
Лазерная гравировка на алюминии сегодня является одним из самых эффективных способов нанесения долговечных и точных меток. Она хорошо подходит как для промышленных, так и для потребительских товаров. Этот метод дает чистый, постоянный результат, который идеально подходит для маркировки, брендинга или персонализации.
В процессе используется современная оптическая технология, позволяющая сфокусировать лазерный луч на алюминиевой поверхности. Он создает четкие, долговечные следы, которые противостоят нагреву, износу и коррозии, не выцветая.
Для инженеров главным преимуществом является прослеживаемость и согласованность. Каждая деталь может иметь уникальный, защищенный идентификатор, который остается читаемым даже в суровых условиях. Для дизайнеров это позволяет создавать высококонтрастные узоры и мелкие детали без дополнительных покрытий и материалов.
Что такое лазерная гравировка на алюминии?
Лазерная гравировка - это бесконтактный процесс, в котором используется сфокусированный лазерный луч для удаления или изменения тонкого поверхностного слоя алюминия. Свет нагревает металл до температуры более 2400 °C, превращая его в пар и формируя точный след на основе цифрового рисунка.
В этом процессе не добавляются чернила или покрытие. Он изменяет сам металл, делая метку частью поверхности. Поскольку размер лазерного пятна может быть меньше 30 микрон, с его помощью можно создавать тонкие штрих-коды, QR-коды, текст и логотипы. В отличие от механической гравировки, ни один инструмент не касается поверхности, поэтому нет износа или искажений.
Почему алюминий идеально подходит для лазерной гравировки?
Алюминий широко используется в аэрокосмической промышленности, электронике и медицинских изделиях, и не зря. Он легкий, прочный и устойчивый к коррозии. Эти же качества делают его отличным материалом для лазерной гравировки.
Его однородная структура равномерно поглощает энергию, обеспечивая чистые и гладкие следы. Слой натурального оксида хорошо реагирует на лазер, создавая сильный контраст между выгравированными и базовыми областями.
Если алюминий анодирован, результат еще больше улучшается. Оксидная пленка толщиной обычно 10-25 микрон эффективно поглощает энергию лазера и создает четкие черные или белые метки, в зависимости от настроек. Клеймо остается четким и практически не искажается при нагреве.
В жестких условиях эксплуатации с ультрафиолетовым излучением, химикатами или солевым туманом маркировка из анодированного алюминия остается читаемой после 500 с лишним часов испытаний по стандарту ASTM B117, значительно превосходя печатные или химически вытравленные этикетки.
Как работает лазерная гравировка на алюминии?
Понимание того, что происходит, когда лазерная энергия встречается с алюминием, помогает инженерам контролировать качество и контрастность. Вот как наука, лежащая в основе света и тепла, приводит к появлению постоянных следов.
Взаимодействие лазера с материалом
Когда лазерный луч попадает на алюминий, он передает энергию поверхности. Тепло расплавляет и испаряет небольшие участки, образуя крошечные канавки или ямки. Затем обнаженный металл слегка окисляется, создавая видимый контраст.
Этот эффект контролируется путем регулировки мощности, частоты и длительности импульсов. В волоконных лазерах обычно используются импульсы длительностью от 10 до 200 наносекунд, что обеспечивает достаточную глубину без перегрева детали.
Ключевые параметры процесса и их роль
| Параметр | Функция | Влияние на результаты |
| Мощность лазера (Вт) | Общий выход энергии | Регулирует глубину, скорость и цвет окисления. |
| Скорость сканирования (мм/с) | Скорость перемещения луча | Баланс между контрастностью и временем цикла |
| Частота импульсов (кГц) | Количество импульсов в секунду | Выше = более ровные следы, ниже = более глубокие разрезы |
| Смещение фокуса (мм) | Фокусная точка луча | Влияет на резкость маркировки |
| Air Assist | Удаляет мусор | Сохраняет поверхность чистой, а оптику - прозрачной |
Эти настройки работают вместе. Увеличение мощности без изменения частоты может слишком сильно расплавить оксидный слой, создав глянцевый, но малоконтрастный след. На заводах инженеры сохраняют оптимизированные настройки в цифровых библиотеках, чтобы обеспечить постоянство и сократить время настройки.
Почему контроль процессов обеспечивает надежность продукции?
В таких отраслях, как автомобилестроение и электроника, даже небольшое отклонение глубины может стать причиной ошибок при сканировании штрихкодов. Разница всего в 0,05 мм может повлиять на то, как датчики считывают коды.
Стабильные параметры лазера не только для внешнего вида - они обеспечивают соответствие стандартам прослеживаемости ISO 9001 и IATF 16949. Последовательный контроль ведет к надежному автоматизированному контролю и отслеживанию производства.
Типы лазеров, используемых для гравировки алюминия
Разные лазеры дают разные результаты. Каждая длина волны по-своему взаимодействует с алюминием, влияя на контрастность, скорость и качество обработки поверхности.
Волоконные лазеры - Промышленная точность
Волоконные лазеры излучают свет с длиной волны 1064 нм, который хорошо поглощает алюминий. Они создают глубокие, высококонтрастные гравировки с минимальным повреждением поверхности.
Благодаря отсутствию движущихся зеркал и газовых систем волоконные лазеры практически не нуждаются в обслуживании и могут проработать более 100 000 часов. Они идеально подходят для маркировки деталей, нанесения серийных номеров и отслеживания продукции.
Лучшее для: обработанных деталей, аэрокосмической арматуры, электронных корпусов и автомобильных шильдиков.
Лазеры CO₂ - для алюминия с покрытием или анодированного алюминия
Лазеры CO₂ работают на длине волны 10,6 мкм, которую отражает голый алюминий. Но они отлично работают на анодированных или покрытых лаком поверхностях. Они удаляют верхний слой, а не основной металл, создавая резкий контраст и сохраняя поверхность гладкой.
Благодаря этому они отлично подходят для декоративных панелей, бирок и вывесок, где внешний вид имеет большее значение, чем глубина. Они также используются для композитных и ламинированных материалов с алюминиевой основой.
Совет: Лазеры CO₂ бережно относятся к поверхностям и идеально подходят для маркировки покрытий, не повреждая металл под ними.
Диодные и MOPA-лазеры - тонкое управление и цветовые эффекты
Компактные диодные лазеры (450-455 нм) обычно используются для анодированного алюминия или алюминия с покрытием. Они не такие мощные, как волоконные лазеры, но идеально подходят для небольших конструкций, прототипов и легкой маркировки.
Волоконные лазеры MOPA (Master Oscillator Power Amplifier) обеспечивают точный контроль над шириной и частотой импульсов. Точная настройка этих параметров позволяет создавать такие цветовые эффекты, как синий, серый или золотой на анодированном алюминии - и все это без краски или красителя.
Состояние поверхности и его влияние на результаты
Текстура и покрытие поверхности алюминия определяют эффективность работы лазера. Узнайте, как подготовка и отделка непосредственно определяют четкость и стабильность гравировки.
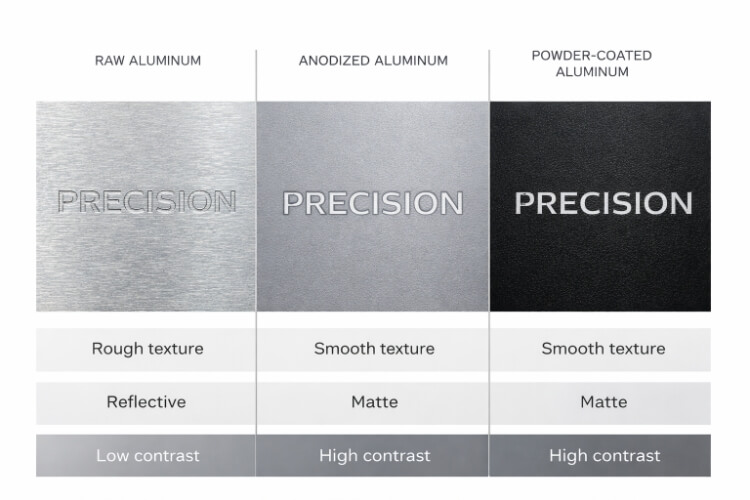
Необработанный алюминий
Голый алюминий отражает около 90% инфракрасного лазерного света. Это ограничивает глубину гравировки и создает неравномерный цвет. Увеличение мощности или снижение скорости сканирования может помочь, но это может привести к плавлению или образованию остатков.
Более эффективным методом является подготовка поверхности. Легкая пескоструйная обработка или химическое травление уменьшают отражательную способность, обеспечивая равномерное поглощение. Для тонких деталей или корпусов короткоимпульсные волоконные лазеры (10-50 нс) обеспечивают достаточную глубину, не вызывая искажений.
Совет инженера: Для необработанного алюминия, используемого в сборках, неглубокая гравировка (≤0,05 мм) сохраняет плоскостность, оставаясь видимой под маслом или покрытиями.
Анодированный алюминий
Анодированный алюминий дает наиболее устойчивые и привлекательные результаты. Оксидный слой толщиной обычно 10-25 микрон эффективно поглощает лазерную энергию и позволяет точно контролировать контрастность.
Во время гравировки лазер удаляет или изменяет часть этого оксидного слоя, создавая такие цветовые вариации, как ярко-белый, темно-серый или глубокий черный. Регулировка частоты импульсов и плотности энергии изменяет тон и резкость.
Поскольку оксидный слой защищает основной металл, коррозионная стойкость остается неизменной. Даже после длительного воздействия соляного тумана или ультрафиолета маркировка остается четкой и читаемой.
Окрашенный и покрытый порошковой краской алюминий
На окрашенных или алюминий с порошковым покрытиемЛазер удаляет покрытие, а не металл. Обнаженный алюминий под покрытием создает резкий цветовой контраст с остальной поверхностью.
Поскольку порошковые покрытия толще и более термостойкие, для них требуется немного большая мощность или более низкая скорость сканирования. Цель состоит в том, чтобы испарить достаточно покрытия, чтобы обнажить металл, не обжигая края.
Полированные и отражающие поверхности
Полированный алюминий выглядит элегантно, но гравировать на нем сложно. Его зеркальная поверхность отражает большую часть лазерной энергии, снижая эффективность маркировки и, возможно, повреждая оптику.
Чтобы справиться с этим, перед гравировкой нанесите временный черный спрей или водорастворимое покрытие. Он равномерно поглощает энергию и может быть смыт, оставляя четкие и ясные следы.
Промышленные и творческие приложения
Лазерная гравировка служит как инженерам, так и художникам. В этом разделе показано, как одна и та же технология обеспечивает точную прослеживаемость на заводах и потрясающий дизайн в студиях.
Промышленная маркировка и прослеживаемость
В промышленности лазерная гравировка обеспечивает прослеживаемость, контроль качества и соответствие требованиям. На каждой детали могут быть нанесены серийные номера, QR-коды или информация о партии, устойчивые к износу и воздействию химических веществ.
Например, поставщики автомобильной и аэрокосмической промышленности маркируют алюминиевые корпуса или кронштейны как часть процесса обеспечения качества. Коды остаются читаемыми даже после анодирования или нанесения покрытия.
При подключении к системам MES или ERP лазерные станки могут автоматически присваивать серийные номера и сохранять цифровые записи, снижая количество человеческих ошибок и повышая точность отслеживания.
Нестандартное и декоративное применение
Лазерная гравировка также популярна среди дизайнеров, художников и мелких производителей. Способность создавать мелкие детали и постоянный контраст делает ее идеальной для изготовления наград, вывесок, брендирования табличек и нестандартных изделий.
Современное программное обеспечение поддерживает векторное затенение, градиенты серого цвета и текстурные эффекты, что позволяет граверам создавать креативные поверхности без использования чернил или красок. При использовании анодированного или окрашенного алюминия можно добиться широкого спектра отделки - от матовой до глянцевой.
Оптимизация процессов и контроль параметров
Точная настройка мощности, скорости и фокуса превращает хорошие гравюры в безупречные. Вот как контролируемые параметры обеспечивают надежность и эффективность производства.
Баланс между мощностью, скоростью и частотой
Мощность определяет количество подаваемой энергии, а скорость - время воздействия. Частота влияет на то, насколько гладкой или текстурированной получится поверхность.
- Для глубокие следы (промышленное использование), используйте высокую мощность (60-100 Вт), низкую частоту (20-40 кГц) и умеренную скорость (300-600 мм/с).
- Для мелкий текст или изображенияИспользуйте меньшую мощность (30-50 Вт), более высокую частоту (60-100 кГц) и большую скорость (800-1200 мм/с).
Слишком сильный нагрев приводит к накоплению окислов или обесцвечиванию, а слишком низкая энергия - к появлению тусклых пятен.
Управление тепловой и тепловой диффузией
Алюминий очень эффективно проводит тепло (~237 Вт/м-К), поэтому контроль температуры очень важен. При отсутствии контроля нагрев может привести к деформации или изменению цвета тонких деталей.
Использование короткоимпульсных лазеров или импульсных режимов уменьшает распространение тепла. Охлаждение сжатым воздухом или азотом также помогает сохранить поверхность чистой и предотвратить окисление.
Точная фокусировка и перекрытие лучей
Точная фокусировка обеспечивает максимальную плотность энергии и резкость краев. Для большинства волоконных лазеров необходима точность фокусировки в пределах ±0,1 мм. Любое смещение может привести к неравномерной глубине или размытым линиям.
Перекрытие лучей определяет текстуру поверхности. Для промышленной разметки перекрытие 70-80% обеспечивает гладкое, равномерное затенение. Для декоративных работ перекрытие 60-65% обеспечивает текстуру с большей визуальной глубиной.

Сравнение лазерной гравировки с другими методами маркировки
Лазерная гравировка в значительной степени заменила механические, химические и печатные методы маркировки алюминиевых деталей. В приведенной ниже таблице кратко описаны причины этого:
| Метод | Долговечность | Точность | Техническое обслуживание | Воздействие на окружающую среду | Общее использование |
| Лазерная гравировка | Постоянно | ±0,02 мм | Низкий | Чистые (без химикатов) | Промышленный паспорт, брендинг |
| Механическая гравировка | Постоянно | ±0,05 мм | Износ инструмента | Шум, чипы | Глубокие серийные метки |
| Химическое травление | Полупостоянный | ±0,03 мм | Умеренный | Отработанные кислоты | Декоративная отделка |
| Печать / маркировка | Временные | ±0,05 мм | Высокий | Расходные материалы | Краткосрочная маркировка |
Преимущества лазера:
- Отсутствие расходных материалов → низкие эксплуатационные расходы.
- Бесконтактная обработка → без износа инструмента и деформации деталей.
- Цифровое управление → ускоренная переналадка и высокая степень персонализации.
- Экологичность → исключает химические отходы и испарения растворителей.
Распространенные ошибки и устранение неполадок
Даже хорошо откалиброванные лазерные системы могут давать несовместимые результаты, если упустить детали настройки или условия эксплуатации. Выявление таких проблем на ранней стадии помогает поддерживать стабильное качество и сократить количество брака.
Чрезмерная или неправильная фокусировка
Слишком высокая мощность или плохое выравнивание фокуса часто становятся причиной визуальных дефектов. При слишком высокой плотности энергии поверхность плавится, а не испаряется, что приводит к размытым краям, блестящим кратерам или темным ореолам.
Если контрастность падает после длительного использования, проверьте объектив на наличие пыли или остатков. Даже тонкий слой может рассеивать свет и смещать фокус более чем на 0,1 мм. Регулярно очищайте оптику и откалибруйте ось Z, чтобы луч был правильно сфокусирован.
Совет по устранению неполадок: Перед началом производства проведите быстрый "тест лестницы мощности" с шагом 10-20%, чтобы найти настройку, обеспечивающую наиболее четкий и чистый контраст.
Плохая подготовка поверхности
Пыль, масло или окисление на алюминиевых поверхностях могут блокировать или рассеивать луч, вызывая неравномерность глубины и оттенков. Перед гравировкой всегда протирайте поверхность изопропиловым спиртом.
Для зеркально отполированных или сильно отражающих материалов нанесите временное матовое покрытие или черный спрей для равномерного поглощения лазерной энергии. Покрытие можно смыть после маркировки без ущерба для отделки.
Почему это важно: Плохая подготовка не только снижает контрастность гравировки, но и сокращает срок службы линз, отражая тепло обратно в оптику.
Недостаточное охлаждение или контроль дыма
Высокая теплопроводность алюминия быстро распространяет тепло, а испарения могут окрасить гравированную зону. Без надлежащей подачи воздуха или вытяжки мелкие окислы повторно осаждаются и оставляют серые тени.
Поддерживайте постоянный поток воздуха 20-30 л/мин на поверхности во время гравировки. В закрытых системах используйте вытяжку с фильтрами HEPA и активированным углем для удаления микроскопической алюминиевой пыли.
Совет: Если появляется обесцвечивание, сократите длительность импульса или добавьте паузы между проходами, чтобы дать поверхности остыть естественным образом.
Заключение
Лазерная гравировка на алюминии - это баланс точности, долговечности и эффективности. Она превратилась в надежный метод производства для отслеживания, идентификации продукции и долгосрочной работы.
Понимая, как взаимодействуют тип материала, качество поверхности и настройки лазера, инженеры могут последовательно создавать четкие и долговечные метки, устойчивые к нагреву, износу и коррозии.
Если ваши алюминиевые детали нуждаются в надежной идентификации или премиальном брендинге, начните с проверки параметров. Определите сплав и тип поверхности, затем настройте мощность, частоту и фокус лазера, чтобы добиться наилучшего контраста.
Хотите маркировать свои алюминиевые детали с долговременной точностью? Наша команда предлагает услуги лазерной гравировки, предназначенные как для промышленных, так и для коммерческих нужд - от долговечных серийных кодов до тонкого брендирования поверхности. Отправьте нам свои чертежи или детали проекта сегодня. Наши инженеры проведут вас шаг за шагом и порекомендуют лучшую лазерную установку для ваших деталей.