
Прессовая клепка - это процесс холодной штамповки, который создает постоянный механический замок между крепежом и листовым металлом без использования тепла. В этом процессе давление загоняет заклепку или крепеж в предварительно просверленное отверстие, образуя прочное и долговечное соединение. Он широко используется для получения повторяющихся соединений, уменьшая при этом деформацию, вторичную обработку и время сборки.
Значение пресс-клепки выходит за рамки самого станка. Команды должны знать, как спроектировать соединение, в каких случаях предпочесть его сварке и как оно влияет на общую стоимость сборки от создания прототипа до серийного производства.
В этом руководстве объясняется, как соединение набирает прочность и какие правила проектирования имеют наибольшее значение. В нем также рассматриваются ограничения на оснастку, распространенные дефекты и момент, когда этот процесс имеет экономический смысл в производстве.

Где применяется пресс-клепка при сборке листового металла?
Прессовая клепка лучше всего подходит в тех случаях, когда от соединения требуется прочность, скорость и отсутствие тепловых деформаций. Ниже приведены пункты, показывающие, где она хорошо работает и где другой метод может быть лучше.
Холодное механическое соединение
В отличие от термических процессов, прессовая клепка полностью полагается на механическую силу. Специализированный крепеж вдавливается в предварительно пробитое или вырезанное лазером отверстие. Под давлением основной листовой металл холодно втекает в предусмотренную геометрию крепежа (обычно это подрез или канавка).
В результате образуется прочный, устойчивый к вибрациям замок. Поскольку процесс происходит при комнатной температуре, он исключает риск термического искажения, деградации материала и металлургических изменений в основном металле.
Подходящие условия нагрузки и монтажа
Прессовая клепка - это стандартный выбор, когда необходимо добавить прочные, несущие нагрузку резьбы или точки крепления к листовому металлу, который слишком тонок для надежного нарезания резьбы. Обычно это относится к материалам толщиной менее 2,5 мм.
Он также высокоэффективен в средах, подверженных вибрации. Это делает его основным методом соединения в серверных шасси, электрических корпусах, автомобильных узлах и аэрокосмических кронштейнах.
Когда точечная сварка добавляет дополнительные расходы
Хотя точечная или проекционная сварка может показаться дешевле в расчете на единицу продукции, скрытые затраты часто разрушают экономику аппарата. Сварка тонколистовых металлов (например, алюминия толщиной 1,0 мм или нержавеющей стали) часто приводит к тепловому короблению, требующему ручной рихтовки.
Кроме того, сварка сжигает поверхностные покрытия. При сварке необходимо отшлифовать поверхность и после сборки нанести гальваническое или порошковое покрытие. Заклепка под давлением позволяет использовать предварительно покрытые, окрашенные или анодированный металлический листЭто исключает необходимость вторичной обработки поверхности.

Случаи, в которых необходим другой метод
Прессовое клепание не является универсальным решением. Если ваша конструкция требует идеально ровной поверхности на оба стороны листа без встречной обработки, этот процесс не будет работать.
Кроме того, он сильно ограничен доступом к инструментам. Если место установки заклепки находится глубоко внутри узкого U-образного канала или коробки с сюрпризом, С-образная рама прессового станка будет физически мешать детали. Наконец, если сборка требует частых разрывов или неразрушающего обслуживания, съемные механические крепежные элементы являются необходимой альтернативой.
Что способствует укреплению суставов?
Прочность соединения зависит не только от силы прижима. Она зависит от подачи материала, прилегания отверстий и способа фиксации крепежа в листе.
Поток материала и механическое запирание
Структурная целостность прессового соединения определяется не только крепежом, но и тем, насколько эффективно движется материал основания. Когда плунжер пресса прикладывает осевое усилие, более твердый крепеж действует как штамп.
Он вытесняет более мягкий листовой металл, заставляя его подаваться и пластично втекать в кольцевое углубление крепежа (подрез). Захваченный объем металла и создает постоянный механический замок.
Заполнение отверстий и формирование задней стенки
Для достижения максимальной прочности вытесненный листовой металл должен заполнить поднутрение крепежа. Если материал не будет достаточно вытеснен, соединение разрушится под нагрузкой.
Правильно спроектированное соединение на прессовых заклепках будет выглядеть аккуратно с обеих сторон. Со стороны установки головка крепежа вставляется заподлицо (или слегка подлицо) с поверхностью листа. С обратной (глухой) стороны металлический лист остается ровным, без трещин, выпуклостей или чрезмерной деформации.
Устойчивость к вытягиванию и крутящему моменту
Инженеры должны оценивать прочность соединений по двум конкретным векторам: на растяжение (продавливание) и на крутящий момент.
- Сопротивление вытягиванию диктуется объемом листового металла, который успешно проходит в подрезной паз.
- Устойчивость к выкручиванию создается кольцом с накаткой, шлицами или шестигранной формой под головкой крепежа. При вдавливании крепежа эти зубцы вгрызаются в листовой металл, предотвращая прокручивание крепежа при затягивании сопряженного винта.
Твердость материала и толщина листа
Наиболее важным правилом при прессовой клепке является разница в твердости. Если вы попытаетесь запрессовать стандартную заклепку из нержавеющей стали серии 300 в лист из нержавеющей стали серии 300, крепеж будет раздавлен раньше, чем лист металла подастся.
Кроме того, толщина листа диктует выбор фурнитуры. Лист должен быть достаточно толстым, чтобы обеспечить достаточный объем материала для подачи в подрез.
💡 Инженерное правило: > Зазор по твердости: Крепеж должен быть как минимум на 20 HRB тверже, чем основной металл.
- Минимальная толщина листа: Обычно 0,8 мм (0,030″) для стандартных самозажимных метизов. Для более тонких требуется специализированный микрокрепеж.
Что инженеры должны подтвердить при проектировании?
Многие проблемы с прессовой клепкой начинаются еще на стадии чертежа. Ранняя проверка конструкции помогает избежать слабых соединений, помех в работе инструмента и дорогостоящих изменений в дальнейшем.
Допуск на отверстие и толщина листа
Прочность прессового соединения зависит только от размера отверстия. Поскольку процесс основан на точном перемещении материала, отверстие должно быть идеального размера. Если отверстие будет слишком большим, в подрез крепежа не попадет достаточное количество листового металла, что значительно снизит прочность на выдергивание.
Если размер отверстия занижен, требуемое усилие прессования резко возрастает. Это приводит к деформации листового металла, смятию или даже повреждению монтажного инструмента. Кроме того, отверстие должно быть выполнено чисто. Хотя современные волоконные лазеры вполне приемлемы, часто предпочтение отдается отверстиям, пробитым с помощью ЧПУ, поскольку они не создают зоны термического влияния (HAZ), которые упрочняют кромку отверстия.
💡 Инженерное правило: > Допуск на отверстия: Стандартные отверстия для самозажимных крепежей требуют жесткого допуска, обычно +0,08 мм / -0,00 мм (+0,003″ / -0,000″).
- Никогда не зачищайте: Не снимайте фаску и не делайте сильных заусенцев на кромке пилотного отверстия. Эти острые края нужны для обеспечения объема материала, поступающего в крепеж.
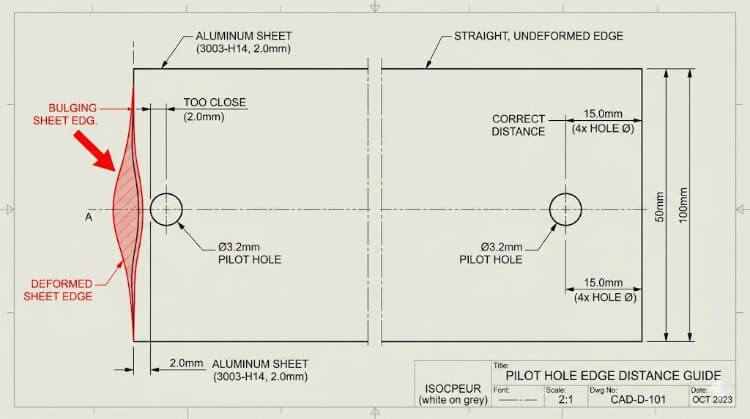
Расстояние между краями и расстояние между отверстиями
Когда крепеж вдавливается, вытесненный листовой металл расширяется наружу. Если пилотное отверстие расположено слишком близко к краю листа, это расширение материала будет выталкивать край наружу, вызывая его выпуклость или разрыв.
Аналогично, если несколько крепежных элементов расположены слишком близко друг к другу, перекрывающиеся зоны напряжения приведут к постоянному короблению листового металла. Минимальное расстояние от центра до края должно быть указано в каталоге производителя крепежа.
Изгибы, каналы и зазоры между инструментами
Многие сбои в работе пресса происходят не из-за плохого оборудования, а из-за физического вмешательства. Пресс с С-образной рамой требует закаленного пуансона сверху и наковальни снизу. Если установить заклепку слишком близко к 90-градусному изгибу, наковальня не сможет плотно прилегать к листу.
Если лист располагается под углом, крепеж вбивается криво, разрушая соединение. Кроме того, если вы проектируете глубокий U-образный канал или внутреннюю часть серверного шасси, необходимо убедиться, что глубина горловины прессового станка может достать до места расположения отверстия.
💡 Инженерное правило: > Изгиб: Расстояние от центра пилотного отверстия до внутри край изгиба должен быть не менее 1,5 наружного диаметра крепежа плюс радиус изгиба.
Разнородные металлы и риск коррозии
Заклепка под давлением позволяет соединять разнородные металлы (например, крепеж из углеродистой стали к алюминиевым листам) без кошмаров металлургии. сварка. Однако при этом возникает другая угроза - гальваническая коррозия.
Когда благородный металл (например, крепеж из нержавеющей стали) впрессовывается в активный металл (например, алюминиевый лист), а сборка подвергается воздействию влаги, алюминий быстро корродирует. Чтобы предотвратить это, инженеры должны указать правильное покрытие поверхности крепежа. Например, использование оцинкованного крепежа из углеродистой стали в алюминиевом шасси служит жертвенным барьером, защищающим основной металл.
Что позволяет поддерживать стабильность процесса на производстве?
Удачный образец не всегда приводит к стабильному выпуску продукции. Стабильное производство зависит от контроля настроек, последовательности усилий и четких точек контроля.
Установите последовательность и технологическое окно
Переход от идеального CAD-проекта к цеху требует строгого соблюдения технологического окна. Прессовая клепка - это не просто "бить по заклепке, пока она не остановится". Это точный баланс силы и перемещения.
Если специалист по наладке приложит слишком большое усилие, металлический лист будет сминаться и деформироваться. Если приложить слишком малое усилие, зубцы с накаткой не смогут затянуться, что приведет к прокручиванию крепежа. Технологическое окно - точное значение усилия, необходимое для посадки крепежа заподлицо, - должно быть установлено во время проверки первого изделия и зафиксировано для всей партии.
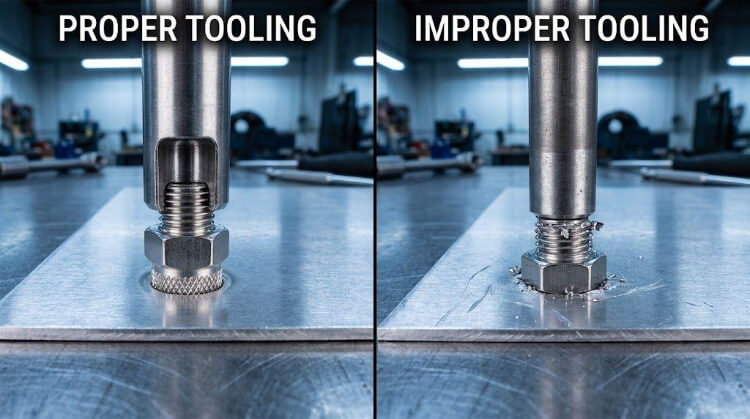
Подбор крепежа и инструмента
Для каждого типа прессового крепежа требуется определенная комбинация пуансона (верхний инструмент) и наковальни (нижний инструмент). Нельзя использовать универсальную плоскую наковальню для всех случаев.
Например, для гайки с плоской головкой требуется плоский пуансон и плоская наковальня. Однако для самозажимной стойки требуется пуансон с углублением, чтобы предотвратить сминание резьбового ствола. Использование неправильной оснастки приведет либо к разрушению резьбы крепежа, либо к появлению ужасных косметических следов на глухой стороне листового металла.
Усилие прессования, выдержка и поддержка деталей
Сила - это только часть уравнения, вторая часть - время. Холодная подача листового металла - это процесс пластической деформации, который занимает доли секунды. Современные прессовые машины используют запрограммированное "время выдержки" в нижней части хода.
Эта миллисекундная пауза позволяет металлу полностью войти в подрез и стабилизироваться перед сбросом давления. Кроме того, оператор должен убедиться в том, что лист металла полностью закреплен и плоско прилегает к наковальне, прежде чем запускать станок.
Мониторинг сил и инспекционные проверки
В крупносерийном производстве полагаться только на визуальный контроль - большой риск. Крепеж может выглядеть ровным, но при этом не пройти проверку на крутящий момент.
В современных прессовых машинах используются тензодатчики и линейные энкодеры для контроля кривой зависимости усилия от расстояния при каждом цикле прессования. Если отверстие слишком велико, усилие снизится слишком рано, и машина отметит деталь как бракованную.
💡 Инженерное правило для контроля качества: > Неразрушающий контроль: Убедитесь, что головка крепежа находится заподлицо с поверхностью листа с точностью до 0,05 мм.
- Разрушающие испытания: Отберите из партии 1 деталь на 500 штук и проведите физическое испытание на выталкивание и затяжку с помощью калиброванного динамометрического ключа, сравнивая выход с данными, указанными в спецификации производителя.
Что вызывает распространенные дефекты прессовой клепки?
Когда отказывает пресс-клепаное соединение, это редко бывает загадкой. Почти всегда это нарушение контроля процесса, центровки инструмента или допусков на размеры. Ниже приведено руководство по поиску и устранению неисправностей для четырех наиболее распространенных цеховых сбоев.
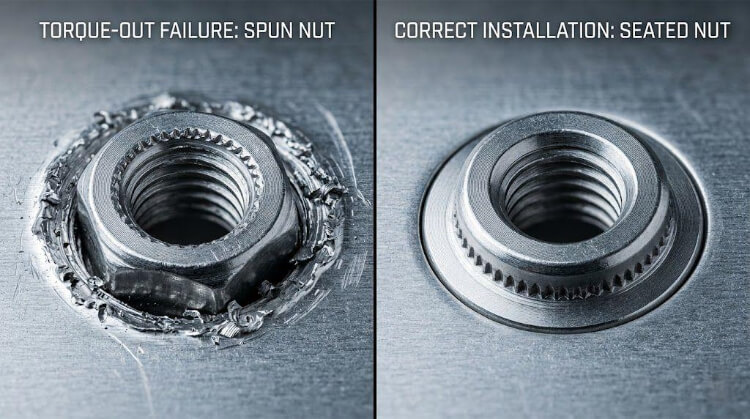
Вращение суставов и сохранение низкого крутящего момента
Дефект: Головка крепежа выглядит плоской, но когда оператор сборочной линии вкручивает винт в гайку (или затягивает гайку на шпильке), заклепка вращается в листовом металле.
- Коренная причина 1: Недостаточное усилие прижима. Зубья с накаткой под головкой не до конца вгрызаются в основной материал.
- Коренная причина 2: Пилотное отверстие было пробито с максимальным верхним допуском, оставив слишком мало листового металла для захода на шлицы.
- Коренная причина 3: Листовой металл был закален на предыдущем этапе формовки, что сделало его слишком твердым для проникновения зубцов крепежа.
- Фикс: Проверьте размер отверстия с помощью штифтомера. Немного увеличьте тоннаж пресса. Проверьте зазор в твердости между конкретной партией листов и крепежом.
Неполное схватывание и низкая прочность при вытягивании
Дефект: Крепеж выскакивает при приложении осевой нагрузки, или головка заметно выступает над поверхностью листового металла.
- Коренная причина 1: Зенковка наковальни (нижнего инструмента) слишком велика, что позволяет листовому металлу стекать вниз от соединения, а не внутрь в подрез крепежа.
- Коренная причина 2: Ход пресса был слишком быстрым, не хватало необходимого времени "выдержки" для завершения пластической деформации.
- Фикс: Замените наковальню на ту, которая соответствует размерам, указанным производителем. Добавьте время выдержки 0,5 секунды к циклу прессования в нижнем мертвом центре.
Следы на поверхности и локальная деформация листа
Дефект: На глухой стороне металлического листа выштамповано тяжелое кольцо, или лист деформирован и больше не является плоским вокруг крепежа.
- Коренная причина 1: Чрезмерное прессование. Оператор приложил слишком много усилий, пытаясь добиться плоской установки, в результате чего наковальня глубоко вошла в глухую часть.
- Коренная причина 2: Перекос инструмента. Пуансон и наковальня не идеально концентричны, что приводит к вдавливанию крепежа под углом.
- Фикс: Переустановите оси инструментальной рамы C. Сбросьте давление и убедитесь, что длина крепежа соответствует толщине листа.
Отклонение процесса от партии к партии
Дефект: Процесс отлично работает в понедельник, но в четверг при тех же настройках машины дает 10% отказов.
- Коренная причина: Стандартная толщина листового металла варьируется. Стальной лист толщиной 1,5 мм, полученный на заводе, в одной партии может иметь толщину 1,42 мм, а в другой - 1,55 мм. Если пресс настроен на фиксированный механический ход (расстояние), а не на фиксированное усилие (тоннаж), давление, прикладываемое к соединению, будет колебаться в широких пределах.
- Фикс: Перейдите на гидравлические или сервоэлектрические прессы, которые останавливаются на основе логики кривой силы, а не жесткой механической остановки.
Как сравнивать методы и контролировать общую стоимость
Команды, занимающиеся закупками, часто совершают ошибку, сравнивая методы соединения исключительно на основе стоимости расходных материалов по спецификации (BOM). На сайте производство листового металлаСамый дешевый крепеж часто становится самым дорогим узлом.
Прессовая клепка в сравнении с точечной сваркой
Точечная сварка практически не требует расходных материалов (только электричество и износ медных наконечников). Прессовая заклепка может стоить от $0,05 до $0,15 за штуку. На бумаге сварка выигрывает. Однако вы должны рассчитать Общая стоимость сборки (TCA).
- Структура затрат на точечную сварку: Расходные материалы (низкие) + труд квалифицированного сварщика (высокие) + ручная шлифовка/зачистка для удаления следов сварки (высокие) + покрытие порошком после сборки (высокие) = Высокая стоимость единицы продукции.
- Структура затрат на прессовую клепку: Стоимость крепежа (средняя) + труд оператора (средний) + нулевая шлифовка (нулевая) + возможность использования предварительно покрытого листового металла (значительная экономия) = Снижение стоимости единицы продукции.
Если важна эстетика детали или она требует нанесения покрытия, то в долгосрочной перспективе клепка на прессе почти всегда оказывается более экономичным выбором.
Стандартные крепежные элементы в сравнении с заказными деталями
Инженеры-механики любят разрабатывать нестандартное оборудование, чтобы преодолеть ограниченное пространство. С точки зрения закупок, это опасная привычка для прессовой клепки.
Для изготовления прессового крепежа по индивидуальному заказу требуются специальные плашки, плашки для накатки резьбы и специализированные стойки для нанесения покрытия. Это увеличивает минимальные объемы заказов (MOQ) с 1 000 штук до 50 000+ штук и увеличивает время выполнения заказа с 2 дней до 8 недель.
💡 Экономное правило: > Всегда проектируйте по стандартным размерам PEM® или эквивалентным каталожным размерам. Разрешение на использование нестандартного прессового крепежа выдается только в том случае, если стандартная фурнитура конструктивно не может вписаться в корпус.
Ручное, автоматическое производство и производство в штампах
Последним фактором, определяющим стоимость, является способ подачи крепежа в пресс. Объем производства диктует выбор оборудования, что полностью меняет трудозатраты на единицу продукции.
- Ручная печать (100 - 5 000 единиц): Оператор вручную укладывает лист, берет крошечный крепеж, вставляет его и запускает машину. Высокие трудозатраты, медленное время цикла (5-10 секунд на заклепку).
- Автоматический пресс с чашеобразной подачей (5 000 - 50 000 единиц): Машина использует вибрационную чашу для автоматической подачи крепежа в пуансон. Оператор перемещает металлический лист. Средние трудозатраты, быстрое время цикла (1-2 секунды на заклепку).
- In-Die Clinching (>50 000 единиц): Предельное объемное решение. Специализированная оснастка встроена непосредственно в штамп для прогрессивной штамповки. Когда большой механический пресс штампует форму из листового металла, он одновременно автоматически вбивает заклепки. Практически нулевые предельные трудозатраты, огромные капитальные затраты на оснастку.
Заключение
Заклепка под давлением - это не просто простая операция крепления. Это выбор технологического процесса, который влияет на прочность соединения, конструкцию детали, доступ к инструментам, стабильность производства, риск брака и общую стоимость сборки. При правильном подборе отверстия, материала, крепежа и установки можно получить прочное и повторяемое соединение без нагрева, деформации и дополнительных отделочных работ, которые часто возникают при сварке.
Работаете над сборкой из листового металла, где может потребоваться прессовая клепка? Пришлите нам ваш чертеж или 3D-файл. Наша команда может рассмотреть конструкцию отверстия, материал, выбор крепежа и метод производства, а затем помочь вам подтвердить, подходит ли прессовая клепка для вашей детали.