Laser engraving on aluminum is now one of the most effective ways to make durable and accurate marks. It works well for both industrial and consumer products. The method gives a clean, permanent result that’s perfect for labeling, branding, or customizing.
The process uses modern optical technology to focus a laser beam on the aluminum surface. It creates sharp, long-lasting marks that resist heat, wear, and corrosion without fading.
For engineers, the main benefit is traceability and consistency. Each part can have a unique, secure ID that stays readable even in harsh conditions. For designers, it allows high-contrast patterns and fine details without extra coatings or materials.
What Is Laser Engraving on Aluminum?
Laser engraving is a non-contact process that uses a focused laser beam to remove or change a thin surface layer of aluminum. The light heats the metal to over 2400°C, turning it into vapor and forming a precise mark based on the digital pattern.
This process doesn’t add ink or coating. It changes the metal itself, making the mark part of the surface. Because the laser spot can be smaller than 30 microns, it can create fine barcodes, QR codes, text, and logos. Unlike mechanical engraving, no tool touches the surface, so there’s no wear or distortion.
Why Aluminum Is Ideal for Laser Engraving?
Aluminum is widely used in aerospace, electronics, and medical products for good reason. It’s light, strong, and resistant to corrosion. These same traits also make it excellent for laser engraving.
Its uniform structure absorbs energy evenly, giving clean and smooth marks. The natural oxide layer reacts well to the laser, creating a strong contrast between the engraved and base areas.
When aluminum is anodized, the result improves further. The oxide film, usually 10–25 microns thick, absorbs laser energy efficiently and produces sharp black or white marks, depending on the settings. The mark stays crisp with very little heat distortion.
In harsh environments with UV, chemicals, or salt spray, anodized aluminum markings stay readable after 500+ hours of ASTM B117 testing, far outlasting printed or chemically etched labels.
How Laser Engraving Works on Aluminum?
Understanding what happens when laser energy meets aluminum helps engineers control quality and contrast. Here’s how the science behind light and heat translates into permanent marks.
The Laser–Material Interaction
When the laser beam hits aluminum, it transfers energy into the surface. The heat melts and vaporizes small areas, forming tiny grooves or pits. The exposed metal then oxidizes slightly, creating visible contrast.
This effect is controlled by adjusting power, pulse frequency, and duration. Fiber lasers typically use pulses between 10 and 200 nanoseconds, providing enough depth without overheating the part.
Key Process Parameters and Their Roles
| Paramètres | Function | Effect on Results |
| Laser Power (W) | Total energy output | Controls depth, speed, and oxidation color |
| Scan Speed (mm/s) | Beam movement rate | Balances contrast with cycle time |
| Pulse Frequency (kHz) | Number of pulses per second | Higher = smoother marks, lower = deeper cuts |
| Focus Offset (mm) | Beam focal point | Affects marking sharpness |
| Air Assist | Removes debris | Keeps surface clean and optics clear |
These settings work together. Increasing power without changing frequency can melt the oxide layer too much, creating a glossy but low-contrast mark. In factories, engineers store optimized settings in digital libraries to ensure consistency and reduce setup time.
Why Process Control Ensures Product Reliability?
In industries like automotive and electronics, even a small depth variation can cause barcode scanning errors. A difference of only 0.05 mm can affect how sensors read codes.
Stable laser parameters aren’t just for appearance — they ensure compliance with ISO 9001 and IATF 16949 traceability standards. Consistent control leads to reliable automated inspection and production tracking.
Types of Lasers Used for Aluminum Engraving
Different lasers produce different results. Each wavelength interacts with aluminum in its own way, affecting contrast, speed, and surface finish.
Fiber Lasers – Industrial Precision
Fiber lasers emit light at 1064 nm, which aluminum absorbs well. They create deep, high-contrast engravings with minimal surface damage.
With no moving mirrors or gas systems, fiber lasers need almost no maintenance and can last over 100,000 hours. They are ideal for part marking, serial numbers, and product tracking.
Best for: machined parts, aerospace fittings, electronic housings, and automotive nameplates.
CO₂ Lasers – For Coated or Anodized Aluminum
CO₂ lasers operate at 10.6 µm, a wavelength that bare aluminum reflects. But they work very well on anodized or coated surfaces. They remove the top layer instead of the base metal, creating sharp contrast while keeping the surface smooth.
This makes them great for decorative panels, tags, and signage where appearance matters more than depth. They’re also used for composites and laminated materials with aluminum bases.
Conseil : CO₂ lasers are gentle on surfaces and ideal for marking coatings without damaging the metal underneath.
Diode and MOPA Lasers – Fine Control and Color Effects
Compact diode lasers (450–455 nm) are commonly used for anodized or coated aluminum. They aren’t as powerful as fiber lasers but are perfect for small designs, prototypes, and light markings.
MOPA (Master Oscillator Power Amplifier) fiber lasers give precise control over pulse width and frequency. By fine-tuning these settings, they can create color effects like blue, gray, or gold on anodized aluminum — all without paint or dye.
Surface Conditions and Their Effect on Results
Aluminum’s surface texture and coating decide how efficiently the laser performs. Explore how preparation and finish directly shape engraving clarity and consistency.
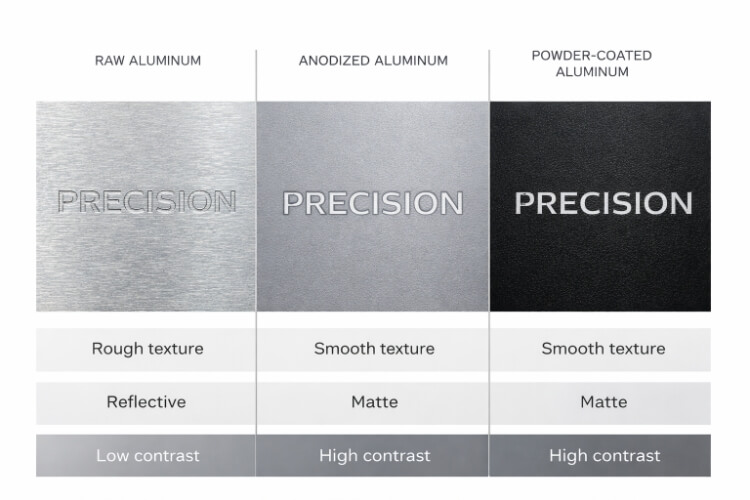
Raw Aluminum
Bare aluminum reflects about 90% of infrared laser light. This limits engraving depth and creates uneven color. Increasing power or slowing scan speed can help, but it may cause melting or residue buildup.
A better method is surface preparation. Light sandblasting or chemical etching reduces reflectivity, allowing even absorption. For thin parts or enclosures, short-pulse fiber lasers (10–50 ns) give enough depth without causing distortion.
Engineering tip: For raw aluminum used in assemblies, shallow engraving (≤0.05 mm) keeps flatness while staying visible under oil or coatings.
Anodized Aluminum
Anodized aluminum gives the most consistent and attractive results. The oxide layer, typically 10–25 microns thick, absorbs laser energy efficiently and allows fine control of contrast.
During engraving, the laser removes or alters part of this oxide layer, producing color variations such as bright white, dark gray, or deep black. Adjusting pulse frequency and energy density changes the tone and sharpness.
Since the oxide layer protects the base metal, corrosion resistance remains intact. Even after long salt spray or UV exposure, the marks stay clear and readable.
Painted and Powder-Coated Aluminum
On painted or powder-coated aluminum, the laser removes the coating rather than the metal. The exposed aluminum below creates a sharp color contrast with the remaining surface.
Because powder coatings are thicker and more heat-resistant, they need slightly higher power or slower scan speeds. The goal is to vaporize just enough coating to expose the metal without burning the edges.
Polished and Reflective Surfaces
Polished aluminum looks elegant but is hard to engrave. Its mirror-like surface reflects much of the laser energy, reducing marking efficiency and possibly damaging the optics.
To handle this, apply a temporary black spray or water-soluble coating before engraving. It absorbs the energy evenly and can be washed off afterward, leaving clear and sharp marks.
Industrial vs. Creative Applications
Laser engraving serves both engineers and artists. This section shows how the same technology powers precise traceability in factories and stunning designs in studios.
Industrial Marking and Traceability
In industry, laser engraving ensures traceability, quality control, and compliance. Each part can carry serial numbers, QR codes, or batch information that resist wear and chemicals.
For example, automotive and aerospace suppliers mark aluminum housings or brackets as part of their quality process. The codes remain readable even after anodizing or coating.
When connected to MES or ERP systems, laser machines can automatically assign serial numbers and store digital records, reducing human error and improving tracking accuracy.
Custom and Decorative Applications
Laser engraving is also popular with designers, artists, and small manufacturers. Its ability to create fine detail and permanent contrast makes it perfect for awards, signage, branding plates, and custom products.
Modern software supports vector shading, grayscale gradients, and texture effects, allowing engravers to design creative surfaces without inks or paints. With anodized or coated aluminum, a wide range of finishes can be achieved — from matte to glossy.
Process Optimization and Parameter Control
Fine-tuning power, speed, and focus transforms good engravings into flawless ones. Here’s how controlled parameters maintain reliability and efficiency across production.
Balancing Power, Speed, and Frequency
Power defines how much energy is applied, while speed controls exposure time. Frequency affects how smooth or textured the surface appears.
- Pour deep marks (industrial use), use high power (60–100 W), low frequency (20–40 kHz), and moderate speed (300–600 mm/s).
- Pour fine text or images, use lower power (30–50 W), higher frequency (60–100 kHz), and faster speed (800–1200 mm/s).
Too much heat causes oxide buildup or discoloration, while too little energy creates faint markings.
Managing Heat and Thermal Diffusion
Aluminum conducts heat very efficiently (~237 W/m·K), so temperature control is critical. If unmanaged, heat can cause deformation or color changes on thin parts.
Using short-pulse lasers or burst modes reduces heat spread. Compressed air or nitrogen cooling also helps keep the surface clean and prevents oxidation.
Precision Focus and Beam Overlap
Accurate focusing maximizes energy density and edge sharpness. Most fiber lasers need focus accuracy within ±0.1 mm. Any shift can cause uneven depth or blurry lines.
Beam overlap determines surface texture. For industrial markings, 70–80% overlap ensures smooth, uniform shading. For decorative work, 60–65% overlap gives a textured look with more visual depth.

Comparing Laser Engraving with Other Marking Methods
Laser engraving has largely replaced mechanical, chemical, and printed marking techniques for aluminum components. The table below summarizes why:
| Méthode | Durabilité | Précision | Maintenance | Environmental Impact | Utilisation courante |
| Gravure au laser | Permanent | ±0,02 mm | Faible | Clean (no chemicals) | Industrial ID, branding |
| Mechanical Engraving | Permanent | ±0.05 mm | Tool wear | Noise, chips | Deep serial tags |
| Chemical Etching | Semi-permanent | ±0.03 mm | Modéré | Waste acids | Decorative finishes |
| Printing / Labeling | Temporary | ±0.05 mm | Haut | Consumables | Short-term labeling |
Laser advantages:
- No consumables → lower operating cost.
- Contact-free → no tool wear or part deformation.
- Digital control → faster changeovers and high customization.
- Eco-friendly → eliminates chemical waste and solvent fumes.
Common Mistakes and Troubleshooting
Even well-calibrated laser systems can produce inconsistent results if setup or environmental details are missed. Catching these issues early helps maintain stable quality and reduce scrap.
Overpowering or Incorrect Focusing
Too much power or poor focus alignment often causes visual defects. When energy density is too high, the surface melts instead of vaporizing, leading to blurred edges, glossy craters, or dark halos.
If contrast drops after long use, inspect the lens for dust or residue. Even a thin layer can scatter light and shift focus by more than 0.1 mm. Clean optics regularly and recalibrate the Z-axis to keep the beam properly focused.
Troubleshooting tip: Before production, perform a quick “power ladder test” in 10–20% increments to find the setting that gives the sharpest and cleanest contrast.
Poor Surface Preparation
Dust, oil, or oxidation on aluminum surfaces can block or diffuse the beam, causing patchy depth and uneven tones. Always wipe with isopropyl alcohol before engraving.
For mirror-polished or highly reflective materials, apply a temporary matte coating or black spray to absorb laser energy evenly. The coating can be rinsed off after marking without affecting the finish.
Why it matters: Poor preparation not only reduces engraving contrast but also shortens the lens lifespan by reflecting heat back into the optics.
Insufficient Cooling or Fume Control
Aluminum’s high thermal conductivity spreads heat rapidly, and trapped fumes can stain the engraved zone. Without proper air assist or extraction, fine oxides redeposit and leave gray shadows.
Maintain a steady airflow of 20–30 L/min across the surface during engraving. For enclosed systems, use filtered extraction with HEPA and activated carbon stages to remove microscopic aluminum dust.
Conseil : If discoloration appears, shorten pulse duration or add dwell pauses between passes to let the surface cool naturally.
Conclusion
Laser engraving on aluminum offers a balance of accuracy, durability, and efficiency. It has evolved into a reliable manufacturing method for traceability, product identity, and long-term performance.
By understanding how material type, surface finish, and laser settings interact, engineers can consistently produce clear and lasting marks that resist heat, wear, and corrosion.
If your aluminum parts need durable identification or premium branding, start with a parameter test. Identify your alloy and surface type, then adjust laser power, frequency, and focus to reach the best contrast.
Want to mark your aluminum parts with lasting accuracy? Our team offers laser engraving services built for both industrial and commercial needs — from durable serial codes to fine surface branding. Send us your drawings or project details today. Our engineers will guide you step by step and recommend the best laser setup for your parts.