
L'incisione laser su alluminio è oggi uno dei metodi più efficaci per realizzare marchi durevoli e precisi. Funziona bene sia per i prodotti industriali che per quelli di consumo. Il metodo offre un risultato pulito e permanente, perfetto per l'etichettatura, il branding o la personalizzazione.
Il processo utilizza una moderna tecnologia ottica per focalizzare un raggio laser sulla superficie dell'alluminio. Crea segni nitidi e duraturi che resistono al calore, all'usura e alla corrosione senza sbiadire.
Per gli ingegneri, il vantaggio principale è la tracciabilità e la coerenza. Ogni pezzo può avere un ID unico e sicuro che rimane leggibile anche in condizioni difficili. Per i progettisti, consente di ottenere modelli ad alto contrasto e dettagli fini senza rivestimenti o materiali aggiuntivi.
Che cos'è l'incisione laser su alluminio?
L'incisione laser è un processo senza contatto che utilizza un raggio laser focalizzato per rimuovere o modificare un sottile strato superficiale di alluminio. La luce riscalda il metallo a oltre 2400°C, trasformandolo in vapore e formando un segno preciso basato sul modello digitale.
Questo processo non aggiunge inchiostro o rivestimento. Modifica il metallo stesso, rendendo il marchio parte della superficie. Poiché il punto laser può essere più piccolo di 30 micron, è possibile creare codici a barre, codici QR, testi e loghi di precisione. A differenza dell'incisione meccanica, nessuno strumento tocca la superficie, quindi non c'è usura o distorsione.
Perché l'alluminio è ideale per l'incisione laser?
L'alluminio è ampiamente utilizzato nei prodotti aerospaziali, elettronici e medici per una buona ragione. È leggero, forte e resistente alla corrosione. Queste stesse caratteristiche lo rendono eccellente per l'incisione laser.
La sua struttura uniforme assorbe l'energia in modo omogeneo, dando segni puliti e lisci. Lo strato di ossido naturale reagisce bene al laser, creando un forte contrasto tra le aree incise e quelle di base.
Quando l'alluminio viene anodizzato, il risultato migliora ulteriormente. La pellicola di ossido, solitamente spessa 10-25 micron, assorbe l'energia del laser in modo efficiente e produce segni nitidi bianchi o neri, a seconda delle impostazioni. Il segno rimane nitido con una distorsione termica molto ridotta.
In ambienti difficili con raggi UV, sostanze chimiche o nebbia salina, le marcature in alluminio anodizzato rimangono leggibili dopo oltre 500 ore di test ASTM B117, superando di gran lunga le etichette stampate o incise chimicamente.
Come funziona l'incisione laser sull'alluminio?
Capire cosa succede quando l'energia laser incontra l'alluminio aiuta gli ingegneri a controllare qualità e contrasto. Ecco come la scienza dietro la luce e il calore si traduce in segni permanenti.
L'interazione laser-materiale
Quando il raggio laser colpisce l'alluminio, trasferisce energia alla superficie. Il calore fonde e vaporizza piccole aree, formando piccole scanalature o fosse. Il metallo esposto si ossida leggermente, creando un contrasto visibile.
Questo effetto viene controllato regolando la potenza, la frequenza e la durata degli impulsi. I laser a fibra utilizzano in genere impulsi tra i 10 e i 200 nanosecondi, che forniscono una profondità sufficiente senza surriscaldare il pezzo.
Parametri chiave del processo e loro ruolo
| Parametro | Funzione | Effetto sui risultati |
| Potenza laser (W) | Produzione totale di energia | Controlla la profondità, la velocità e il colore dell'ossidazione |
| Velocità di scansione (mm/s) | Velocità di movimento del fascio | Bilanciamento del contrasto con il tempo di ciclo |
| Frequenza d'impulso (kHz) | Numero di impulsi al secondo | Più alto = segni più uniformi, più basso = tagli più profondi |
| Offset della messa a fuoco (mm) | Punto focale del fascio | Influenza la nitidezza della marcatura |
| Assistenza pneumatica | Rimuove i detriti | Mantiene la superficie pulita e l'ottica libera |
Queste impostazioni lavorano insieme. Aumentare la potenza senza cambiare la frequenza può fondere troppo lo strato di ossido, creando un segno lucido ma a basso contrasto. Nelle fabbriche, i tecnici memorizzano le impostazioni ottimizzate in librerie digitali per garantire la coerenza e ridurre i tempi di impostazione.
Perché il controllo dei processi assicura l'affidabilità dei prodotti?
In settori come quello automobilistico ed elettronico, anche una piccola variazione di profondità può causare errori di scansione dei codici a barre. Una differenza di soli 0,05 mm può influenzare la lettura dei codici da parte dei sensori.
La stabilità dei parametri laser non è solo estetica: garantisce la conformità agli standard di tracciabilità ISO 9001 e IATF 16949. Un controllo costante porta a un'ispezione automatica affidabile e alla tracciabilità della produzione.
Tipi di laser utilizzati per l'incisione dell'alluminio
Laser diversi producono risultati diversi. Ogni lunghezza d'onda interagisce con l'alluminio a modo suo, influenzando il contrasto, la velocità e la finitura superficiale.
Laser a fibra - Precisione industriale
I laser a fibra emettono luce a 1064 nm, che l'alluminio assorbe bene. Creano incisioni profonde e ad alto contrasto con un danno minimo alla superficie.
Senza specchi mobili o sistemi di gas, i laser a fibra non necessitano quasi di manutenzione e possono durare oltre 100.000 ore. Sono ideali per la marcatura dei pezzi, i numeri di serie e la tracciabilità dei prodotti.
Ideale per: parti lavorate, raccordi aerospaziali, alloggiamenti elettronici e targhette automobilistiche.
Laser CO₂ - Per alluminio rivestito o anodizzato
I laser CO₂ operano a 10,6 µm, una lunghezza d'onda che l'alluminio nudo riflette. Ma funzionano molto bene sulle superfici anodizzate o rivestite. Rimuovono lo strato superiore invece del metallo di base, creando un contrasto netto e mantenendo la superficie liscia.
Questo li rende ideali per pannelli decorativi, etichette e segnaletica dove l'aspetto è più importante della profondità. Sono utilizzati anche per materiali compositi e laminati con basi in alluminio.
Suggerimento: I laser CO₂ sono delicati sulle superfici e ideali per marcare i rivestimenti senza danneggiare il metallo sottostante.
Laser a diodi e MOPA - Controllo fine ed effetti cromatici
I laser a diodi compatti (450-455 nm) sono comunemente utilizzati per l'alluminio anodizzato o rivestito. Non sono potenti come i laser a fibra, ma sono perfetti per piccoli progetti, prototipi e marcature leggere.
I laser a fibra MOPA (Master Oscillator Power Amplifier) consentono un controllo preciso della larghezza e della frequenza degli impulsi. Regolando con precisione queste impostazioni, è possibile creare effetti cromatici come il blu, il grigio o l'oro sull'alluminio anodizzato, il tutto senza vernici o coloranti.
Condizioni della superficie e loro effetto sui risultati
La struttura e il rivestimento della superficie dell'alluminio determinano l'efficienza del laser. Scoprite come la preparazione e la finitura influenzano direttamente la chiarezza e la coerenza dell'incisione.
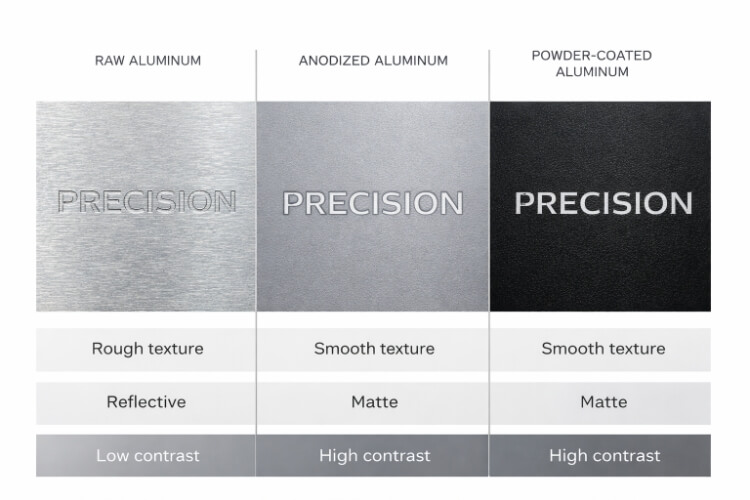
Alluminio grezzo
L'alluminio nudo riflette circa 90% di luce laser infrarossa. Questo limita la profondità dell'incisione e crea colori non uniformi. L'aumento della potenza o il rallentamento della velocità di scansione possono aiutare, ma possono causare la fusione o l'accumulo di residui.
Un metodo migliore è la preparazione della superficie. Una leggera sabbiatura o un'incisione chimica riducono la riflettività, consentendo un assorbimento uniforme. Per le parti sottili o gli involucri, i laser a fibra a impulsi brevi (10-50 ns) offrono una profondità sufficiente senza causare distorsioni.
Suggerimento per l'ingegneria: Per l'alluminio grezzo utilizzato negli assemblaggi, l'incisione poco profonda (≤0,05 mm) mantiene la planarità e rimane visibile sotto olio o rivestimenti.
Alluminio anodizzato
L'alluminio anodizzato offre i risultati più coerenti e attraenti. Lo strato di ossido, spesso in genere 10-25 micron, assorbe efficacemente l'energia laser e consente un controllo preciso del contrasto.
Durante l'incisione, il laser rimuove o altera parte di questo strato di ossido, producendo variazioni di colore come il bianco brillante, il grigio scuro o il nero profondo. La regolazione della frequenza degli impulsi e della densità di energia modifica il tono e la nitidezza.
Poiché lo strato di ossido protegge il metallo di base, la resistenza alla corrosione rimane intatta. Anche dopo una lunga esposizione alla salsedine o ai raggi UV, i segni rimangono chiari e leggibili.
Alluminio verniciato e verniciato a polvere
Sui pannelli verniciati o alluminio verniciato a polvereIl laser rimuove il rivestimento anziché il metallo. L'alluminio esposto al di sotto crea un netto contrasto cromatico con la superficie rimanente.
Poiché i rivestimenti in polvere sono più spessi e resistenti al calore, richiedono una potenza leggermente superiore o una velocità di scansione più bassa. L'obiettivo è quello di vaporizzare quanto basta per esporre il metallo senza bruciare i bordi.
Superfici lucide e riflettenti
Alluminio lucidato ha un aspetto elegante ma è difficile da incidere. La sua superficie a specchio riflette gran parte dell'energia laser, riducendo l'efficienza della marcatura e danneggiando eventualmente l'ottica.
Per ovviare a questo problema, prima dell'incisione si può applicare uno spray nero temporaneo o un rivestimento idrosolubile. Assorbe l'energia in modo uniforme e può essere lavato via in seguito, lasciando segni chiari e nitidi.
Applicazioni industriali e creative
L'incisione laser serve sia agli ingegneri che agli artisti. Questa sezione mostra come la stessa tecnologia sia in grado di garantire una tracciabilità precisa nelle fabbriche e di realizzare progetti straordinari negli studi.
Marcatura industriale e tracciabilità
Nell'industria, l'incisione laser garantisce la tracciabilità, il controllo della qualità e la conformità. Ogni pezzo può riportare numeri di serie, codici QR o informazioni sui lotti che resistono all'usura e agli agenti chimici.
Per esempio, i fornitori del settore automobilistico e aerospaziale contrassegnano gli alloggiamenti in alluminio o i parentesi come parte del loro processo di qualità. I codici rimangono leggibili anche dopo l'anodizzazione o il rivestimento.
Se collegate ai sistemi MES o ERP, le macchine laser possono assegnare automaticamente i numeri di serie e memorizzare i record digitali, riducendo l'errore umano e migliorando l'accuratezza della tracciabilità.
Applicazioni personalizzate e decorative
L'incisione laser è molto apprezzata anche da designer, artisti e piccoli produttori. La sua capacità di creare dettagli precisi e contrasti permanenti la rende perfetta per premi, insegne, targhette e prodotti personalizzati.
I software moderni supportano ombreggiature vettoriali, sfumature in scala di grigi ed effetti texture, consentendo agli incisori di progettare superfici creative senza inchiostri o vernici. Con l'alluminio anodizzato o rivestito, è possibile ottenere un'ampia gamma di finiture, dall'opaco al lucido.
Ottimizzazione del processo e controllo dei parametri
La regolazione fine della potenza, della velocità e della messa a fuoco trasforma le buone incisioni in incisioni impeccabili. Ecco come i parametri controllati mantengono l'affidabilità e l'efficienza della produzione.
Bilanciare potenza, velocità e frequenza
La potenza definisce la quantità di energia applicata, mentre la velocità controlla il tempo di esposizione. La frequenza influisce sull'aspetto liscio o strutturato della superficie.
- Per segni profondi (uso industriale), utilizzare una potenza elevata (60-100 W), una frequenza bassa (20-40 kHz) e una velocità moderata (300-600 mm/s).
- Per testo o immagini sottili, utilizzare una potenza inferiore (30-50 W), una frequenza più elevata (60-100 kHz) e una velocità maggiore (800-1200 mm/s).
Un calore eccessivo provoca l'accumulo di ossido o la decolorazione, mentre un'energia troppo bassa crea segni deboli.
Gestione del calore e della diffusione termica
L'alluminio conduce il calore in modo molto efficiente (~237 W/m-K), quindi il controllo della temperatura è fondamentale. Se non gestito, il calore può causare deformazioni o cambiamenti di colore sui pezzi sottili.
L'uso di laser a impulsi brevi o di modalità burst riduce la diffusione del calore. Il raffreddamento con aria compressa o azoto contribuisce a mantenere la superficie pulita e a prevenire l'ossidazione.
Messa a fuoco di precisione e sovrapposizione dei fasci
Una messa a fuoco accurata massimizza la densità di energia e la nitidezza dei bordi. La maggior parte dei laser a fibra richiede una precisione di messa a fuoco entro ±0,1 mm. Qualsiasi spostamento può causare una profondità non uniforme o linee sfocate.
La sovrapposizione dei raggi determina la struttura della superficie. Per le marcature industriali, la sovrapposizione 70-80% garantisce un'ombreggiatura liscia e uniforme. Per i lavori decorativi, la sovrapposizione 60-65% conferisce un aspetto strutturato con maggiore profondità visiva.

Confronto tra l'incisione laser e altri metodi di marcatura
L'incisione laser ha ampiamente sostituito le tecniche di marcatura meccanica, chimica e stampata per i componenti in alluminio. La tabella seguente ne riassume i motivi:
| Metodo | Durata | Precisione | Manutenzione | Impatto ambientale | Uso comune |
| Incisione laser | Permanente | ±0,02 mm | Basso | Pulito (senza sostanze chimiche) | ID industriale, branding |
| Incisione meccanica | Permanente | ±0,05 mm | Usura degli utensili | Rumore, chip | Tag seriali profondi |
| Incisione chimica | Semipermanente | ±0,03 mm | Moderato | Acidi di scarto | Finiture decorative |
| Stampa / Etichettatura | Temporaneo | ±0,05 mm | Alto | Materiali di consumo | Etichettatura a breve termine |
Vantaggi del laser:
- Nessun materiale di consumo → costi operativi inferiori.
- Senza contatto → nessuna usura dell'utensile o deformazione del pezzo.
- Controllo digitale → cambi più rapidi ed elevata personalizzazione.
- Ecologico → elimina i rifiuti chimici e le esalazioni dei solventi.
Errori comuni e risoluzione dei problemi
Anche i sistemi laser ben calibrati possono produrre risultati incoerenti se non vengono rispettati i dettagli di impostazione o ambientali. Individuare tempestivamente questi problemi aiuta a mantenere stabile la qualità e a ridurre gli scarti.
Messa a fuoco eccessiva o errata
Una potenza eccessiva o un cattivo allineamento della messa a fuoco sono spesso causa di difetti visivi. Quando la densità di energia è troppo elevata, la superficie fonde invece di vaporizzare, provocando bordi sfocati, crateri lucidi o aloni scuri.
Se il contrasto diminuisce dopo un uso prolungato, ispezionare l'obiettivo per verificare la presenza di polvere o residui. Anche uno strato sottile può disperdere la luce e spostare la messa a fuoco di oltre 0,1 mm. Pulire regolarmente l'ottica e ricalibrare l'asse Z per mantenere il fascio correttamente a fuoco.
Suggerimento per la risoluzione dei problemi: Prima della produzione, eseguire un rapido "test della scala di potenza" con incrementi di 10-20% per trovare l'impostazione che offre il contrasto più nitido e pulito.
Scarsa preparazione della superficie
La polvere, l'olio o l'ossidazione sulle superfici in alluminio possono bloccare o diffondere il fascio di luce, causando una profondità discontinua e toni non uniformi. Pulire sempre con alcool isopropilico prima di incidere.
Per i materiali lucidati a specchio o altamente riflettenti, applicare un rivestimento opaco temporaneo o uno spray nero per assorbire uniformemente l'energia laser. Il rivestimento può essere risciacquato dopo la marcatura senza alterare la finitura.
Perché è importante: Una preparazione inadeguata non solo riduce il contrasto dell'incisione, ma accorcia anche la durata della lente riflettendo il calore nell'ottica.
Raffreddamento o controllo dei fumi insufficienti
L'elevata conducibilità termica dell'alluminio diffonde rapidamente il calore e i fumi intrappolati possono macchiare la zona incisa. Senza un'adeguata assistenza o estrazione dell'aria, gli ossidi fini si depositano e lasciano ombre grigie.
Mantenere un flusso d'aria costante di 20-30 L/min sulla superficie durante l'incisione. Per i sistemi chiusi, utilizzare un'aspirazione filtrata con stadi HEPA e carbone attivo per rimuovere la polvere di alluminio microscopica.
Suggerimento: Se compare uno scolorimento, ridurre la durata dell'impulso o aggiungere pause tra le passate per lasciare che la superficie si raffreddi naturalmente.
Conclusione
L'incisione laser su alluminio offre un equilibrio tra precisione, durata ed efficienza. È diventato un metodo di produzione affidabile per la tracciabilità, l'identità del prodotto e le prestazioni a lungo termine.
Comprendendo l'interazione tra il tipo di materiale, la finitura superficiale e le impostazioni del laser, gli ingegneri possono produrre marcature chiare e durature che resistono al calore, all'usura e alla corrosione.
Se le vostre parti in alluminio necessitano di un'identificazione durevole o di un marchio di qualità, iniziate con un test dei parametri. Identificate la lega e il tipo di superficie, quindi regolate la potenza, la frequenza e la messa a fuoco del laser per ottenere il miglior contrasto.
Volete marcare le vostre parti in alluminio con una precisione duratura? Il nostro team offre servizi di incisione laser per esigenze industriali e commerciali, dai codici seriali durevoli alla marcatura di superfici sottili. Inviateci oggi stesso i vostri disegni o i dettagli del progetto. I nostri ingegneri vi guideranno passo dopo passo e vi consiglieranno la migliore configurazione laser per i vostri pezzi.