
La gravure laser sur aluminium est aujourd'hui l'un des moyens les plus efficaces pour réaliser des marques durables et précises. Elle convient aussi bien aux produits industriels qu'aux produits de consommation. La méthode donne un résultat propre et permanent, parfait pour l'étiquetage, le marquage ou la personnalisation.
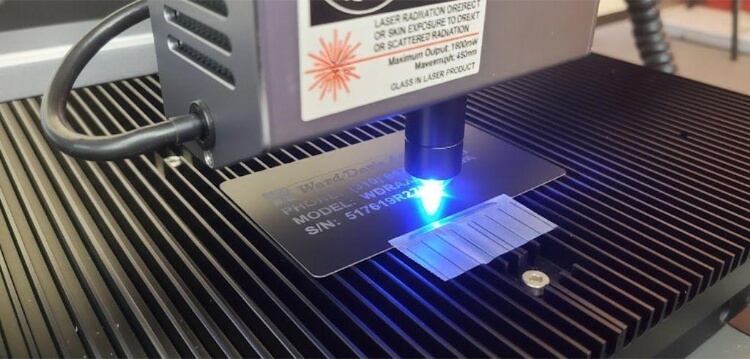
Ce procédé utilise une technologie optique moderne pour concentrer un faisceau laser sur la surface de l'aluminium. Il crée des marques nettes et durables qui résistent à la chaleur, à l'usure et à la corrosion sans s'estomper.
Pour les ingénieurs, le principal avantage est la traçabilité et la cohérence. Chaque pièce peut avoir un numéro d'identification unique et sûr qui reste lisible même dans des conditions difficiles. Pour les concepteurs, cela permet d'obtenir des motifs très contrastés et des détails fins sans revêtements ou matériaux supplémentaires.
Qu'est-ce que la gravure laser sur aluminium ?
La gravure au laser est un procédé sans contact qui utilise un faisceau laser focalisé pour enlever ou modifier une fine couche superficielle d'aluminium. La lumière chauffe le métal à plus de 2400°C, le transformant en vapeur et formant une marque précise basée sur le modèle numérique.
Ce procédé n'ajoute pas d'encre ni de revêtement. Il modifie le métal lui-même, faisant de la marque une partie de la surface. Le point laser pouvant être inférieur à 30 microns, il permet de créer des codes-barres, des codes QR, du texte et des logos très fins. Contrairement à la gravure mécanique, aucun outil ne touche la surface, ce qui évite toute usure ou déformation.
Pourquoi l'aluminium est-il idéal pour la gravure au laser ??
L'aluminium est largement utilisé dans l'aérospatiale, l'électronique et les produits médicaux pour de bonnes raisons. Il est léger, solide et résistant à la corrosion. Ces mêmes caractéristiques en font un excellent matériau pour la gravure au laser.
Sa structure uniforme absorbe l'énergie de manière homogène, ce qui permet d'obtenir des marques nettes et lisses. La couche d'oxyde naturel réagit bien au laser, créant un fort contraste entre la zone gravée et la zone de base.
Lorsque l'aluminium est anodisé, le résultat s'améliore encore. Le film d'oxyde, généralement d'une épaisseur de 10 à 25 microns, absorbe efficacement l'énergie du laser et produit des marques noires ou blanches très nettes, en fonction des réglages. La marque reste nette avec très peu de distorsion due à la chaleur.
Dans les environnements difficiles soumis aux UV, aux produits chimiques ou au brouillard salin, les marquages en aluminium anodisé restent lisibles après plus de 500 heures de test ASTM B117, dépassant de loin les étiquettes imprimées ou gravées chimiquement.
Comment la gravure au laser fonctionne-t-elle sur l'aluminium ??
Comprendre ce qui se passe lorsque l'énergie laser rencontre l'aluminium aide les ingénieurs à contrôler la qualité et le contraste. Voici comment la science de la lumière et de la chaleur se traduit par des marques permanentes.
L'interaction laser-matériau
Lorsque le faisceau laser touche l'aluminium, il transfère de l'énergie à la surface. La chaleur fait fondre et vaporise de petites zones, formant de minuscules rainures ou piqûres. Le métal exposé s'oxyde alors légèrement, créant un contraste visible.
Cet effet est contrôlé en ajustant la puissance, la fréquence des impulsions et la durée. Les lasers à fibre utilisent généralement des impulsions comprises entre 10 et 200 nanosecondes, ce qui permet d'obtenir une profondeur suffisante sans surchauffer la pièce.
Paramètres clés du processus et leur rôle
| Paramètres | Fonction | Effet sur les résultats |
| Puissance du laser (W) | Production totale d'énergie | Contrôle de la profondeur, de la vitesse et de la couleur d'oxydation |
| Vitesse de balayage (mm/s) | Vitesse de déplacement du faisceau | Équilibre entre le contraste et le temps de cycle |
| Fréquence d'impulsion (kHz) | Nombre d'impulsions par seconde | Plus haut = marques plus lisses, plus bas = coupes plus profondes |
| Décalage de la mise au point (mm) | Point focal de la poutre | Affecte la netteté du marquage |
| Air Assist | Élimine les débris | Maintient la surface propre et l'optique claire |
Ces paramètres fonctionnent ensemble. Si l'on augmente la puissance sans modifier la fréquence, la couche d'oxyde risque de trop fondre, ce qui créera une marque brillante mais peu contrastée. Dans les usines, les ingénieurs stockent les paramètres optimisés dans des bibliothèques numériques afin de garantir la cohérence et de réduire le temps de préparation.
Pourquoi le contrôle des processus garantit la fiabilité des produits?
Dans des secteurs tels que l'automobile et l'électronique, la moindre variation de profondeur peut entraîner des erreurs de lecture des codes-barres. Une différence de seulement 0,05 mm peut affecter la façon dont les capteurs lisent les codes.
La stabilité des paramètres laser n'est pas qu'une question d'apparence : elle garantit la conformité aux normes de traçabilité ISO 9001 et IATF 16949. Un contrôle cohérent permet une inspection automatisée et un suivi de la production fiables.
Types de lasers utilisés pour la gravure de l'aluminium
Des lasers différents produisent des résultats différents. Chaque longueur d'onde interagit avec l'aluminium à sa manière, affectant le contraste, la vitesse et la finition de la surface.
Lasers à fibre - Précision industrielle
Les lasers à fibre émettent une lumière à 1064 nm, que l'aluminium absorbe bien. Ils créent des gravures profondes et contrastées avec un minimum de dommages à la surface.
Sans miroirs mobiles ni systèmes de gaz, les lasers à fibre ne nécessitent pratiquement aucune maintenance et peuvent durer plus de 100 000 heures. Ils sont idéaux pour le marquage des pièces, les numéros de série et le suivi des produits.
Meilleur pour : pièces usinées, raccords pour l'aérospatiale, boîtiers électroniques et plaques signalétiques pour l'automobile.
Lasers CO₂ - Pour l'aluminium revêtu ou anodisé
Les lasers CO₂ fonctionnent à 10,6 µm, une longueur d'onde que l'aluminium nu reflète. Mais ils fonctionnent très bien sur les surfaces anodisées ou revêtues. Ils enlèvent la couche supérieure au lieu du métal de base, ce qui crée un contraste saisissant tout en conservant la surface lisse.
Ils sont donc parfaits pour les panneaux décoratifs, les étiquettes et la signalisation où l'apparence compte plus que la profondeur. Ils sont également utilisés pour les composites et les matériaux stratifiés à base d'aluminium.
Conseil : Les lasers CO₂ sont doux pour les surfaces et idéaux pour marquer les revêtements sans endommager le métal sous-jacent.
Lasers à diode et MOPA - Contrôle précis et effets de couleur
Les lasers à diode compacts (450-455 nm) sont couramment utilisés pour l'aluminium anodisé ou revêtu. Ils ne sont pas aussi puissants que les lasers à fibre, mais ils sont parfaits pour les petites conceptions, les prototypes et les marquages légers.
Les lasers à fibre MOPA (Master Oscillator Power Amplifier) permettent un contrôle précis de la largeur et de la fréquence des impulsions. En affinant ces paramètres, ils peuvent créer des effets de couleur comme le bleu, le gris ou l'or sur de l'aluminium anodisé, le tout sans peinture ni teinture.
Conditions de surface et leur effet sur les résultats
La texture et le revêtement de la surface de l'aluminium déterminent l'efficacité du laser. Découvrez comment la préparation et la finition influencent directement la clarté et la cohérence de la gravure.
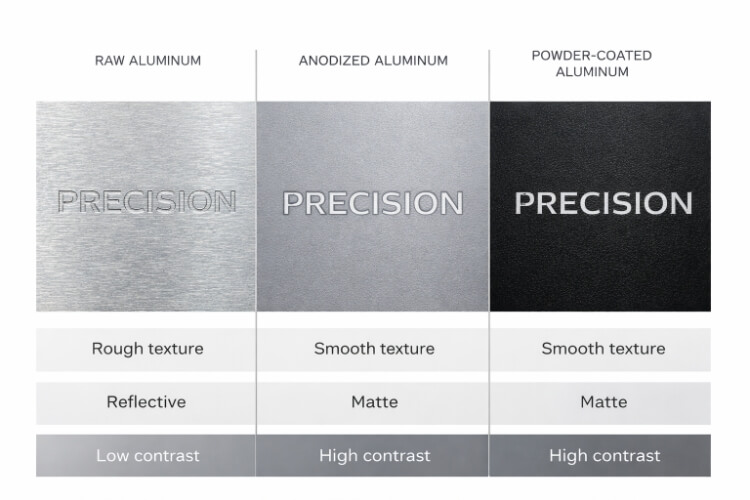
Aluminium brut
L'aluminium nu reflète environ 90% de lumière laser infrarouge. Cela limite la profondeur de la gravure et crée des couleurs inégales. L'augmentation de la puissance ou le ralentissement de la vitesse de balayage peut aider, mais cela peut entraîner une fusion ou une accumulation de résidus.
Une meilleure méthode consiste à préparer la surface. Un léger sablage ou une gravure chimique réduisent la réflectivité et permettent une absorption uniforme. Pour les pièces minces ou les boîtiers, les lasers à fibre à impulsion courte (10-50 ns) donnent suffisamment de profondeur sans causer de distorsion.
Conseil en ingénierie : Pour l'aluminium brut utilisé dans les assemblages, une gravure peu profonde (≤0,05 mm) permet de conserver la planéité tout en restant visible sous l'huile ou les revêtements.
Aluminium anodisé
L'aluminium anodisé donne les résultats les plus cohérents et les plus attrayants. La couche d'oxyde, d'une épaisseur de 10 à 25 microns, absorbe efficacement l'énergie du laser et permet un contrôle précis du contraste.
Lors de la gravure, le laser enlève ou modifie une partie de cette couche d'oxyde, ce qui produit des variations de couleur telles que le blanc brillant, le gris foncé ou le noir profond. Le réglage de la fréquence des impulsions et de la densité d'énergie modifie la tonalité et la netteté.
Comme la couche d'oxyde protège le métal de base, la résistance à la corrosion reste intacte. Même après un long brouillard salin ou une exposition aux UV, les marques restent claires et lisibles.
Aluminium peint et revêtu de poudre
Sur les peintures ou les aluminium peint par poudrageDans ce cas, le laser enlève le revêtement plutôt que le métal. L'aluminium exposé en dessous crée un contraste de couleur très net avec la surface restante.
Les revêtements en poudre étant plus épais et plus résistants à la chaleur, ils nécessitent une puissance légèrement supérieure ou des vitesses de balayage plus lentes. L'objectif est de vaporiser juste assez de revêtement pour exposer le métal sans brûler les bords.
Surfaces polies et réfléchissantes
Aluminium poli est élégant mais difficile à graver. Sa surface en forme de miroir reflète une grande partie de l'énergie du laser, ce qui réduit l'efficacité du marquage et risque d'endommager l'optique.
Pour y remédier, appliquez un spray noir temporaire ou un revêtement soluble dans l'eau avant de procéder à la gravure. Il absorbe l'énergie de manière uniforme et peut être lavé par la suite, laissant des marques claires et nettes.
Applications industrielles et créatives
La gravure laser sert à la fois aux ingénieurs et aux artistes. Cette section montre comment la même technologie permet une traçabilité précise dans les usines et des conceptions étonnantes dans les studios.
Marquage industriel et traçabilité
Dans l'industrie, la gravure laser assure la traçabilité, le contrôle de la qualité et la conformité. Chaque pièce peut porter des numéros de série, des codes QR ou des informations sur les lots qui résistent à l'usure et aux produits chimiques.
Par exemple, les fournisseurs des secteurs de l'automobile et de l'aérospatiale marquent des boîtiers ou des parenthèses dans le cadre de leur processus de qualité. Les codes restent lisibles même après anodisation ou revêtement.
Lorsqu'elles sont connectées à des systèmes MES ou ERP, les machines laser peuvent automatiquement attribuer des numéros de série et stocker des enregistrements numériques, ce qui réduit les erreurs humaines et améliore la précision du suivi.
Applications personnalisées et décoratives
La gravure au laser est également appréciée des designers, des artistes et des petits fabricants. Sa capacité à créer des détails fins et un contraste permanent en fait un outil idéal pour les récompenses, la signalisation, les plaques de marquage et les produits personnalisés.
Les logiciels modernes prennent en charge l'ombrage vectoriel, les dégradés en niveaux de gris et les effets de texture, ce qui permet aux graveurs de concevoir des surfaces créatives sans encre ni peinture. L'aluminium anodisé ou revêtu permet d'obtenir une large gamme de finitions, allant du mat au brillant.
Optimisation des processus et contrôle des paramètres
Le réglage précis de la puissance, de la vitesse et de la mise au point permet de transformer de bonnes gravures en gravures parfaites. Voici comment des paramètres contrôlés maintiennent la fiabilité et l'efficacité de la production.
Équilibrer la puissance, la vitesse et la fréquence
La puissance définit la quantité d'énergie appliquée, tandis que la vitesse contrôle le temps d'exposition. La fréquence influe sur l'aspect lisse ou texturé de la surface.
- Pour marques profondes (utilisation industrielle), utiliser une puissance élevée (60-100 W), une basse fréquence (20-40 kHz) et une vitesse modérée (300-600 mm/s).
- Pour texte fin ou imagesDans le cas contraire, il faut utiliser une puissance plus faible (30-50 W), une fréquence plus élevée (60-100 kHz) et une vitesse plus rapide (800-1200 mm/s).
Une chaleur trop élevée provoque une accumulation d'oxyde ou une décoloration, tandis qu'une énergie insuffisante crée des marques légères.
Gestion de la chaleur et de la diffusion thermique
L'aluminium conduit très efficacement la chaleur (~237 W/m-K), c'est pourquoi le contrôle de la température est essentiel. Si elle n'est pas gérée, la chaleur peut entraîner des déformations ou des changements de couleur sur les pièces minces.
L'utilisation de lasers à impulsions courtes ou de modes d'éclatement réduit la propagation de la chaleur. Le refroidissement à l'air comprimé ou à l'azote permet également de maintenir la surface propre et de prévenir l'oxydation.
Précision de la mise au point et du chevauchement des faisceaux
Une focalisation précise maximise la densité d'énergie et la netteté des bords. La plupart des lasers à fibre nécessitent une précision de mise au point de ±0,1 mm. Tout décalage peut entraîner une profondeur inégale ou des lignes floues.
Le chevauchement des faisceaux détermine la texture de la surface. Pour les marquages industriels, le chevauchement 70-80% assure un ombrage lisse et uniforme. Pour les travaux décoratifs, le chevauchement 60-65% donne un aspect texturé avec plus de profondeur visuelle.

Comparaison de la gravure laser avec d'autres méthodes de marquage
La gravure laser a largement remplacé les techniques de marquage mécanique, chimique et imprimé pour les composants en aluminium. Le tableau ci-dessous en résume les raisons :
| Méthode | Durabilité | Précision | Maintenance | Impact sur l'environnement | Utilisation courante |
| Gravure au laser | Permanent | ±0,02 mm | Faible | Propre (sans produits chimiques) | Identification industrielle, marquage |
| Gravure mécanique | Permanent | ±0,05 mm | Usure des outils | Bruit, copeaux | Étiquettes de série profondes |
| Gravure chimique | Semi-permanent | ±0,03 mm | Modéré | Déchets acides | Finitions décoratives |
| Impression / étiquetage | Temporaire | ±0,05 mm | Haut | Consommables | Étiquetage à court terme |
Avantages du laser :
- Pas de consommables → coûts d'exploitation réduits.
- Sans contact → pas d'usure de l'outil ni de déformation de la pièce.
- Contrôle numérique → changements plus rapides et forte personnalisation.
- Respectueux de l'environnement → élimine les déchets chimiques et les vapeurs de solvants.
Erreurs courantes et dépannage
Même les systèmes laser bien calibrés peuvent produire des résultats incohérents si des détails de configuration ou d'environnement ne sont pas pris en compte. La détection précoce de ces problèmes permet de maintenir une qualité stable et de réduire les rebuts.
Mise au point excessive ou incorrecte
Une puissance trop élevée ou un mauvais alignement de la mise au point sont souvent à l'origine de défauts visuels. Lorsque la densité d'énergie est trop élevée, la surface fond au lieu de se vaporiser, ce qui entraîne des bords flous, des cratères brillants ou des halos sombres.
Si le contraste diminue après une utilisation prolongée, vérifiez que l'objectif ne contient pas de poussière ou de résidus. Même une fine couche peut disperser la lumière et modifier la mise au point de plus de 0,1 mm. Nettoyez régulièrement les optiques et recalibrez l'axe Z pour que le faisceau reste correctement focalisé.
Conseil de dépannage : Avant la production, effectuez un rapide "test d'échelle de puissance" par incréments de 10-20% pour trouver le réglage qui donne le contraste le plus net et le plus clair.
Mauvaise préparation de la surface
La poussière, l'huile ou l'oxydation sur les surfaces en aluminium peuvent bloquer ou diffuser le faisceau, entraînant une profondeur inégale et des tons irréguliers. Essuyez toujours avec de l'alcool isopropylique avant de graver.
Pour les matériaux polis comme des miroirs ou très réfléchissants, appliquez un revêtement mat temporaire ou un spray noir pour absorber l'énergie du laser de manière uniforme. Le revêtement peut être rincé après le marquage sans affecter la finition.
Pourquoi c'est important : Une mauvaise préparation réduit non seulement le contraste de la gravure, mais aussi la durée de vie de l'objectif en renvoyant la chaleur dans l'optique.
Refroidissement ou contrôle des fumées insuffisants
La conductivité thermique élevée de l'aluminium propage rapidement la chaleur, et les fumées piégées peuvent tacher la zone gravée. Sans une assistance ou une extraction d'air appropriée, les oxydes fins se redéposent et laissent des ombres grises.
Maintenir un débit d'air constant de 20 à 30 L/min sur la surface pendant la gravure. Pour les systèmes fermés, utiliser une extraction filtrée avec des étages HEPA et du charbon actif pour éliminer les poussières microscopiques d'aluminium.
Conseil : Si une décoloration apparaît, raccourcir la durée de l'impulsion ou ajouter des pauses entre les passages pour laisser la surface refroidir naturellement.
Conclusion
La gravure laser sur aluminium offre un équilibre entre précision, durabilité et efficacité. Elle est devenue une méthode de fabrication fiable pour la traçabilité, l'identité du produit et la performance à long terme.
En comprenant l'interaction entre le type de matériau, la finition de la surface et les réglages du laser, les ingénieurs peuvent produire des marques claires et durables qui résistent à la chaleur, à l'usure et à la corrosion.
Si vos pièces en aluminium ont besoin d'une identification durable ou d'un marquage de qualité, commencez par un test de paramètres. Identifiez votre alliage et votre type de surface, puis réglez la puissance, la fréquence et la mise au point du laser pour obtenir le meilleur contraste.
Vous souhaitez marquer vos pièces en aluminium avec une précision durable ? Notre équipe propose des services de gravure au laser adaptés aux besoins industriels et commerciaux, qu'il s'agisse de codes de série durables ou de marquage de surfaces fines. Envoyez-nous vos dessins ou les détails de votre projet dès aujourd'hui. Nos ingénieurs vous guideront pas à pas et vous recommanderont la meilleure configuration laser pour vos pièces.