
La scelta tra saldatura MIG e TIG raramente è solo una decisione di saldatura. Nella produzione reale di lamiere, influisce sui costi di produzione, sui tempi di consegna, sull'aspetto della saldatura, sulla stabilità dell'assemblaggio e persino sulla quantità di rilavorazioni dopo la saldatura.
La saldatura MIG utilizza un'alimentazione a filo continuo per garantire velocità e facilità, rendendola ideale per materiali spessi e per la produzione di grandi volumi. La saldatura TIG impiega un elettrodo di tungsteno non consumabile per la massima precisione e controllo estetico su metalli sottili ed esotici. Scegliete il MIG per l'efficienza e il TIG per la lavorazione artigianale di alta qualità e complessità.
In definitiva, la scelta tra MIG e TIG non è una decisione da manuale di fisica. Si tratta di un rigoroso compromesso ingegneristico che bilancia la resa produttiva, l'aspetto estetico, il controllo termico e il costo unitario totale.
MIG e TIG risolvono priorità di produzione diverse
Non è possibile valutare MIG e TIG nel vuoto. In un ambiente di produzione reale, questi due processi svolgono ruoli strategici completamente diversi a seconda del volume, del materiale e dell'intento progettuale.
Velocità di produzione e di deposizione
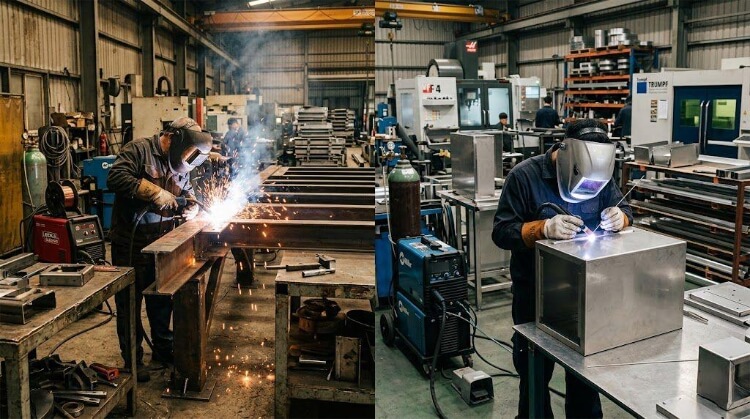
La saldatura MIG (Metal Inert Gas) è costruita per la velocità. Utilizza un filo continuo, azionato da un motore, che funge sia da elettrodo che da metallo d'apporto. Questa configurazione consente agli operatori di realizzare cordoni di saldatura continui con velocità di deposizione generalmente da due a quattro volte superiori rispetto al TIG manuale.
Grazie a questa velocità, il MIG è la scelta indiscussa per gli assemblaggi strutturali pesanti. Quando si fabbricano telai interni portanti o armadi elettrici classificati NEMA (tipicamente da 3 mm in su), la MIG mantiene i tempi di ciclo brevi e i prezzi dei pezzi altamente competitivi.
Controllo del calore di precisione
La saldatura TIG (Tungsten Inert Gas) funziona secondo una logica completamente diversa. Utilizza un elettrodo di tungsteno non consumabile per creare l'arco, mentre l'operatore alimenta manualmente la barra d'apporto.
Questo disaccoppiamento della fonte di calore dal materiale d'apporto conferisce all'operatore un'autorità assoluta sulla pozza di saldatura. Quando si saldano giunti miniaturizzati o si lavora in prossimità di Lavorato a CNC che non possono tollerare l'espansione termica, il TIG fornisce il controllo termico puntuale necessario per preservare il pezzo.
Qualità della saldatura a vista e la trappola della rettifica
Quando un pezzo è rivolto in avanti e la qualità estetica non è negoziabile, il TIG è lo standard del settore. Un operatore esperto può produrre un profilo di saldatura immacolato e privo di schizzi, che non richiede alcuna rettifica post-saldatura.
Il MIG, invece, genera microspruzzi e un cordone di saldatura in rilievo. Se un componente saldato in MIG, come ad esempio un pannello di un dispositivo medico rivolto verso la parte anteriore, richiede una finitura premium verniciata a polverePer ottenere una superficie a filo, sarà necessaria una notevole levigatura manuale.
In molti casi, il tempo risparmiato sulla linea di saldatura MIG viene interamente perso nella cabina di rettifica. Per i pezzi ad alto contenuto estetico, il processo TIG, più lento e privo di scorie, si traduce spesso in un costo unitario totale inferiore, perché elimina il lavoro di post-lavorazione.
Scala di produzione e transizioni di processo
I team di produzione più esperti raramente si fissano su un unico processo per l'intero ciclo di vita di un prodotto. Durante la fase di prototipazione rapida, il TIG è molto utilizzato perché richiede un'attrezzatura minima e consente una flessibilità ad alto dosaggio e basso volume.
Tuttavia, quando un ordine passa da 50 a 5.000 unità, le officine riprogettano attivamente i giunti per passare dal TIG manuale al MIG semiautomatico o robotico. Nelle custodie complesse, è comune l'uso di una saldatura ibrida: MIG sulle giunzioni strutturali interne per la velocità di produzione di massa e TIG esclusivamente per gli angoli esterni visibili.
Le lamiere sottili richiedono una migliore stabilità al calore
Saldare lamiere d'acciaio spesse è semplice. La saldatura di lamiere da 1 mm e 1,5 mm è l'ambito in cui le officine di fabbricazione dimostrano la loro competenza o falliscono completamente.
Rischio di bruciatura su calibri sottili
Quando un arco di saldatura intenso colpisce un bordo sottile, il metallo raggiunge istantaneamente il punto di fusione. Se l'apporto di calore è troppo elevato o la velocità di avanzamento è troppo bassa, l'arco vaporizzerà semplicemente il materiale di base, lasciando un buco.
La capacità del TIG di innescare e mantenere un arco a bassissimi amperaggi lo rende il processo più sicuro per i componenti di spessore sottile, come le custodie per elettronica in alluminio 5052 da 1,2 mm. Permette all'operatore di fondere delicatamente i bordi senza soffiare attraverso il materiale.
Distorsione termica e spostamento dell'assemblaggio
Il calore è nemico della planarità. Quando una saldatura si raffredda, il metallo fuso si contrae, trascinando con sé la sottile lamiera circostante. Questa distorsione termica (deformazione) è la causa principale dello scarto della lamiera, soprattutto in materiali come l'acciaio inossidabile 304.
Un pannello gravemente deformato perde la sua precisione dimensionale, il che significa che i fori di montaggio non saranno più allineati durante l'assemblaggio finale. La zona termicamente alterata (HAZ) concentrata e stretta del TIG riduce al minimo questo stress, mentre l'ampio profilo termico del MIG standard può facilmente deformare un pannello sottile in modo irreparabile.
Tolleranza agli interstizi e dipendenza dalla struttura
La saldatura di lamiere sottili richiede un accoppiamento perfetto. Se la piegatura a monte della pressa piegatrice è imprecisa e lascia uno spazio di 1 mm tra due lastre, la saldatura diventa esponenzialmente più difficile. L'arco morde i bordi esposti e li fonde, invece di colmare lo spazio.
Il TIG è molto sensibile a questo scarso adattamento. Per garantire la ripetibilità, gli ingegneri devono progettare giunti auto-localizzati (come quelli a linguetta e scanalatura). Inoltre, il passaggio alla produzione in serie richiede che l'officina investa in attrezzature di saldatura personalizzate per tenere i pezzi perfettamente aderenti prima di far scattare l'arco.
MIG a impulsi per la scalatura di lamiere sottili
Sebbene il TIG sia ideale per i metalli sottili, spesso è troppo lento e costoso per la produzione di massa. Per colmare questo divario, la produzione moderna si affida alla saldatura MIG a impulsi.
Questa tecnologia fa pulsare rapidamente la corrente di saldatura tra un picco elevato (per fondere il filo) e una bassa corrente di fondo (per mantenere stabile l'arco). Ciò consente a un'officina di ottenere i tassi di deposizione rapidi del MIG su alluminio o acciaio inossidabile da 1,5 mm, senza i gravi rischi di deformazione associati al MIG tradizionale a corto circuito.

Il tipo di materiale cambia la stabilità della saldatura
Non è possibile forzare gli stessi parametri di saldatura su metalli diversi e aspettarsi gli stessi risultati. La conducibilità termica, il punto di fusione e la chimica superficiale del materiale di base determinano direttamente quale processo di saldatura rimarrà stabile.
Caratteristiche dell'acciaio al carbonio e dell'acciaio inossidabile
La saldatura dell'acciaio al carbonio standard (come il Q235) è altamente tollerante. La saldatura MIG lo gestisce senza problemi, garantendo una penetrazione profonda, velocità di avanzamento e profili di cordone uniformi per lotti di grandi dimensioni.
L'acciaio inossidabile (come il 304 o il 316) è una storia completamente diversa. Trattiene il calore in modo aggressivo, rendendolo altamente suscettibile a gravi deformazioni e all'ossidazione della parte posteriore (nota come "sugaring"). Per gli involucri inossidabili sottili, il TIG è spesso obbligatorio.
Inoltre, per ottenere giunzioni di tipo medico o alimentare è necessario un back-purging, ovvero inondare l'interno del pezzo con gas argon per proteggere la parte posteriore della saldatura. Questo raddoppia il consumo di gas di protezione, un costo materiale nascosto che deve essere messo in conto nel preventivo.
Saldatura dell'alluminio e rimozione dell'ossido
L'alluminio è notoriamente difficile da saldare a causa della sua chimica. La superficie è ricoperta da un tenace strato di ossido che fonde a circa 2.000°C, mentre l'alluminio grezzo sottostante fonde ad appena 660°C.
In questo caso, il TIG (corrente alternata) è indispensabile per i pezzi di precisione. La corrente alternata rompe e pulisce fisicamente lo strato di ossido durante il ciclo, permettendo al metallo di base di fondersi in modo pulito.
Sebbene il MIG possa essere utilizzato per telai strutturali in alluminio spesso, il filo di alluminio morbido causa spesso inceppamenti nell'alimentazione. Per eseguire la MIG in alluminio in modo affidabile in produzione, l'officina deve investire in sistemi specializzati di pistole push-pull.
Gas schermante e fisica dell'arco
Il gas di schermatura non si limita a proteggere la pozza fusa, ma altera attivamente la fisica dell'arco.
Per la saldatura MIG dell'acciaio, la miscela Argon/CO2 (75/25) è standard. La CO2 genera un arco più profondo e caldo, mentre l'argon stabilizza gli spruzzi. Il TIG, invece, richiede quasi esclusivamente argon puro 100% per mantenere l'arco incontaminato e altamente focalizzato necessario per i lavori di lamiera.
Tempo di arco e tempo di ciclo totale: il costo nascosto della rettifica
Gli ingegneri spesso guardano un preventivo e pensano che il MIG sia più economico semplicemente perché la macchina funziona più velocemente. Ma nella fabbricazione professionale si calcola il costo totale unitario.
Tempo di accensione dell'arco rispetto al tempo di ciclo totale
Se si misura solo il "tempo di accensione dell'arco", il MIG vince sempre. Il materiale si deposita rapidamente e massimizza l'efficienza dei lotti in officina.
Tuttavia, il tempo dell'arco è solo una frazione del ciclo di produzione. Se una saldatura MIG veloce richiede un preriscaldamento complesso o introduce forti sollecitazioni termiche che richiedono un raddrizzamento meccanico post-saldatura, le ore di manodopera effettive per pezzo salgono alle stelle.
Pulizia delle saldature e trappola per rettifica
Questa è la trappola nascosta più comune nella determinazione del prezzo della lamiera. La saldatura MIG crea inevitabilmente microspruzzi e un cordone convesso in rilievo. Se il componente è destinato a una verniciatura a polvere di qualità superiore, la saldatura deve essere rettificata completamente a filo.
Nella fabbricazione di lamiere ad alta cosmesi, un minuto di saldatura MIG veloce può facilmente richiedere da tre a cinque minuti di rettifica manuale.
La manodopera necessaria per la levigatura e la preparazione della superficie fa passare in secondo piano il vantaggio iniziale in termini di velocità. Le saldature pulite e a filo del TIG evitano completamente questa strozzatura della levigatura.
Rilavorazioni, scarti e rischi per la qualità
Una saldatura rapida ed economica è inutile se non supera l'ispezione finale di qualità. Il calore eccessivo di una passata MIG aggressiva può deformare il telaio, rendendo impossibile l'allineamento dei componenti interni durante l'assemblaggio a valle.
La correzione di difetti estetici, l'eliminazione di porosità o la raddrizzatura meccanica di lastre deformate distruggono il flusso di produzione. Scegliere in anticipo un processo TIG più lento e stabile spesso evita costose restituzioni da parte dei clienti e protegge i tempi di consegna.
Manodopera qualificata e scalatura dei prezzi dei pezzi
La saldatura TIG richiede operatori altamente qualificati e pagati. Affidarsi al TIG manuale per gli ordini ad alto volume crea un grave collo di bottiglia per la manodopera, introduce variazioni dovute all'errore umano e mantiene artificialmente alto il prezzo del pezzo.
Per la produzione di massa, l'obiettivo ingegneristico è quasi sempre quello di passare al MIG robotizzato. Sebbene questo richieda un investimento iniziale NRE (Non-Recurring Engineering) in attrezzature di saldatura personalizzate, si ammortizza rapidamente.
L'automazione elimina il collo di bottiglia della manodopera specializzata e garantisce che il pezzo numero 5.000 sia identico al numero 1, riducendo notevolmente il prezzo del pezzo a lungo termine.

La selezione errata delle saldature crea problemi di produzione
Specificare un processo di saldatura sbagliato su un disegno di produzione non crea solo un pasticcio sul tavolo di saldatura, ma crea un effetto domino di fallimenti in tutta la produzione. Quando il processo non corrisponde all'intento progettuale del pezzo, il risultato è sempre un aumento della percentuale di scarti e una riduzione del budget.
Rifiuto di saldatura e linee fantasma
Quando gli standard estetici sono elevati, come nel dispositivi medici o di elettronica per i consumatori, una saldatura MIG disordinata è un rifiuto immediato del controllo qualità.
Anche se un'officina passa ore a smerigliare una saldatura MIG in piano, la smerigliatura aggressiva introduce segni abrasivi profondi. Inoltre, il calore eccessivo può causare un annerimento localizzato o la precipitazione di carburo nell'acciaio inossidabile. Quando poi il pezzo viene anodizzato o verniciato in modo sottile, queste "linee fantasma" e le tinte del calore si manifestano attraverso la finitura, rovinando la sensazione di qualità del prodotto.
Distorsione eccessiva e trappola dei costi irrecuperabili
La saldatura è in genere una delle fasi finali della fabbricazione della lamiera. Per questo motivo è il punto più costoso in cui commettere un errore.
Se si sceglie una saldatura MIG standard su un telaio in alluminio da 1,2 mm per risparmiare sui costi iniziali, l'ampia zona colpita dal calore (HAZ) deformerà violentemente il telaio. Quando il pezzo viene scartato a causa della distorsione termica, non si perde solo una cattiva saldatura. Si butta via il costoso taglio laser, la piegatura con presse piegatrici CNC e il tempo di lavorazione già impiegato per quel pezzo grezzo. Il preciso controllo termico del TIG protegge i vostri investimenti produttivi a monte.
Porosità, contaminazione e perdita di resistenza
La scelta di un processo MIG veloce senza una preparazione meticolosa della superficie, soprattutto sull'alluminio, intrappola sporco, oli e idrogeno all'interno del bagno di saldatura.
Questo crea porosità (fori interni) e una grave contaminazione della saldatura. Sebbene la saldatura possa sembrare accettabile in superficie, la resistenza della sezione trasversale interna è gravemente compromessa. Per i materiali portanti parentesi o di involucri sigillati ermeticamente, questa porosità nascosta porta a guasti meccanici catastrofici sul campo.
Ritardi nelle consegne e colli di bottiglia nella catena di fornitura
Ogni saldatura rifiutata significa che un pezzo va indietro nella linea di produzione. La rilavorazione di una saldatura difettosa, la smerigliatura, la pulizia del giunto e la risaldatura, richiede un tempo esponenzialmente più lungo rispetto alla saldatura corretta della prima volta.
Per il responsabile degli acquisti, questa inefficienza in officina si traduce direttamente in una mancata data di spedizione. Un preventivo di saldatura a basso costo che si traduce in un tasso di rilavorazione di 30% finisce per bloccare l'intera catena di fornitura e ritardare il time-to-market.
Tabella di confronto rapido tra saldatura MIG e TIG
Utilizzate questa matrice durante la fase di progettazione per la produzione (DFM) per valutare rapidamente quale processo si allinea alle vostre priorità di produzione.
| Priorità di ingegneria | Saldatura MIG (Metal Inert Gas) | Saldatura TIG (gas inerte di tungsteno) |
| Velocità di produzione | Veloce. L'alimentazione continua del filo consente di ottenere elevati volumi di produzione. | Lento. L'alimentazione manuale del riempimento riduce la velocità di produzione. |
| Controllo del calore | Ampia HAZ. Alto rischio di distorsione su materiali sottili. | Punto di riferimento. Eccellente controllo termico tramite pedale. |
| Qualità cosmetica | Fiera. Crea schizzi; richiede un'ampia rettifica manuale. | Premium. Aspetto di "pila di monete" senza scorie. |
| Rischio di rilavorazione | Alto su fogli sottili a causa di bruciature e deformazioni. | Basso, a condizione che il montaggio del giunto a monte sia perfetto. |
| Compatibilità con l'automazione | Alto. Facilmente integrabile in celle robotizzate ad alta velocità. | Basso. Difficile da automatizzare; si basa molto sul tocco umano. |
| Stabilità del foglio sottile | Povero. (a meno che non si utilizzi un'apparecchiatura MIG a impulsi specializzata). | Eccezionale. L'arco rimane stabile ad amperaggi estremamente bassi. |
| Dipendenza da manodopera qualificata | Moderato. È più facile addestrare gli operatori per i compiti ripetitivi. | Estremamente alto. Richiede anni di esperienza specialistica. |
| Costo complessivo di produzione | Basso costo delle materie prime, ma alti costi nascosti nella rettifica post-saldatura. | Costo elevato delle materie prime, ma non è necessaria alcuna preparazione della superficie post-saldatura. |
| Applicazioni tipiche | Staffe portanti pesanti, telai strutturali interni, armadi elettrici per grandi volumi. | Pannelli per dispositivi medici, involucri in alluminio a vista, componenti di precisione a tolleranza ristretta. |
Conclusione
Non esiste un processo di saldatura universalmente "superiore" nella fabbricazione delle lamiere. La scelta giusta dipende interamente dallo spessore del materiale, dalle esigenze estetiche e dal punto in cui il prodotto si trova attualmente nel suo ciclo di vita.
Un partner esperto di fabbricazione raramente forzerà un singolo metodo. Utilizzerà il TIG per perfezionare i primi prototipi e garantire l'eccellenza estetica. Poi, con l'aumentare del volume degli ordini, riprogetteranno i giunti, costruiranno attrezzature personalizzate e passeranno il lavoro pesante a celle MIG automatizzate per ridurre il costo unitario.
Siete pronti a ottimizzare la vostra produzione di lamiere? Non lasciate al caso la vostra strategia di produzione. In TZR, il nostro team di ingegneri mette a disposizione di ogni progetto oltre 10 anni di esperienza nella produzione di lamiere. Caricate oggi i vostri disegni CAD per una revisione completa del DFM.


