
La rivettatura a pressione è un processo di formatura a freddo che crea un blocco meccanico permanente tra un elemento di fissaggio e la lamiera senza utilizzare il calore. In questo processo, la pressione spinge un rivetto o un elemento di fissaggio in un foro preforato per formare una connessione forte e duratura. È ampiamente utilizzato per produrre giunti ripetibili, riducendo la distorsione, la finitura secondaria e i tempi di assemblaggio.
Il valore della rivettatura a pressa va oltre la macchina stessa. I team devono sapere come progettare il giunto, quando sceglierlo rispetto alla saldatura e come influisce sul costo totale dell'assemblaggio, dalla prototipazione alla produzione in serie.
Questa guida spiega come il giunto acquista resistenza e quali sono le regole di progettazione più importanti. Vengono inoltre illustrati i limiti di attrezzaggio, i difetti più comuni e il punto in cui il processo ha senso dal punto di vista economico nella produzione.

Dove si inserisce la rivettatura a pressa nell'assemblaggio di lamiere?
La rivettatura a pressione funziona meglio quando un giunto ha bisogno di forza, velocità e assenza di distorsione termica. I punti che seguono mostrano i casi in cui funziona bene e quelli in cui un altro metodo può essere migliore.
Giunzione meccanica a freddo
A differenza dei processi termici, la rivettatura a pressione si basa interamente sulla forza meccanica. Un elemento di fissaggio specializzato viene pressato in un foro preforato o tagliato al laser. Sotto pressione, la lamiera di base fluisce a freddo nella geometria progettata dell'elemento di fissaggio (di solito un sottosquadro o una scanalatura).
In questo modo si crea un incastro solido e resistente alle vibrazioni. Poiché il processo avviene a temperatura ambiente, elimina i rischi di distorsione termica, degrado del materiale e cambiamenti metallurgici nel metallo di base.
Condizioni di carico e di montaggio adeguate
La rivettatura a pressione è la scelta standard quando è necessario aggiungere filettature forti e portanti o punti di attacco a lamiere troppo sottili per essere maschiate in modo sicuro. In genere, questo vale per materiali di spessore inferiore a 2,5 mm.
È inoltre molto efficace in ambienti soggetti a vibrazioni. Per questo è un metodo di giunzione fondamentale per i telai dei server, gli involucri elettrici, i sottogruppi automobilistici e le staffe aerospaziali.
Quando la saldatura a punti aggiunge costi aggiuntivi
Sebbene la saldatura a punti o a proiezione possa sembrare più economica su base consumabile, i costi nascosti spesso rovinano l'economia dell'unità. La saldatura di metalli di spessore ridotto (come l'alluminio o l'acciaio inox da 1,0 mm) causa spesso deformazioni termiche che richiedono una raddrizzatura manuale.
Inoltre, la saldatura brucia i rivestimenti superficiali. Se si salda, è necessario rettificare la superficie e procedere alla placcatura o alla verniciatura a polvere dopo l'assemblaggio. La rivettatura a pressa consente di utilizzare rivestimenti pre-placcati, pre-verniciati o lamiera anodizzataeliminando la necessità di una finitura secondaria della superficie.

Casi che richiedono un altro metodo
La rivettatura a pressione non è una soluzione universale. Se il vostro progetto richiede una superficie perfettamente a filo su entrambi lati della lastra senza controlavorazione, questo processo non funzionerà.
Inoltre, è fortemente limitato dall'accesso agli utensili. Se la posizione dei rivetti si trova in profondità all'interno di un canale a U stretto o di una scatola a sorpresa, il telaio a C della pressa interferirà fisicamente con il pezzo. Infine, se l'assemblaggio richiede frequenti smontaggi o manutenzioni non distruttive, i rivetti meccanici rimovibili sono l'alternativa necessaria.
Che cosa costruisce la forza articolare?
La resistenza del giunto non dipende solo dalla forza di pressione. Dipende dal flusso del materiale, dall'adattamento del foro e dal modo in cui il dispositivo di fissaggio si blocca nella lamiera.
Flusso di materiale e bloccaggio meccanico
L'integrità strutturale di un giunto rivettato a pressione non è determinata dal solo elemento di fissaggio, ma dall'efficacia con cui si muove il materiale di base. Quando il martinetto della pressa applica una forza assiale, l'elemento di fissaggio più duro agisce come una matrice.
Il metallo più morbido viene spostato, costringendolo a cedere e a fluire plasticamente nell'incavo anulare dell'elemento di fissaggio (il sottosquadro). Questo volume di metallo intrappolato crea il blocco meccanico permanente.
Riempimento dei fori e formatura del retro
Per ottenere la massima resistenza, la lamiera spostata deve riempire il sottosquadro dell'elemento di fissaggio. Se il materiale non scorre a sufficienza, il giunto cede sotto carico.
Un giunto con rivetti a pressione correttamente progettato avrà un aspetto pulito su entrambi i lati. Sul lato di installazione, la testa dell'elemento di fissaggio è inserita a filo (o leggermente sottofondo) con la superficie della lamiera. Sul lato opposto (cieco), la lamiera rimane piatta, senza crepe, rigonfiamenti o deformazioni eccessive.
Resistenza all'estrazione e alla coppia
Gli ingegneri devono valutare la resistenza dei giunti attraverso due vettori specifici: l'estrazione (push-through) e il torque-out.
- Resistenza all'estrazione è dettata dal volume di lamiera che riesce a scorrere nella scanalatura sottosquadro.
- Resistenza alla torsione è generato dall'anello zigrinato, dalle scanalature o dalla forma esagonale sotto la testa dell'elemento di fissaggio. Quando l'elemento di fissaggio viene premuto, questi denti mordono la lamiera, impedendo all'elemento di fissaggio di ruotare quando si stringe la vite di accoppiamento.
Durezza del materiale e spessore della lastra
La regola più importante nella rivettatura a pressione è il differenziale di durezza. Se si tenta di pressare un rivetto standard in acciaio inox serie 300 in una lamiera di acciaio inox serie 300, il rivetto si schiaccerà prima che la lamiera fluisca.
Inoltre, lo spessore della lastra determina la scelta della ferramenta. La lastra deve essere sufficientemente spessa da garantire un volume adeguato di materiale da far scorrere nel sottosquadro.
💡 Regola ingegneristica empirica: > Gap di durezza: L'elemento di fissaggio deve essere più duro di almeno 20 HRB rispetto alla lamiera di base.
- Spessore minimo della lastra: In genere 0,8 mm (0,030″) per la ferramenta autobloccante standard. Se si scende di spessore è necessario ricorrere a microfissaggi specializzati.
Cosa gli ingegneri dovrebbero confermare nella progettazione?
Molti problemi di rivettatura a pressa iniziano nella fase di disegno. I controlli precoci della progettazione aiutano a evitare giunzioni deboli, interferenze con gli utensili e costose modifiche successive.
Tolleranza del foro pilota e spessore della lamiera
Un giunto rivettato a pressione è forte solo quanto il suo foro pilota. Poiché il processo si basa su uno spostamento preciso del materiale, il foro deve essere perfettamente dimensionato. Se il foro è sovradimensionato, non ci sarà abbastanza lamiera da far scorrere nel sottosquadro dell'elemento di fissaggio, riducendo drasticamente la resistenza all'estrazione.
Se il foro è sottodimensionato, la forza di pressatura necessaria aumenta. In questo modo la lamiera si deforma, si deforma o addirittura danneggia l'attrezzatura di installazione. Inoltre, il foro deve essere creato in modo pulito. Anche se i moderni laser a fibra sono accettabili, i fori punzonati CNC sono spesso preferiti perché non creano una zona termicamente alterata (HAZ) che indurisce il bordo del foro.
💡 Regola ingegneristica empirica: > Tolleranza del foro: I fori pilota standard per i dispositivi di fissaggio autoaggancianti richiedono una tolleranza ristretta, in genere +0,08 mm / -0,00 mm (+0,003″ / -0,000″).
- Non sbavare mai: Non smussare o sbavare pesantemente il bordo del foro pilota. I bordi affilati sono necessari per fornire il volume di materiale che fluisce nell'elemento di fissaggio.
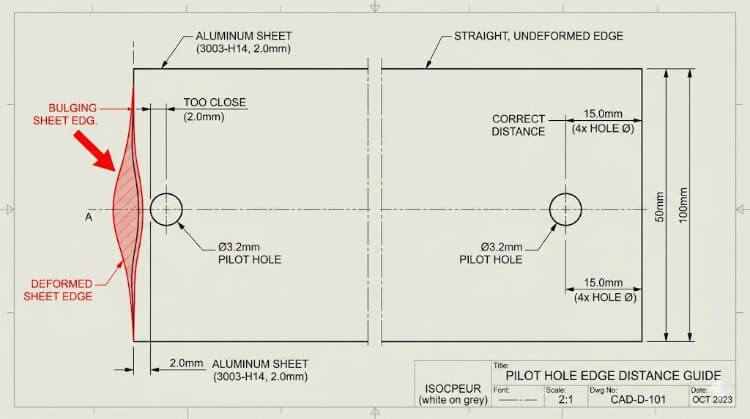
Distanza tra i bordi e distanza tra i fori
Quando l'elemento di fissaggio viene premuto, la lamiera spostata si espande verso l'esterno. Se il foro pilota è posizionato troppo vicino al bordo della lamiera, l'espansione del materiale spinge il bordo verso l'esterno, provocando un rigonfiamento o uno strappo.
Allo stesso modo, se si posizionano più elementi di fissaggio troppo vicini, le zone di sollecitazione sovrapposte causeranno una deformazione permanente della lamiera. Per conoscere la distanza minima tra l'interasse e il bordo è necessario consultare il catalogo del produttore del dispositivo di fissaggio.
Curve, canali e spazio per gli utensili
Molti fallimenti di avvitatura a pressa non sono dovuti a ferramenta difettosa, ma a interferenze fisiche. La pressa con telaio a C richiede un punzone temprato sulla parte superiore e un'incudine sulla parte inferiore. Se si posiziona un rivetto troppo vicino a una curva di 90 gradi, l'incudine non può appoggiarsi alla lamiera.
Quando la lamiera è inclinata, il dispositivo di fissaggio viene inserito storto, rovinando la giunzione. Inoltre, se state progettando un canale a U profondo o l'interno di un telaio di un server, dovete assicurarvi che la profondità della gola della pressa possa raggiungere la posizione del foro.
💡 Regola ingegneristica empirica: > Spazio di curvatura: La distanza dal centro del foro pilota alla all'interno di una curva dovrebbe essere pari ad almeno 1,5 volte il diametro esterno dell'elemento di fissaggio più il raggio di curvatura.
Metalli dissimili e rischio di corrosione
La rivettatura a pressione permette di unire metalli dissimili (ad esempio, elementi di fissaggio in acciaio al carbonio a fogli di alluminio) senza gli incubi metallurgici di saldatura. Tuttavia, introduce un'altra minaccia: la corrosione galvanica.
Quando un metallo nobile (come un elemento di fissaggio in acciaio inox) viene pressato in un metallo attivo (come una lamiera di alluminio) e l'assemblaggio è esposto all'umidità, l'alluminio si corrode rapidamente. Per evitare che ciò accada, gli ingegneri devono specificare la corretta placcatura superficiale del dispositivo di fissaggio. Ad esempio, l'utilizzo di un elemento di fissaggio in acciaio al carbonio zincato in un telaio in alluminio funge da barriera sacrificale, proteggendo il metallo di base.
Cosa mantiene il processo stabile nella produzione?
Un campione di successo non sempre porta a una produzione stabile. Una produzione stabile dipende dal controllo dell'impostazione, da una forza costante e da punti di ispezione chiari.
Impostazione della finestra di coerenza e di processo
Il passaggio di un progetto CAD perfetto all'officina richiede la definizione di una finestra di processo rigorosa. La rivettatura a pressa non è semplicemente "schiacciare un rivetto finché non si ferma". Si tratta di un preciso equilibrio tra forza e spostamento.
Se il tecnico dell'installazione usa troppa forza, la lamiera si schiaccia e si deforma. Se ne usa troppo poca, i denti zigrinati non mordono, con il risultato di far girare la ferramenta. La finestra di processo - l'esatto tonnellaggio richiesto per posizionare a filo il dispositivo di fissaggio - deve essere stabilita durante l'ispezione del primo articolo e bloccata per l'intero lotto.
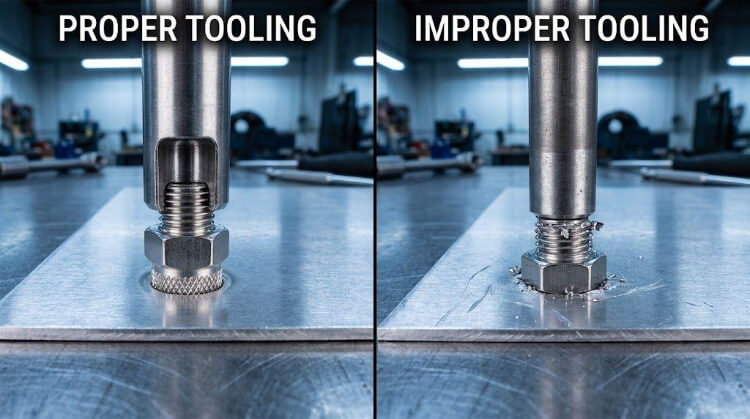
Corrispondenza tra elementi di fissaggio e utensili
Ogni tipo di fissaggio richiede una combinazione specifica di punzone (utensile superiore) e incudine (utensile inferiore). Non è possibile utilizzare un'incudine piatta universale per tutto.
Ad esempio, un dado a testa piatta richiede un punzone piatto e un'incudine piatta. Un distanziatore autobloccante, invece, richiede un punzone con una cavità incassata per evitare che il barilotto filettato venga schiacciato. L'uso di utensili sbagliati può distruggere la filettatura del dispositivo di fissaggio o lasciare terribili segni estetici sul lato cieco della lamiera.
Forza di pressatura, sosta e supporto del pezzo
La forza è solo una parte dell'equazione; il tempo è l'altra. La lamiera che scorre a freddo è un processo di deformazione plastica che richiede una frazione di secondo per essere completato. Le presse avanzate utilizzano un "tempo di sosta" programmato alla fine della corsa.
Questa pausa di millisecondi consente alla lamiera di fluire completamente nel sottosquadro e di stabilizzarsi prima di rilasciare la pressione. Inoltre, l'operatore deve assicurarsi che la lamiera sia completamente sostenuta e piatta contro l'incudine prima di azionare la macchina.
Monitoraggio delle forze e controlli ispettivi
Nella produzione di grandi volumi, affidarsi esclusivamente all'ispezione visiva è un rischio enorme. Un elemento di fissaggio potrebbe sembrare a posto ma non superare il test di coppia.
Le moderne presse utilizzano celle di carico ed encoder lineari per monitorare la curva forza-distanza di ogni singolo ciclo di pressatura. Se un foro è troppo grande, la forza diminuisce troppo presto e la macchina segnala il pezzo come difettoso.
💡 Regola empirica per il CQ: > Prove non distruttive: Verificare che la testa del dispositivo di fissaggio sia a filo entro 0,05 mm dalla superficie della lamiera.
- Test distruttivi: Prelevare 1 pezzo su 500 dal lotto per eseguire una prova fisica di spinta e di serraggio con una chiave dinamometrica calibrata, confrontando il rendimento con la scheda tecnica del produttore.
Quali sono le cause dei comuni difetti di rivettatura della pressa?
Quando un giunto rivettato a pressione si rompe, raramente è un mistero. Quasi sempre si tratta di un errore di controllo del processo, di allineamento degli utensili o di tolleranze dimensionali. Di seguito è riportata una guida alla risoluzione dei problemi per i quattro guasti più comuni in officina.
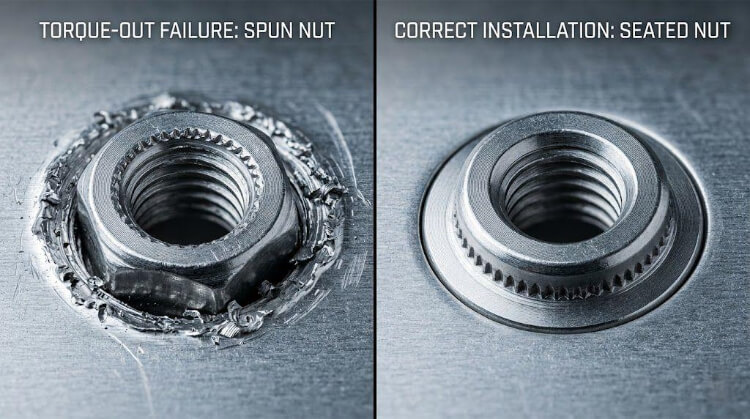
Rotazione dell'articolazione e ritenzione di coppia ridotta
Il difetto: La testa del dispositivo di fissaggio sembra a filo, ma quando l'operatore della linea di assemblaggio inserisce una vite nel dado (o stringe un dado sul perno), il rivetto ruota nella lamiera.
- Causa principale 1: Forza di pressione insufficiente. I denti zigrinati sotto la testa non sono mai entrati completamente nel materiale di base.
- Causa principale 2: Il foro pilota è stato praticato con la massima tolleranza superiore, lasciando una quantità di lamiera troppo bassa per entrare nelle scanalature.
- Causa principale 3: La lamiera è stata indurita durante una precedente fase di formatura, rendendola troppo dura per la penetrazione dei denti del dispositivo di fissaggio.
- La soluzione: Verificare le dimensioni del foro con un calibro per spine. Aumentare leggermente il tonnellaggio della pressa. Verificare il divario di durezza tra il lotto di lamiera specifico e il dispositivo di fissaggio.
Impostazione incompleta e bassa resistenza all'estrazione
Il difetto: L'elemento di fissaggio fuoriesce quando viene applicato un carico assiale o la testa si trova visibilmente al di sopra della superficie della lamiera.
- Causa principale 1: Il controforo dell'incudine (utensile inferiore) è troppo grande e consente alla lamiera di fluire verso il basso, lontano dal giunto, anziché verso l'interno del sottosquadro dell'elemento di fissaggio.
- Causa principale 2: La corsa della pressa era troppo veloce e mancava il "tempo di sosta" necessario per consentire il completamento della deformazione plastica.
- La soluzione: Sostituire l'incudine con una che corrisponda alle dimensioni specificate dal produttore. Aggiungere al ciclo di pressatura un tempo di sosta di 0,5 secondi al centro morto inferiore.
Segni di superficie e deformazione locale della lastra
Il difetto: Il lato cieco della lamiera ha un anello pesante stampato, oppure la lamiera è deformata e non è più piatta intorno al dispositivo di fissaggio.
- Causa principale 1: Sovrappressione. L'operatore ha applicato un tonnellaggio eccessivo nel tentativo di forzare un assestamento a filo, spingendo l'incudine in profondità nel lato cieco.
- Causa principale 2: Disallineamento dell'utensile. Il punzone e l'incudine non sono perfettamente concentrici, causando l'inserimento obliquo dell'elemento di fissaggio.
- La soluzione: Riallineare gli assi degli utensili del telaio a C. Abbassare la pressione e verificare che la lunghezza del dispositivo di fissaggio corrisponda allo spessore della lamiera.
Variazione del processo da lotto a lotto
Il difetto: Il processo funziona perfettamente il lunedì, ma produce un tasso di fallimento di 10% il giovedì, utilizzando le stesse impostazioni della macchina.
- Causa principale: Lo spessore standard della lamiera varia. Una lamiera d'acciaio da "1,5 mm" proveniente dall'acciaieria potrebbe in realtà misurare 1,42 mm in un lotto e 1,55 mm in quello successivo. Se la pressa è impostata su una corsa meccanica fissa (distanza), anziché su una forza fissa (tonnellaggio), la pressione applicata alla giunzione subirà una fluttuazione selvaggia.
- La soluzione: Passare a presse idrauliche o servoelettriche che si fermano in base a una logica di curva di forza, anziché a un arresto meccanico rigido.
Come confrontare i metodi e controllare il costo totale?
I team di approvvigionamento spesso commettono l'errore di confrontare i metodi di giunzione basandosi esclusivamente sul costo della distinta base (BOM) del materiale di consumo. In produzione di lamiereIl dispositivo di fissaggio più economico spesso crea il sottogruppo più costoso.
Rivettatura a pressione contro saldatura a punti
La saldatura a punti richiede praticamente zero materiali di consumo (solo elettricità e usura delle punte di rame). Un rivetto a pressione potrebbe costare da $0,05 a $0,15 l'uno. Sulla carta, la saldatura vince. Tuttavia, è necessario calcolare il Costo totale di assemblaggio (TCA).
- Struttura dei costi della saldatura a punti: Materiali di consumo (basso) + manodopera qualificata del saldatore (alto) + smerigliatura/levigatura manuale per rimuovere i segni di saldatura (alto) + placcatura/verniciatura a polvere post-assemblaggio (alto) = Costo unitario elevato.
- Struttura dei costi della rivettatura a pressa: Costo dei dispositivi di fissaggio (medio) + manodopera dell'operatore (medio) + zero smerigliatura (zero) + possibilità di utilizzare lamiere prelaccate (risparmio enorme) = Costo unitario inferiore.
Se l'estetica del pezzo è importante o richiede la placcatura, la rivettatura a pressa è quasi sempre la scelta più economica nel lungo periodo.
Elementi di fissaggio standard contro parti personalizzate
Gli ingegneri meccanici amano progettare hardware personalizzato per superare i vincoli di spazio. Dal punto di vista dell'approvvigionamento, questa è un'abitudine pericolosa per la rivettatura a pressa.
Gli elementi di fissaggio a pressa trafilati su misura richiedono stampi di intestazione personalizzati, stampi di laminazione dei filetti e rack di placcatura specializzati. Ciò fa aumentare le quantità minime d'ordine (MOQ) da 1.000 a oltre 50.000 pezzi e i tempi di consegna da 2 giorni a 8 settimane.
💡 Regola empirica del costo: > Progettare sempre in base alle dimensioni standard del catalogo PEM® o equivalente. Autorizzare una chiusura a pressione personalizzata solo se la ferramenta standard non può essere inserita nel quadro.
Produzione manuale, automatica e in stampo
L'ultimo fattore di costo è il metodo utilizzato per inserire il dispositivo di fissaggio nella pressa. Il volume della produzione determina l'attrezzatura, che cambia completamente il costo della manodopera per unità.
- Stampa manuale (100 - 5.000 unità): L'operatore posiziona manualmente il foglio, prende un piccolo elemento di fissaggio, lo inserisce e aziona la macchina. Costo elevato della manodopera, tempo di ciclo lento (5-10 secondi per rivetto).
- Pressa automatica a vasca (5.000 - 50.000 unità): La macchina utilizza una vasca vibrante per introdurre automaticamente un elemento di fissaggio nel punzone. L'operatore sposta la lamiera. Costo medio della manodopera, tempo di ciclo rapido (1-2 secondi per rivetto).
- In-Die Clinching (>50.000 unità): La soluzione di volume più avanzata. L'utensileria specializzata è integrata direttamente nello stampo progressivo. Mentre la grande pressa meccanica stampa la forma della lamiera, contemporaneamente inserisce automaticamente i rivetti. Costo marginale della manodopera vicino allo zero, costo totale di produzione per gli utensili.
Conclusione
La rivettatura a pressione non è solo una semplice fase di fissaggio. È una scelta di processo che influisce sulla resistenza del giunto, sulla progettazione del pezzo, sull'accesso agli utensili, sulla stabilità della produzione, sul rischio di difetti e sul costo totale dell'assemblaggio. Quando il foro, il materiale, l'elemento di fissaggio e l'impostazione sono abbinati correttamente, si può ottenere un giunto forte e ripetibile senza il calore, la distorsione e il lavoro di finitura supplementare che spesso si ottengono con la saldatura.
State lavorando a un assemblaggio di lamiere che potrebbe richiedere la rivettatura a pressione? Inviateci il vostro disegno o file 3D. Il nostro team è in grado di esaminare il progetto del foro, il materiale, la scelta del dispositivo di fissaggio e il metodo di produzione, per poi aiutarvi a confermare se la rivettatura a pressione è la soluzione giusta per il vostro pezzo.