Le choix de la bonne méthode d'assemblage des tôles n'est pas une question de préférence, c'est un calcul structurel et économique. Le choix entre le soudage et le rivetage détermine la capacité de charge de l'assemblage, le goulot d'étranglement de la production dans l'usine et le coût final par pièce.
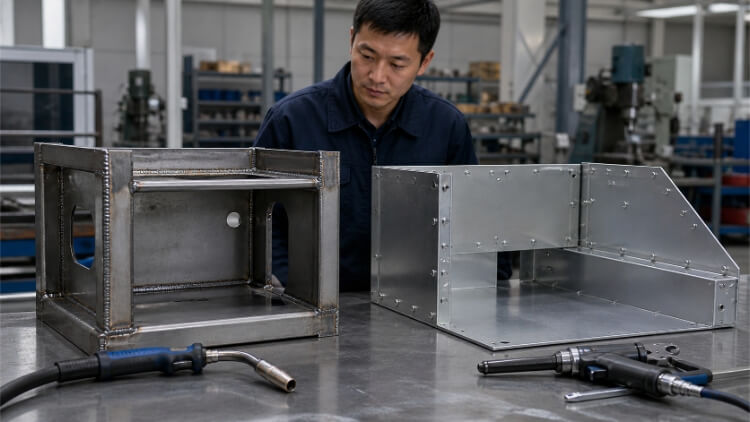
Le soudage fusionne les matériaux en une structure unique et continue, idéale pour les charges lourdes et les exigences strictes en matière d'étanchéité. Le rivetage fait appel à des fixations mécaniques pour assembler des feuilles qui se chevauchent. Il s'agit d'une solution à froid qui permet d'éviter la déformation des matériaux.
Un mauvais choix dès le début de la phase de conception peut entraîner le gauchissement des tôles minces, l'échec des essais de vibration sur le terrain ou des coûts inutiles de finition secondaire. Ce guide présente les réalités techniques des deux procédés afin de vous aider à choisir le bon joint pour votre assemblage.
Vue d'ensemble du soudage et du rivetage
Il n'existe pas de procédé universellement "meilleur" entre le soudage et le rivetage. Le choix optimal est strictement déterminé par la fonction de la pièce, les matériaux utilisés et l'environnement de production.
Le soudage forme un joint continu
Soudage applique une chaleur intense pour faire fondre les métaux de base (souvent avec un matériau d'apport) et les fusionner en une seule pièce continue. C'est le procédé à utiliser lorsqu'un assemblage nécessite une rigidité maximale, une résistance structurelle permanente ou une étanchéité absolue aux liquides et aux gaz.
Le rivetage forme un joint mécanique
Rivetage est un procédé de formage à froid. Il consiste à perforer ou à percer des trous, à insérer une pièce de fixation et à déformer la queue du rivet pour fixer les feuilles de métal. Il est très efficace pour assembler des métaux de faible épaisseur, des matériaux sensibles à la chaleur et des métaux différents qui ne peuvent pas être fondus ensemble.
Le bon choix dépend de la fonction de la pièce
Les ingénieurs doivent évaluer les compromis. Un joint soudé offre une finition esthétique sans soudure, mais nécessite une main-d'œuvre qualifiée et présente un risque de distorsion thermique. Un joint riveté est rapide et hautement reproductible, mais il laisse des têtes de fixation visibles et nécessite des brides qui se chevauchent.
Tableau 1 : Guide de sélection rapide
| Exigence | Meilleur choix | Raison |
| Haute résistance structurelle | Soudage | Forme un joint continu |
| Résistance aux fuites | Soudage | Peut créer des joints étanches |
| Feuilles minces thermosensibles | Rivetage | Évite les déformations dues à la chaleur du soudage |
| Matériaux mixtes | Rivetage | Pas de fusion des métaux de base |
| Surface extérieure propre | Soudage | Pas de têtes de rivets visibles |
| Réparation facile | Rivetage | Les rivets peuvent être enlevés et remplacés |
| Tôles revêtues ou galvanisées | Rivetage | Réduit les dommages au revêtement |
Ce qui change lorsque vous soudez ou rivetez de la tôle?
Le comportement physique d'un assemblage de tôle change considérablement en fonction de la façon dont les joints sont formés. Il est essentiel de comprendre ces différences mécaniques pour prévenir les défaillances prématurées sur le terrain.
Résistance et chemin de charge
Une soudure correctement exécutée répartit les contraintes mécaniques de manière continue sur toute la longueur du joint. Le joint soudé est souvent aussi résistant, voire plus, que le métal de base lui-même.
En revanche, les assemblages rivetés transfèrent les charges par des points spécifiques et isolés. Le perçage ou le poinçonnage de trous pour les rivets enlève intrinsèquement de la matière, ce qui réduit la section transversale de la tôle et crée des concentrations de contraintes localisées sur les bords du trou.
Durée de vie à la fatigue sous vibration
La rigidité n'est pas toujours un avantage. Dans les environnements soumis à des vibrations à haute fréquence, tels que les châssis automobiles, les boîtiers de transport ou les machines lourdes, une soudure très rigide peut s'avérer dangereuse. Une charge cyclique constante peut entraîner la formation de microfissures et leur propagation dans la zone fragile affectée par la chaleur de la soudure.
Les assemblages rivetés possèdent un certain degré de micro-flexibilité. Cela permet à l'assemblage d'absorber et de dissiper légèrement l'énergie des vibrations, ce qui se traduit souvent par une durée de vie plus longue sous des charges dynamiques.
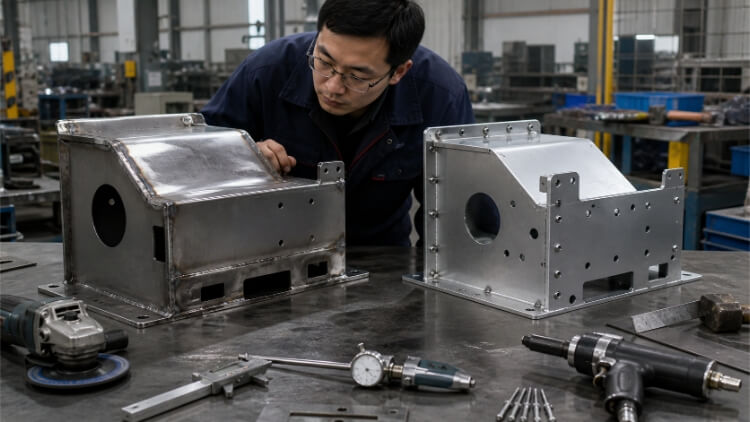
Apport de chaleur et déformation des tôles minces
Le soudage génère une zone affectée thermiquement (ZAT) qui modifie la microstructure du métal environnant. Lors du soudage de matériaux minces, tels que l'aluminium 5052 de 1,2 mm ou l'acier inoxydable 304 de 1,0 mm, cette chaleur intense et localisée provoque une dilatation et une contraction thermiques importantes.
Il en résulte un gauchissement, un flambage et, parfois, une perforation, ce qui nécessite un redressement manuel coûteux par la suite. Le rivetage élimine ce risque, en maintenant la géométrie précise et la planéité des tôles de faible épaisseur.
💡 Conseil de pro : Nous voyons souvent des dossiers de conception dans lesquels les ingénieurs spécifient des soudures complètes sur des boîtiers en aluminium de 1,2 mm afin d'éviter que les têtes de fixation soient visibles. En réalité, le travail manuel nécessaire pour éliminer la distorsion thermique peut facilement augmenter les coûts unitaires de 30% par rapport à une conception rivetée.
Compatibilité des matériaux et risque de corrosion
Le rivetage est la solution standard pour assembler des métaux dissemblables, par exemple pour fixer un panneau en aluminium 6061-T6 à un cadre en acier au carbone. Cependant, cette solution introduit un piège technique critique : la corrosion galvanique.
Si un rivet en acier nu est installé dans une tôle d'aluminium et exposé à un électrolyte (comme l'humidité), les métaux réagissent. Le joint se corrode et se détériore rapidement, ce qui entraîne des rappels coûteux sur le terrain et des réclamations au titre de la garantie.
Pour réussir, les assemblages rivetés avec des métaux dissemblables nécessitent une isolation appropriée, telle que des revêtements diélectriques, un zingage ou des rondelles non conductrices. Le soudage évite totalement les problèmes galvaniques car il est généralement limité à l'assemblage d'alliages identiques ou hautement compatibles.
Exigences en matière d'étanchéité et d'aspect
Pour les applications nécessitant des enveloppes étanches à l'eau ou à l'air, telles que les réservoirs de fluides ou les réservoirs de stockage. armoires électriques extérieuresUne soudure complète et continue est obligatoire. Le soudage permet également d'obtenir une esthétique de premier ordre ; le cordon de soudure peut être meulé à ras et poli, et devient complètement invisible après le revêtement par poudre.
Le rivetage ne peut pas fournir un joint hermétique sans l'ajout de produits d'étanchéité liquides secondaires ou de joints. De plus, les têtes des rivets dépasseront toujours, rompant le plan visuel de la surface.
Règles de conception affectant la qualité des joints
La fiabilité d'un assemblage dépend de sa conception. Des soudures ou des placements de rivets mal conçus n'échouent pas seulement sur le terrain, ils provoquent des goulets d'étranglement immédiats dans l'usine. La conception pour la fabrication (DFM) implique de comprendre les limites physiques des outils et des matériaux utilisés.
Espacement des trous de rivets et distance des bords
Placer un rivet trop près du bord d'une pièce de tôle risque d'entraîner une défaillance catastrophique. La force de serrage et la charge opérationnelle peuvent entraîner l'arrachement ou la déformation du métal.
Une règle de fabrication standard consiste à maintenir le centre du trou du rivet à au moins deux fois le diamètre du rivet par rapport au bord. De même, si les rivets sont trop rapprochés les uns des autres, ils enlèvent trop de matériau de base, ce qui affaiblit considérablement la résistance globale de la bride au cisaillement.
Largeur de la bride et accès aux outils
Les ingénieurs conçoivent souvent des angles serrés en CAO, oubliant qu'un opérateur humain a besoin d'un espace physique pour insérer un pistolet à rivets pneumatique.
Si une bride de pliage est trop étroite (généralement moins de 15 mm pour les rivets standard), le nez de la pince à rivets ne peut pas s'appuyer sur la tôle. Il en résulte des rivets coudés, des joints lâches et des surfaces rayées. Vérifiez toujours le rayon de dégagement des outils de rivetage standard et adaptez la largeur de vos brides en conséquence.
Longueur de la soudure et gestion de la chaleur
La spécification d'une soudure continue sur toute la longueur d'un long joint de tôle est rarement nécessaire pour l'intégrité structurelle et entraîne presque toujours un gauchissement important.
Au lieu d'un seul bourrelet continu, les ingénieurs expérimentés spécifient soudage des joints. Par exemple, la spécification d'une soudure de 25 mm tous les 75 mm offre une excellente résistance tout en permettant à la chaleur de se dissiper. Cela réduit considérablement la distorsion thermique dans des matériaux tels que l'acier laminé à froid de 1,5 mm (SPCC).
Décalage de la tolérance après l'assemblage
Le soudage rétrécit intrinsèquement le métal à mesure que le bain de soudure se refroidit et se solidifie. Cette contraction thermique peut faire sortir l'ensemble de l'assemblage de la tolérance, en particulier pour les grands cadres ou les boîtiers précis.
Le rivetage permet de fixer les pièces exactement à l'endroit où les trous sont alignés. Parce que Poinçonné CNC ou découpe laser Les trous pilotes étant incroyablement précis, les ouvriers peuvent utiliser les goupilles Cleco pour verrouiller les grandes pièces de tôle avant de les riveter. Les pièces sont ainsi "autofixantes", ce qui garantit que l'assemblage final correspond aux dimensions de la CAO sans rétrécissement dû à la chaleur.
💡 Conseil de pro : Lors de la conception d'un cadre soudé nécessitant des tolérances serrées pour les composants internes coulissants, nous prévoyons toujours une marge d'usinage de 1 à 2 mm. Nous commençons par souder le cadre, nous laissons la distorsion se résorber, puis nous fraisons les points de montage critiques à la dimension exacte finale.
Coût, délai d'exécution et risque de production
Les responsables des achats se focalisent souvent sur le coût brut d'un rivet par rapport au coût d'un fil de soudure. C'est un piège. La véritable différence financière réside dans les taux de main-d'œuvre, la préparation des surfaces, la complexité des montages et le risque de mise au rebut des pièces.
Compétences de la main-d'œuvre et options d'automatisation
Le soudage manuel nécessite des opérateurs hautement qualifiés et certifiés, ce qui en fait l'un des postes de travail les plus coûteux dans une usine de tôlerie.
Le rivetage est un processus standardisé et hautement reproductible. La pose d'un rivet aveugle pneumatique prend 3 à 5 secondes et peut être effectuée par des opérateurs ayant reçu une formation minimale. En revanche, une soudure TIG de 25 mm sur de l'acier inoxydable peut nécessiter 45 secondes de temps d'arc, plus le réglage et le post-traitement.
Le passage du prototype à la production
Dans la phase de prototypage et de faible volume, le rivetage est roi. Comme les pièces se localisent elles-mêmes grâce aux trous pilotes et aux goupilles Cleco, il n'est pas nécessaire d'avoir recours à des fixations personnalisées. Il est possible de modifier les conceptions rapidement et à moindre coût.
Cependant, lorsque vous passez à la production de masse, la stratégie passe souvent au soudage robotisé par points ou au soudage MIG. Bien qu'il faille alors investir des milliers d'euros dans des gabarits de soudage lourds et personnalisés pour éviter les déformations thermiques, la vitesse entièrement automatisée et la rigidité structurelle permettent en fin de compte de réduire les coûts unitaires à l'échelle.
Coût caché du nettoyage et de la finition des soudures
Une soudure est rarement terminée lorsque le chalumeau est éteint. Si le produit nécessite une finition cosmétique lisse, les opérateurs doivent meuler manuellement la soudure à plat, poncer la zone et nettoyer chimiquement la teinte thermique.
Le meulage et la passivation d'une soudure TIG sur un boîtier en acier inoxydable 304 prennent souvent 2 à 3 minutes par joint, ce qui est bien plus long que la soudure elle-même. Dans un châssis comportant 50 points de connexion, ce travail manuel représente un facteur de coût considérable. Le rivetage ne nécessite aucun traitement ultérieur. Une fois le rivet éclaté, la pièce est prête pour l'étape suivante.
Séquence de traitement de surface
La séquence de fabrication dicte la méthode d'assemblage. Le soudage doit être effectué sur du métal nu ; il n'est pas possible de souder sur un revêtement en poudre ou un placage lourd sans créer des fumées toxiques et des soudures poreuses et fragiles.
Le rivetage peut être effectué après que le métal a été entièrement traité en surface. C'est un avantage majeur lorsque l'on travaille avec des tôles pré-galvanisées ou des panneaux pré-peints, car cela permet de préserver intégralement le revêtement anticorrosion appliqué en usine.
Risque de retouche et tolérance d'assemblage
Les erreurs se produisent sur la chaîne de montage. Si un composant soudé est mal aligné, il faut, pour le corriger, procéder à un découpage destructeur, à un meulage et recommencer, ce qui conduit souvent à la mise au rebut de la pièce.
Les rivets offrent un filet de sécurité à faible risque. Les rivets d'un panneau riveté mal aligné peuvent être percés en quelques secondes. Les pièces sont séparées proprement, repositionnées et rivetées à nouveau sans endommager le métal de base.
Tableau 2 : Ventilation des risques liés aux coûts et à la production
| Facteur de production | Impact du soudage | L'impact de l'action |
| Niveau de compétence de l'opérateur | Élevée (exige des soudeurs certifiés) | Faible (formation facile, outils standardisés) |
| Coût initial de l'appareil | Élevé (nécessite des gabarits de serrage rigides et personnalisés) | Faible (auto-localisation via les Clecos/trous pilotes) |
| Travail de post-traitement | Élevée (meulage, ponçage, nettoyage à l'acide) | Zéro (prêt à être utilisé ou expédié immédiatement) |
| Matériaux pré-enrobés | Ne peut être utilisé (détruit le revêtement, fumées toxiques) | Excellent (maintien de l'intégrité du revêtement en usine) |
| Coût de la reprise | Très élevé (coupe destructive nécessaire) | Très faible (il suffit de percer le rivet) |
| Meilleure adaptation au volume | Production de masse (justifie l'automatisation des montages) | Du prototypage au haut niveau (flexible et évolutif) |
La place de chaque méthode dans les assemblages réels de tôle?
Dans l'usine, c'est l'application qui dicte le processus. Voici comment des ingénieurs de fabrication chevronnés appliquent le soudage et le rivetage à des catégories de produits industriels standard.
Armoires électriques et armoires de commande
Si le boîtier nécessite une étanchéité environnementale stricte, telle qu'une classification IP67 ou NEMA 4X pour les environnements extérieurs ou de lavage, le soudage en continu n'est pas négociable.
Une armoire de commande fabriquée en acier inoxydable 316L de 1,5 mm doit être entièrement soudée au TIG au niveau des joints, rectifiée et passivée. Toute tentative de rivetage d'une armoire classée IP nécessite l'utilisation de produits d'étanchéité secondaires à base de silicone ou de joints épais. Ceux-ci se dégradent sous l'effet de l'exposition aux UV et des cycles thermiques, ce qui entraîne des infiltrations d'eau et des courts-circuits catastrophiques.
Armoires de télécommunication et assemblages pré-enrobés
Les armoires de télécommunication 5G et les unités extérieures de chauffage, de ventilation et de climatisation sont souvent estampillées à partir de tôles pré-galvanisées pour éviter la rouille.
Si vous soudez de l'acier galvanisé, l'arc de 3000°C vaporise instantanément la couche protectrice de zinc, libérant des fumées toxiques et laissant la zone affectée par la chaleur complètement sans protection. A moins que l'ensemble du cadre soudé ne soit soumis à une coûteuse galvanisation à chaud post-fabrication, ce joint soudé rouillera dans les 6 mois dans un environnement côtier. Le rivetage laisse la couche de zinc 100% intacte, ce qui en fait le procédé obligatoire pour les matériaux pré-revêtus.
Supports structurels lourds et volume d'expédition
Lors de la construction de cadres porteurs en acier au carbone Q235 de 3 à 6 mm, le soudage MIG fournit la résistance au cisaillement nécessaire pour supporter des charges statiques massives. Cependant, pour les chaînes d'approvisionnement transfrontalières, un grand cadre 100% entièrement soudé signifie que vous payez pour un envoi par avion vide.
Les équipes d'approvisionnement intelligentes utilisent une stratégie modulaire. Elles soudent au TIG ou au MIG les sous-ensembles critiques et soumis à de fortes contraintes en usine, mais conçoivent le cadre extérieur principal pour un assemblage à l'aide de rivets ou de boulons structurels robustes. Cette approche hybride préserve l'intégrité structurelle de l'acier Q235 tout en réduisant le volume d'expédition par fret maritime de plus de 40%.
Composants emboutis et contraintes résiduelles
Dans l'emboutissage profond, la tôle subit une déformation plastique extrême. Cette déformation laisse des contraintes résiduelles internes massives dans les parois de la pièce emboutie.
Si vous appliquez une chaleur de soudage intense pour fixer un support interne à une coque emboutie, cette contrainte est rapidement libérée. Le boîtier risque de se fissurer, de se déformer ou de sortir complètement de la tolérance dimensionnelle. Pour les zones fortement formées sur les pièces embouties, les procédés de formage à froid tels que le rivetage aveugle restent le choix technique le plus sûr pour fixer des composants secondaires sans compromettre la géométrie primaire.
Quand le soudage et le rivetage fonctionnent mieux ensemble?
L'erreur la plus fréquente commise par les jeunes ingénieurs est de considérer le soudage et le rivetage comme un choix binaire strict. Dans la conception de matériel de classe mondiale, les meilleurs assemblages utilisent une stratégie d'assemblage mixte.
L'approche "exosquelette
Une stratégie classique de DFM pour les machines industrielles est la construction d'un "exosquelette".
Les ingénieurs conçoivent un cadre structurel interne lourd en tubes d'acier soudés de 2 mm afin de garantir une rigidité absolue et d'amortir les vibrations. Cependant, les revêtements cosmétiques extérieurs - souvent en aluminium anodisé léger de 1,2 mm - sont fixés à ce cadre soudé à l'aide de rivets aveugles structurels ou d'inserts filetés. Cela permet d'obtenir un noyau robuste avec des panneaux esthétiques parfaitement plats et sans distorsion.
Coutures soudées avec panneaux de service amovibles
Les joints permanents sont un cauchemar pour la maintenance sur le terrain. Si une pompe à fluide située à l'intérieur d'un réservoir entièrement soudé tombe en panne, les techniciens sur le terrain ne peuvent pas apporter une meuleuse d'angle et un soudeur TIG sur le site du client pour ouvrir et refermer l'enceinte.
Les assemblages intelligents utilisent des soudures continues pour le corps de confinement primaire afin de garantir la résistance aux fuites, mais utilisent des brides rivetées ou boulonnées très résistantes pour les panneaux d'accès. En cas de défaillance d'un composant, un technicien peut percer les rivets en 10 secondes, remplacer la pièce et installer de nouveaux rivets à l'aide d'un outil manuel $50, ce qui élimine pratiquement tout temps d'arrêt de l'usine.
💡 Conseil de pro : Lors de la conception d'une enceinte extérieure à assemblage mixte, il faut se méfier de la corrosion galvanique entre le cadre soudé et les panneaux rivetés. Si vous rivetez des peaux en aluminium à un cadre soudé en acier au carbone, spécifiez toujours des rivets plaqués zinc-nickel ou utilisez des rondelles d'isolation en nylon. Nous avons vu des armoires électriques de $10 000 tomber en panne simplement parce qu'un rivet en acier nu de $0,05 avait réagi avec une porte en aluminium.
Conclusion
Le soudage et le rivetage ne sont pas des méthodes concurrentes. Elles résolvent des problèmes d'assemblage différents dans la fabrication des tôles. Le soudage est souvent préférable pour les cadres solides, les joints étanches et les surfaces extérieures propres. Le rivetage est souvent préférable pour les tôles fines, les matériaux mixtes, les pièces revêtues et les assemblages susceptibles d'être réparés ou remplacés.
Avant de choisir entre le soudage et le rivetage, vérifiez le matériau, l'épaisseur, les exigences de charge, la finition de surface, la tolérance et la quantité de production. Si vous ne savez pas quelle méthode convient le mieux à votre assemblage de tôle, envoyez-nous votre dessin. Notre équipe d'ingénieurs peut examiner la conception du joint et suggérer une méthode de fabrication pratique.