
Le formage par presse plieuse est l'une des méthodes les plus courantes pour transformer une feuille plane en pièces utilisables. Elle est largement utilisée pour les supports, les panneaux, les couvercles, les plateaux et les boîtiers, car elle permet de créer des courbes reproductibles sans les coûts d'outillage de l'estampage.
Le processus semble simple, mais les résultats stables ne sont pas automatiques. Une pièce peut se plier une fois et rester une mauvaise pièce de production. Des brides courtes, des rayons étroits, des caractéristiques proches, des variations de matériaux et le retour élastique peuvent tous rendre un dessin simple difficile à réaliser.
C'est pourquoi la vraie question n'est pas seulement de savoir si une pièce peut être pliée. La vraie question est de savoir si elle peut être pliée proprement, maintenue de manière cohérente et répétée tout au long de la production sans correction constante. Les bons résultats des presses plieuses commencent généralement dès la conception, bien avant le premier pliage.

Qu'est-ce que le formage par presse plieuse ?
Le formage par presse plieuse est un processus qui consiste à plier la tôle entre un poinçon et une matrice. Le poinçon descend, la tôle est pressée dans l'ouverture de la matrice et le métal prend un nouvel angle ou un nouveau profil.
La courbure persiste parce que le matériau est poussé au-delà de sa limite d'élasticité. Une fois la charge retirée, la pièce revient légèrement en arrière, mais ne revient pas à son état plat. Ce retour élastique est normal. C'est aussi l'une des raisons pour lesquelles un pli qui semble correct pendant la frappe peut encore se décaler après le déchargement.
En production, ce procédé est utilisé pour les ébauches plates qui deviennent des pièces formées avec des courbes droites. Parmi les exemples courants, on peut citer supports de montage, pièces de l'armoireCes pièces sont souvent de forme simple, mais le cintrage permet de contrôler l'ajustement, l'apparence et l'assemblage en aval. Ces pièces sont souvent de forme simple, mais le pliage permet de contrôler l'ajustement, l'apparence et l'assemblage en aval.
Comment fonctionne le formage par presse plieuse?
Tous les pliages ne sont pas réalisés de la même manière sur une presse plieuse. La méthode de pliage a une incidence sur le contrôle de l'angle, le retour élastique et la stabilité du travail en production.
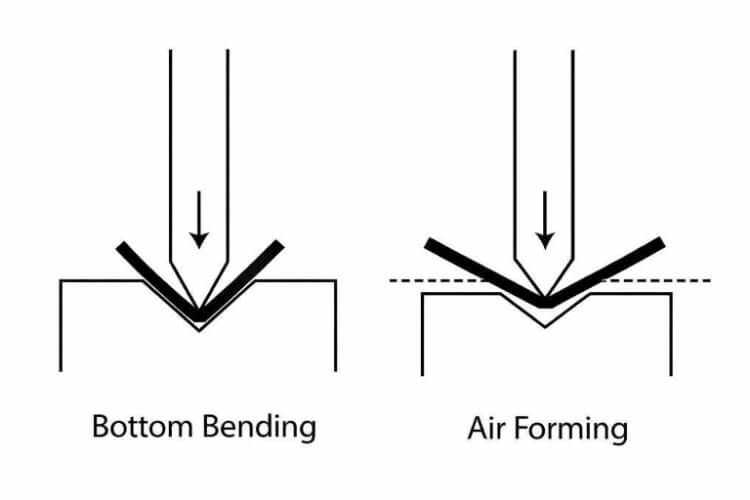
Cintrage de l'air
Le pliage à l'air est la méthode la plus courante dans le travail sur presse plieuse. Le poinçon pousse la feuille dans l'ouverture de la matrice, mais le matériau ne s'y enfonce pas complètement.
Cette méthode est largement utilisée car elle offre une bonne flexibilité. Le même outillage peut souvent produire différents angles de pliage en modifiant la profondeur du poinçon. Le cintrage pneumatique est donc un choix pratique pour les pièces sur mesure, les prototypes et les travaux avec des angles de cintrage variés.
Le compromis est la sensibilité du contrôle. Comme le pli n'est pas entièrement forcé dans la matrice, l'angle final est davantage influencé par les variations d'épaisseur, la résistance du matériau et le retour élastique. Une configuration peut fonctionner correctement sur un lot et nécessiter une correction sur le lot suivant si le matériau change suffisamment pour modifier l'angle.
Le fond de l'eau
Le pliage par le bas pousse la tôle plus profondément dans la matrice, ce qui permet au matériau d'entrer plus complètement en contact avec l'outillage. Par rapport au pliage à l'air, la matrice a un contrôle plus direct sur l'angle final.
Ce contact supplémentaire peut améliorer la stabilité de l'angle, en particulier sur les pièces qui nécessitent un contrôle plus serré de la courbure. Mais il rend également l'installation moins tolérante. L'angle de l'outil, la sélection de la matrice et la réponse du matériau doivent correspondre plus étroitement, et la force requise est généralement plus élevée que dans le cas du cintrage à l'air.
En production réelle, le fond peut améliorer la répétabilité, mais il ne permet pas de remédier à une géométrie de pliage déficiente. Si la bride est trop courte ou si l'espacement des caractéristiques est trop serré, la pièce peut encore être difficile à faire fonctionner correctement.
Monnaie
Le monnayage utilise une pression beaucoup plus élevée que le cintrage à l'air ou le cintrage par le bas. Le poinçon presse fortement le matériau dans la zone de la matrice, ce qui réduit considérablement le retour élastique et permet d'obtenir une forme de pliage plus définie.
Cette méthode permet d'améliorer la précision de l'angle, mais le prix à payer est une force plus élevée, une charge d'outillage plus importante et une flexibilité moindre du processus. Pour de nombreuses pièces de tôlerie générale, ce compromis n'en vaut pas la peine.
C'est la raison pour laquelle le monnayage est moins courant dans la fabrication normale sur mesure. Il n'est généralement choisi que lorsque l'exigence de pliage est suffisamment stricte pour justifier la force supplémentaire et le resserrement de la fenêtre de traitement.
Règles de conception pour un meilleur cintrage
De nombreux problèmes de pliage commencent au niveau du dessin, et non de la machine. Quelques décisions de conception suffisent souvent à déterminer si la pièce fonctionne bien ou si elle devient difficile à contrôler.
Longueur minimale de la bride
La longueur de la bride a une incidence directe sur la stabilité du pliage. Si la bride est trop courte, la pièce devient plus difficile à soutenir pendant le formage et le contrôle de l'angle tend à se détériorer.
Il s'agit de l'un des problèmes de conception les plus courants dans le domaine des presses plieuses. Une bride peut toujours être pliable, mais cela ne signifie pas qu'elle est facile à plier. Les bords courts sont plus susceptibles de se déplacer, de se déformer ou de se détacher du frein, ce qui entraîne une mauvaise répétabilité.
Comme point de départ pratique, la longueur minimale de la bride dépend généralement de l'ouverture de la matrice, de l'épaisseur du matériau et du rayon de courbure. Si la bride est trop petite pour l'outillage sélectionné, l'atelier peut avoir besoin d'outils spéciaux ou d'une approche de pliage différente. Cela ajoute à la difficulté d'installation sans résoudre la véritable faiblesse de la conception.
Distance entre le trou et le coude
Les éléments placés trop près de la ligne de pliage posent souvent des problèmes. Un trou, une fente ou une découpe situés à proximité peuvent s'étirer, se déformer ou se déplacer lorsque le matériau environnant commence à se former.
Cela est dû au fait que la zone de pliage ne se déplace pas seule. La matière autour du pli change également de forme et d'état de contrainte au cours du formage. Si la caractéristique est trop proche, cette zone cesse de se comporter comme un stock plat stable et commence à se comporter comme une partie du pli.
Dans de nombreux travaux de routine, on utilise environ 2 à 3 fois l'épaisseur du matériau pour vérifier grossièrement la distance entre le trou et le coude. L'exigence réelle dépend toujours de la taille de la pièce, du rayon de courbure, du matériau et des exigences de tolérance. Une pièce peut encore se former avec un jeu moindre, mais la qualité de la pièce devient généralement moins fiable.
Rayon de courbure intérieur
Le rayon de courbure intérieur affecte à la fois la qualité de la courbure et le risque de fissure. Si le rayon est trop petit pour le matériau, la surface extérieure subit une déformation plus importante pendant le formage, ce qui augmente le risque de fissuration ou de dommages superficiels.
Cela est d'autant plus important pour l'acier inoxydable, les températures d'aluminium plus dures et les tôles plus épaisses. Un petit rayon peut sembler propre sur le dessin, mais il laisse généralement moins de marge de formage au sol.
Dans de nombreuses conceptions générales, un rayon intérieur approximativement égal à l'épaisseur du matériau est un point de départ pratique. La meilleure valeur dépend encore du matériau et de la trempe. Un rayon plus grand améliore généralement la formabilité, mais il modifie également le développement du modèle plat et l'ajustement final. C'est pourquoi le rayon de courbure doit être traité comme une véritable décision de processus, et non comme un simple détail de dessin.
Soulagement de la courbure
L'allègement du pliage permet de réduire la concentration de contraintes près des bords et des coins pendant le pliage. S'il n'y a pas suffisamment de relief, le matériau près de l'extrémité du pli peut se déchirer, se bomber ou se déformer au fur et à mesure que le pli se forme.
Ce phénomène apparaît souvent lorsqu'un pli s'arrête près d'un bord, d'un coin ou d'un autre élément formé. Le motif plat peut sembler simple, mais l'état du bord devient instable dès que la feuille commence à bouger.
Un petit relief de pliage peut rendre le pliage plus net et plus reproductible. Il s'agit d'une caractéristique de conception simple, mais elle permet souvent d'éviter des dommages sur les bords qui sont beaucoup plus difficiles à réparer une fois que la pièce est déjà formée.
Direction du grain
Le sens du grain peut modifier la sécurité de pliage d'une pièce. Lorsque la ligne de pliage est transversale au grain, le matériau se fissure généralement moins. Lorsque le pli est orienté dans le sens du grain, le risque de fissure augmente plus rapidement, en particulier pour les matériaux plus durs ou les rayons de courbure plus étroits.
Cet aspect n'est pas toujours aussi critique, mais il devient plus important lorsque la conception présente déjà une faible marge de formage. L'aluminium et l'acier inoxydable sont généralement plus faciles à observer.
C'est pourquoi la direction du grain ne doit pas être considérée comme un détail mineur pour les courbes plus serrées. Un pli peut sembler acceptable en CAO, mais devenir risqué en production si le sens du matériau est contraire au pli.

Problèmes courants de formage à la presse plieuse
Les pièces des presses plieuses présentent souvent des défaillances prévisibles lorsque les conditions de pliage sont trop agressives ou instables. La clé est de comprendre quel est le problème, pourquoi il se produit et où le corriger.
Dos d'âne
Le retour élastique est la perte d'angle qui apparaît après la remontée du poinçon. Après le retrait du poinçon, le matériau tente de retrouver une partie de sa forme initiale, de sorte que le pli s'ouvre légèrement.
Cela est dû au fait qu'une partie de la déformation du matériau est élastique. Les matériaux plus résistants sont généralement plus élastiques. Les températures de l'acier inoxydable et de l'aluminium plus dur le montrent souvent plus clairement, et le cintrage à l'air est généralement plus sensible car l'angle final dépend davantage de la réponse du matériau.
La bonne solution réside généralement dans le contrôle du processus, et non dans l'application d'une force supplémentaire. Une meilleure compensation du pliage, un contrôle plus strict de la profondeur du poinçon, une méthode de pliage différente ou un matériau présentant moins de retour élastique sont généralement plus efficaces qu'une simple pression plus forte. Si le retour élastique est déjà élevé, il est généralement préférable d'élargir la marge du processus dès le début plutôt que de continuer à corriger les pièces une fois qu'elles sont formées.
Marques de pliage
Les marques de pliage sont des lignes ou des dommages de surface laissés par le contact de l'outillage pendant le pliage. Sur les pièces non esthétiques, un léger marquage peut être acceptable. Sur les couvercles visibles, les portes ou les panneaux finis, la même marque peut transformer une pièce utilisable en pièce de réemploi.
La cause est généralement simple. La tôle est pressée dans l'outillage sous l'effet d'une charge et le contact laisse une marque. Les petites ouvertures des matrices, l'usure de l'outillage, la pression de contact élevée et la mauvaise orientation de la pièce aggravent généralement le problème. L'acier inoxydable, l'aluminium et les surfaces peintes sont plus faciles à voir.
La meilleure solution consiste à contrôler le contact avant que la pièce n'entre en production. Un outillage plus propre, une ouverture de matrice plus appropriée, une meilleure orientation de la pièce et une protection de la surface sont généralement plus utiles que d'essayer de nettoyer le résultat après coup. Lorsque l'apparence est importante, le contrôle cosmétique doit être traité comme faisant partie de la configuration du pliage.
Craquage
La fissuration se produit lorsque la surface extérieure du pli est étirée au-delà de la limite du matériau. Il peut s'agir d'une fine fissure superficielle ou d'une fissure suffisamment ouverte pour que la pièce soit immédiatement rejetée.
La cause habituelle est une condition de pliage trop sévère pour le matériau. Un petit rayon intérieur, une trempe dure ou un pliage dans le sens du grain peuvent tous réduire la marge de pliage. Ce phénomène se manifeste généralement plus rapidement dans l'acier inoxydable, les tôles plus épaisses et les tempéraments d'aluminium plus durs.
La solution normale consiste à réduire la contrainte au niveau du pliage. Un rayon intérieur plus grand, une trempe plus douce, une meilleure direction du grain ou une condition de pliage moins agressive sont généralement plus utiles qu'un tonnage supplémentaire. Lorsque des fissures apparaissent, la première question à se poser est de savoir si le pliage est trop serré pour le matériau sélectionné.
Torsion
La torsion se produit lorsque la pièce ne reste pas stable tout au long de la course. Un côté se soulève, tourne ou se déplace différemment, et la courbure se déforme au lieu de rester équilibrée.
Ce phénomène est généralement dû à une géométrie instable lors du formage. Les pièces étroites, les formes asymétriques et les pièces dont le support est inégal autour de la ligne de pliage sont plus susceptibles de se tordre. Une séquence de pliage peut également aggraver le problème lorsque les premiers pliages réduisent la stabilité des suivants.
La solution consiste généralement à améliorer le contrôle, et non à augmenter la force. Un meilleur support, un meilleur ordre de pliage et une meilleure manipulation résolvent généralement plus de problèmes qu'une plus grande force. Si la torsion persiste, la pièce peut nécessiter une modification de la géométrie afin que le pliage puisse être effectué dans des conditions plus stables.
Angles de courbure incohérents
Des angles de pliage incohérents se produisent lorsque la configuration ne donne pas le même résultat sur l'ensemble de la série. La première partie peut être correcte, mais les dernières dérivent suffisamment pour créer des problèmes d'ajustement ou d'assemblage.
Ce phénomène est généralement dû à une variation du processus plutôt qu'à une cause unique. Les changements d'épaisseur du matériau, les variations de rendement, les mouvements de réglage, l'usure de l'outillage et le positionnement de la pièce peuvent tous modifier l'angle final. Les longs coudes rendent généralement le problème plus visible.
La solution consiste à contrôler la série, et pas seulement l'échantillon. Un matériau stable, une configuration reproductible, un bon état de l'outillage et des contrôles d'angle clairs sont plus importants que l'obtention d'une pièce correcte au départ. Un premier article peut être accepté et le travail peut encore dériver plus tard si le processus lui-même n'est pas stable.
Quand le formage par presse plieuse est le bon choix?
Le formage par presse plieuse est utile, mais il ne convient pas à toutes les pièces. Le bon choix dépend de la géométrie, du volume et des besoins réels.
Mieux que la soudure pour certaines pièces pliées
Le formage à la presse est souvent le meilleur choix lorsqu'une pièce brute pliée peut remplacer plusieurs pièces soudées. Moins de pièces signifie généralement moins de joints, moins de temps de soudage et moins de post-traitement.
Cela améliore plus que le coût. Moins soudage Cela signifie généralement moins de déformation due à la chaleur, moins de variables d'alignement et moins de risques de problèmes d'ajustement ultérieurs. Pour les supports, les plateaux, les couvercles et de nombreuses pièces de boîtiers, il est souvent plus facile de contrôler le pliage d'une seule pièce que de construire la même forme à partir de plusieurs sections plus petites.
Mieux que l'usinage pour de nombreuses formes simples
Le formage par presse plieuse se justifie également lorsque la forme de la pièce est principalement déterminée par des courbes plutôt que par un enlèvement important de matière. Si une pièce part d'une feuille et nécessite principalement des brides, des parois pliées ou des sections formées, l'usinage de la même forme à partir d'un stock solide est généralement la solution la moins efficace.
L'usinage crée la forme en enlevant de la matière. Le pliage crée la forme en déplaçant la matière. Pour de nombreux panneaux, couvercles, supports et pièces de soutien, cela signifie généralement moins de déchets et un processus plus simple.
Quand l'estampillage peut être une meilleure option?
Le formage par presse plieuse est flexible, mais ce n'est pas toujours la meilleure solution. L'emboutissage peut être le meilleur choix lorsque la conception de la pièce est stable, que les caractéristiques de pliage se répètent en grande quantité et qu'un outillage dédié peut être justifié.
Dans ce cas, l'emboutissage peut réduire le temps de cycle et améliorer le rendement. Les coûts d'outillage initiaux sont beaucoup plus élevés, mais le coût par pièce peut diminuer rapidement une fois que la série est suffisamment importante et stable.
Dans quels cas le formulaire roulant est-il une meilleure option ?
Le profilage peut être mieux adapté lorsque la pièce est longue et conserve la même section transversale d'un bout à l'autre. Ce type de géométrie est différent des lignes de pliage discrètes normalement réalisées sur une presse plieuse.
Le formage à la presse fonctionne mieux lorsque la pièce présente des courbes définies, réalisées une étape à la fois. Le formage par laminage donne de meilleurs résultats lorsque le profilé reste continu sur toute la longueur.
Comment améliorer les résultats de cintrage?
Une meilleure qualité de pliage résulte généralement de décisions prises plus tôt, et non de corrections ultérieures. De petits changements dans la conception, l'outillage et l'installation font souvent la plus grande différence.
Conception tenant compte des limites de flexion
L'amélioration du cintrage commence généralement au niveau du dessin, et non de la machine. Une pièce peut sembler acceptable en CAO mais être difficile à produire si la bride est trop courte, le rayon intérieur trop petit ou les caractéristiques trop proches de la ligne de pliage.
La solution la plus efficace consiste à intégrer une plus grande marge de pliage dans la conception avant le début de la production. Un rayon légèrement plus grand, un jeu plus important à proximité du coude ou une meilleure direction du coude améliorent souvent la stabilité sans modifier la fonction de la pièce. Il s'agit de petites modifications de l'impression, mais elles réduisent généralement plus de risques qu'une correction tardive de la configuration.
Adapter l'outillage à la pièce
L'outillage doit correspondre à l'exigence de pliage, et pas seulement à la configuration déjà présente sur la machine. La forme du poinçon, l'ouverture de la matrice et la méthode de pliage ont toutes une incidence sur le contrôle de l'angle, l'état de surface et la stabilité du processus.
La bonne approche consiste à choisir l'outillage en fonction du matériau, du rayon cible, de la longueur de pliage et des exigences de surface. Une ouverture de matrice trop petite peut augmenter la force et le marquage sans améliorer le résultat réel. Une ouverture de matrice trop grande peut réduire le contrôle sur des pièces plus fines ou des caractéristiques étroites. Dans de nombreux travaux de routine, la largeur de la matrice est souvent sélectionnée à environ 6 à 10 fois l'épaisseur du matériau, mais le choix final doit toujours s'adapter à la pièce.
Examiner les courbes critiques avant la production
Toutes les courbes n'ont pas la même importance. Certains coudes sont faciles à réaliser et à maintenir. D'autres permettent de contrôler l'ajustement de l'assemblage, l'aspect visible ou la position des opérations ultérieures.
La solution consiste à identifier ces courbes critiques avant l'exécution du travail. Si un pliage influence l'ajustement ou l'apparence de la pièce, il doit être vérifié en tant que point clé du processus, et non traité comme le reste de la géométrie. Cela permet généralement d'éviter la situation courante dans laquelle les pièces passent le pliage de base mais posent des problèmes lors de l'assemblage ou de la finition.
Utiliser des prototypes pour réduire les risques
Les pliages prototypes sont utiles parce qu'ils montrent les points faibles du dessin. Les problèmes de retour élastique, de marquage, de distorsion locale et d'ordre de pliage n'apparaissent souvent qu'après la mise en forme de la pièce.
La meilleure utilisation d'un prototype ne consiste pas seulement à prouver que la pièce peut être pliée une fois. Il s'agit de confirmer que la pièce peut être pliée de manière stable. L'équipe a ainsi la possibilité d'ajuster le rayon, le jeu, l'outillage ou l'ordre de pliage avant que le travail ne passe en production répétée. Dans la plupart des cas, une petite correction au stade du prototype est beaucoup moins coûteuse que des corrections répétées au cours de la production.
Conclusion
Le formage par presse plieuse reste l'un des moyens les plus pratiques de transformer une feuille plane en pièces reproductibles. Il convient parfaitement pour les supports, les panneaux, les couvercles, les plateaux et les boîtiers, car il offre une bonne flexibilité de formage sans les coûts d'outillage de l'emboutissage.
Vous prévoyez de fabriquer une pièce en tôle qui nécessite un formage à la presse-plieuse ? Nous soutenons les projets depuis le prototype jusqu'à la production et nous pouvons vous aider à réviser les plis, à obtenir des informations sur la fabricabilité et à établir des devis personnalisés. Envoyez-nous vos dessins ou les détails de votre projet afin que nous puissions discuter de la meilleure approche de formage pour votre pièce.


