plus de nettoyer les surfaces internes des tubes ou des formes complexes, qui ne peuvent pas être nettoyées par les grenailleuses.
Nettoyage des flammes
- Le processus : Une flamme oxyacétylénique est passée sur la surface de l'acier. La dilatation thermique rapide provoque l'écaillage de la calamine fragile, tandis que le métal de base se dilate à une vitesse différente.
- Pour : Utile pour un nettoyage localisé ou pour préparer des structures existantes à être repeintes lorsque les bains chimiques ne sont pas pratiques.
- Cons : Coût énergétique élevé et risque élevé de déformation des matériaux minces en raison de l'apport de chaleur.
Nettoyage au laser (l'avenir de la préparation écologique des surfaces)
- Le processus : Les lasers pulsés à haute intensité ablatent (vaporisent) la couche d'oxyde et la rouille instantanément.
- Pour : Il s'agit de l'option la plus respectueuse de l'environnement. Elle ne produit aucun déchet chimique, ne nécessite aucun consommable et permet de contrôler avec précision la quantité de matériau enlevée sans endommager le substrat.
- Cons : Le coût initial de l'équipement est extrêmement élevé et les vitesses de nettoyage pour les grandes surfaces sont actuellement beaucoup plus lentes que celles d'une ligne de décapage à l'acide en continu.
Conclusion
Le décapage de l'acier est bien plus qu'une simple étape de "nettoyage" ; c'est un processus métallurgique fondamental qui définit l'ADN de votre produit final. Que vous soudiez, peigniez ou laminiez à froid, le succès de votre opération dépend de la pureté microscopique de la surface du métal.
Pour les acheteurs et les ingénieurs, spécifier "décapé et huilé" n'est pas seulement une ligne sur un bon de commande - c'est l'assurance que votre acier est exempt de défauts cachés et prêt pour une fabrication de haute performance.
Chez TZR, nous ne nous contentons pas de couper et de plier le métal ; nous concevons la qualité à partir du substrat. Notre équipe s'appuie sur plus d'une décennie de fabrication de tôles pour s'assurer que chaque matériau que nous utilisons répond à des normes rigoureuses de qualité de surface.
Que vous ayez besoin d'une tôle parfaitement décapée pour une finition en poudre impeccable ou de composants structurels robustes exempts de risques liés à l'hydrogène, nous disposons de l'expertise nécessaire pour vous guider dans votre choix. Prêt à sécuriser votre chaîne d'approvisionnement ? Contactez TZR dès aujourd'hui pour une consultation sur votre prochain projet.