
La elección entre soldadura MIG y TIG rara vez es sólo una decisión de soldadura. En la producción real de chapas metálicas, afecta a los costes de fabricación, el plazo de entrega, el aspecto de la soldadura, la estabilidad del montaje e incluso la cantidad de retoques que se realizan después de la soldadura.
La soldadura MIG utiliza una alimentación de hilo continuo para mayor velocidad y facilidad, por lo que es ideal para materiales gruesos y producción de gran volumen. La soldadura TIG emplea un electrodo de tungsteno no consumible para obtener la máxima precisión y control estético en metales finos y exóticos. Elija MIG para la eficiencia y TIG para la alta calidad y la artesanía intrincada.
En última instancia, elegir entre MIG y TIG no es una decisión física de manual. Se trata de un estricto compromiso de ingeniería que equilibra el rendimiento de la producción, el aspecto estético, el control térmico y el coste unitario total.
MIG y TIG resuelven diferentes prioridades de producción
No se puede evaluar MIG y TIG en el vacío. En un entorno de fabricación real, estos dos procesos desempeñan funciones estratégicas totalmente distintas en función del volumen, el material y la intención del diseño.
Rendimiento y tasas de deposición
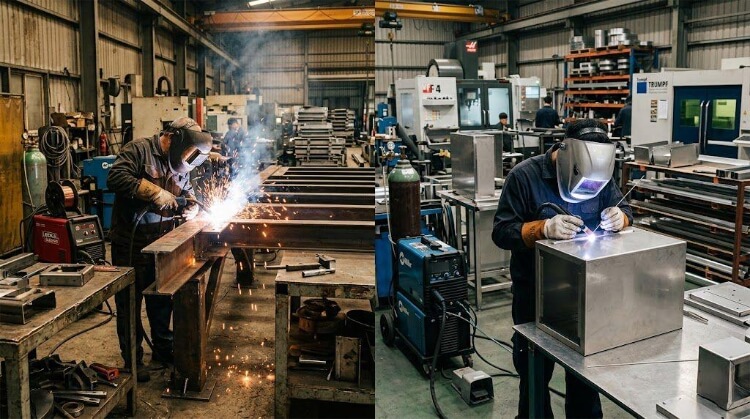
La soldadura MIG (gas inerte metálico) está diseñada para la velocidad. Utiliza un alimentador de hilo continuo accionado por motor que actúa como electrodo y como metal de aportación. Esta configuración permite a los operarios realizar cordones de soldadura continuos con tasas de deposición que suelen ser de dos a cuatro veces más rápidas que la soldadura TIG manual.
Debido a esta enorme velocidad, MIG es la elección indiscutible para ensamblajes estructurales pesados. Cuando se fabrican bastidores portantes internos o armarios eléctricos con clasificación NEMA (normalmente de 3 mm o más), MIG mantiene tiempos de ciclo cortos y precios por pieza muy competitivos.
Control preciso del calor
La soldadura TIG (gas inerte de tungsteno) funciona con una lógica completamente distinta. Utiliza un electrodo de tungsteno no consumible para crear el arco, mientras que el operario alimenta manualmente la varilla de relleno.
Este desacoplamiento de la fuente de calor del material de aportación proporciona al operario una autoridad absoluta sobre el charco de soldadura. Cuando se sueldan juntas en miniatura, o se trabaja cerca de piezas sensibles Mecanizado CNC características que no pueden tolerar la dilatación térmica, el TIG proporciona el control preciso del calor necesario para preservar la pieza de trabajo.
Calidad visible de la soldadura y la trampa de la rectificación
Cuando una pieza está orientada hacia delante y la calidad estética no es negociable, TIG es el estándar del sector. Un operario experto puede producir un perfil de soldadura prístino, sin salpicaduras y sin necesidad de rectificado posterior.
MIG, por el contrario, genera micro salpicaduras y un cordón de soldadura elevado. Si un componente soldado con MIG, como un panel de dispositivo médico orientado hacia delante, requiere un acabado con recubrimiento en polvo de alta calidadSi la superficie no está nivelada, será necesario rectificarla manualmente para conseguir una superficie enrasada.
En muchos casos, el tiempo ahorrado en la línea de soldadura MIG se pierde por completo en la cabina de rectificado. En el caso de piezas muy cosméticas, el proceso TIG, más lento y sin escoria, suele dar como resultado un coste unitario total más bajo, ya que elimina la extensa mano de obra posterior al proceso.
Escalado de la producción y transición de procesos
Los equipos de fabricación experimentados rara vez se encierran en un único proceso durante todo el ciclo de vida de un producto. Durante la fase de prototipado rápido, el TIG se utiliza mucho porque requiere un utillaje mínimo y permite una flexibilidad de gran mezcla y bajo volumen.
Sin embargo, cuando un pedido pasa de 50 a 5.000 unidades, los talleres rediseñan activamente las juntas para pasar de TIG manual a MIG semiautomático o robotizado. En armarios complejos, es habitual utilizar soldadura híbrida: MIG en las juntas estructurales internas para acelerar la producción en serie y TIG exclusivamente para las esquinas exteriores visibles.
Las chapas finas requieren mayor estabilidad térmica
Soldar chapas de acero gruesas es sencillo. La soldadura de chapas de 1 mm a 1,5 mm es donde los talleres de fabricación demuestran su pericia o fracasan por completo.
Riesgo de quemaduras en calibres finos
Cuando un arco de soldadura intenso golpea un borde delgado, el metal alcanza su punto de fusión instantáneamente. Si el aporte de calor es demasiado alto o la velocidad de desplazamiento demasiado lenta, el arco simplemente vaporizará el material base, dejando un agujero enorme.
La capacidad del TIG para iniciar y mantener un arco con amperajes muy bajos lo convierte en el proceso más seguro para componentes de calibre fino, como las cajas electrónicas de aluminio 5052 de 1,2 mm. Permite al operario fusionar los bordes suavemente sin soplar a través del material.
Distorsión térmica y desplazamiento de montaje
El calor es el enemigo de la planitud. Al enfriarse una soldadura, el metal fundido se contrae, arrastrando consigo la chapa fina circundante. Esta distorsión térmica (alabeo) es la principal causa de rechazo de chapas metálicas, especialmente en materiales como el acero inoxidable 304.
Un panel muy deformado pierde su precisión dimensional, lo que significa que los orificios de montaje ya no se alinearán durante el montaje final. La zona afectada por el calor (HAZ) concentrada y estrecha del TIG minimiza esta tensión, mientras que el amplio perfil térmico del MIG estándar puede deformar fácilmente un panel delgado sin posibilidad de reparación.
Tolerancia de huecos y dependencia de la fijación
La soldadura de chapas finas exige un ajuste perfecto. Si el plegado de la prensa plegadora anterior es impreciso y deja un hueco de 1 mm entre dos chapas, la soldadura se vuelve exponencialmente más difícil. El arco penetrará en los bordes expuestos y los fundirá en lugar de salvar el hueco.
El TIG es muy sensible a este mal ajuste. Para garantizar la repetibilidad, los ingenieros deben diseñar juntas de auto-ubicación (como los diseños de lengüeta y ranura). Además, pasar a la producción en serie requiere que el taller invierta en útiles de soldadura mecanizados a medida para sujetar las piezas perfectamente antes de disparar el arco.
Pulse MIG para el escalado de chapas finas
Aunque la soldadura TIG es ideal para metales finos, suele ser demasiado lenta y cara para la producción en masa. Para colmar esta laguna, la fabricación moderna recurre a la soldadura Pulse MIG.
Esta tecnología pulsa rápidamente la corriente de soldadura entre un pico alto (para fundir el hilo) y una corriente de fondo baja (para mantener el arco estable). Esto permite al taller alcanzar las rápidas tasas de deposición de MIG en aluminio o acero inoxidable de 1,5 mm, sin los graves riesgos de deformación asociados al MIG de cortocircuito tradicional.

El tipo de material cambia la estabilidad de la soldadura
No se pueden forzar los mismos parámetros de soldadura en metales diferentes y esperar los mismos resultados. La conductividad térmica, el punto de fusión y la química superficial del material base determinan directamente qué proceso de soldadura se mantendrá estable.
Características del acero al carbono y del acero inoxidable
La soldadura de acero al carbono estándar (como Q235) es muy flexible. La soldadura MIG la realiza sin esfuerzo, proporcionando una penetración profunda, velocidades de desplazamiento rápidas y perfiles de cordón uniformes en lotes de gran volumen.
El acero inoxidable (304 o 316) es una historia completamente diferente. Retiene el calor de forma agresiva, por lo que es muy susceptible a la deformación severa y la oxidación de la parte trasera (conocido como sugaring). Para las carcasas finas de acero inoxidable, la soldadura TIG suele ser obligatoria.
Además, para conseguir uniones de calidad médica o alimentaria es necesario purgar el interior de la pieza con gas argón para proteger la parte posterior de la soldadura. Esto duplica el consumo de gas de protección, un coste de material oculto que debe tenerse en cuenta en el presupuesto.
Soldadura de aluminio y eliminación de óxido
El aluminio es muy difícil de soldar debido a su composición química. La superficie está recubierta por una resistente capa de óxido que se funde a unos 2.000 °C, mientras que el aluminio bruto subyacente lo hace a solo 660 °C.
Aquí es donde el TIG AC (corriente alterna) es innegociable para las piezas de precisión. La corriente alterna rompe físicamente y limpia la capa de óxido durante el ciclo, permitiendo que el metal base se fusione limpiamente.
Aunque el MIG puede utilizarse para estructuras de aluminio grueso, el alambre de aluminio blando suele provocar atascos en la alimentación. Para que el MIG de aluminio funcione con fiabilidad en la producción, el taller debe invertir en sistemas especializados de pistolas de empuje y tracción.
Gas protector y física del arco
El gas de protección no se limita a proteger el baño de fusión, sino que altera activamente la física del arco.
Para la soldadura MIG de acero, la mezcla estándar es Argón/CO2 (75/25). El CO2 genera un arco más profundo y caliente, mientras que el argón estabiliza las salpicaduras. El TIG, sin embargo, requiere casi exclusivamente argón puro 100% para mantener el arco prístino y altamente concentrado necesario para el trabajo cosmético de chapa metálica.
Tiempo de arco frente a duración total del ciclo: el coste oculto del rectificado
Los ingenieros a menudo miran un presupuesto y asumen que MIG es más barato simplemente porque la máquina funciona más rápido. Pero en la fabricación profesional, calculamos el coste unitario total.
Tiempo de encendido del arco frente a la duración total del ciclo
Si sólo se mide el "tiempo de arco encendido", MIG siempre ganará. Coloca el material rápidamente y maximiza la eficiencia de los lotes en el taller.
Sin embargo, el tiempo de arco es sólo una fracción del ciclo de fabricación. Si una soldadura MIG rápida requiere un precalentamiento complejo o introduce tensiones térmicas graves que requieren un enderezamiento mecánico posterior a la soldadura, las horas de trabajo reales por pieza se dispararán.
Limpieza de soldaduras y la trampa de rectificado
Esta es la trampa oculta más común en la fijación de precios de las chapas metálicas. La soldadura MIG crea inevitablemente micro salpicaduras y un cordón elevado y convexo. Si el componente va a recibir un recubrimiento en polvo de alta calidad, la soldadura debe rectificarse completamente al ras.
En la fabricación de chapas metálicas de alta cosmética, un minuto de soldadura MIG rápida puede requerir fácilmente de tres a cinco minutos de amolado manual.
La mano de obra necesaria para el lijado y la preparación de la superficie eclipsa rápidamente la ventaja inicial de la velocidad. Las soldaduras TIG limpias y al ras evitan por completo este cuello de botella del lijado.
Retrabajos, rechazos y riesgos de calidad
Una soldadura rápida y barata no sirve de nada si no supera la inspección final de calidad. El calor excesivo de una pasada MIG agresiva puede deformar un chasis, imposibilitando la alineación de los componentes internos durante el montaje posterior.
Corregir defectos estéticos, rectificar porosidades o enderezar mecánicamente chapas alabeadas destruye el flujo de producción. La elección de un proceso TIG más lento y estable por adelantado suele evitar costosas devoluciones de clientes y proteger su calendario de entregas.
Mano de obra cualificada y escalado de precios por pieza
La soldadura TIG requiere operarios altamente cualificados y bien pagados. Confiar en la soldadura TIG manual para pedidos de gran volumen crea un grave cuello de botella de mano de obra, introduce variaciones por errores humanos y mantiene el precio por pieza artificialmente alto.
Para la producción en serie, el objetivo de ingeniería es casi siempre la transición a MIG robotizado. Aunque esto requiere una inversión inicial de ingeniería no recurrente en dispositivos de soldadura personalizados, se amortiza rápidamente.
La automatización elimina el cuello de botella de la mano de obra cualificada y garantiza que la pieza número 5.000 sea idéntica a la número 1, lo que reduce significativamente el precio por pieza a largo plazo.

La selección incorrecta de soldaduras crea problemas de producción
Especificar un proceso de soldadura incorrecto en un plano de fabricación no sólo crea un desorden en la mesa de soldadura; crea un efecto dominó de fallos en toda la planta de producción. Cuando el proceso no se ajusta a la intención de diseño de la pieza, el resultado es siempre un aumento de las tasas de desechos y presupuestos disparados.
Rechazo cosmético de soldaduras y líneas fantasma
Cuando el nivel estético es elevado, como en productos sanitarios o electrónica de consumo, una soldadura MIG sucia es un rechazo instantáneo del control de calidad.
Aunque un taller dedique horas a rectificar una soldadura MIG plana, el rectificado agresivo introduce marcas abrasivas profundas. Además, el calor excesivo puede provocar ennegrecimiento localizado o precipitación de carburos en el acero inoxidable. Cuando la pieza se anodiza o se pinta finamente, estas "líneas fantasma" y las manchas de calor se verán a través del acabado, arruinando la sensación de calidad del producto.
Distorsión excesiva y la trampa del coste hundido
La soldadura suele ser uno de los pasos finales en la fabricación de chapas metálicas. Esto hace que sea el lugar más caro para cometer un error.
Si especifica MIG estándar en un chasis de aluminio de 1,2 mm para ahorrar costes iniciales, la amplia zona afectada por el calor (HAZ) deformará violentamente el chasis. Cuando se desguaza esa pieza debido a la distorsión térmica, no sólo se pierde una soldadura defectuosa. Está tirando por la borda el costoso corte por láser, el plegado de la prensa plegadora CNC y el tiempo de mecanizado que ya se ha invertido en esa pieza en bruto. El preciso control térmico de TIG protege sus inversiones en fabricación.
Porosidad, contaminación y pérdida de resistencia
Elegir un proceso MIG rápido sin una preparación meticulosa de la superficie -especialmente en aluminio- atrapa suciedad, aceites e hidrógeno en el interior del baño de soldadura.
Esto crea porosidad (agujeros de alfiler internos) y una grave contaminación de la soldadura. Aunque la soldadura pueda parecer aceptable en la superficie, su resistencia transversal interna se ve gravemente comprometida. Para soportar cargas soportes o cajas herméticamente cerradas, esta porosidad oculta provoca fallos mecánicos catastróficos sobre el terreno.
Retrasos en las entregas y cuellos de botella en la cadena de suministro
Cada soldadura rechazada significa que una pieza retrocede en la línea de producción. Rehacer una soldadura defectuosa -desbastarla, limpiar la unión y volver a soldarla- lleva exponencialmente más tiempo que soldarla correctamente la primera vez.
Para el director de compras, esta ineficacia del taller se traduce directamente en el incumplimiento de las fechas de envío. Una oferta de soldadura barata que se traduce en una tasa de retrabajo 30% acabará por atascar toda la cadena de suministro y retrasar la salida al mercado.
Tabla comparativa rápida de soldadura MIG frente a TIG
Utilice esta matriz durante la fase de diseño para la fabricación (DFM) para evaluar rápidamente qué proceso se ajusta a sus prioridades de producción.
| Prioridad de ingeniería | Soldadura MIG (gas inerte metálico) | Soldadura TIG (gas inerte de tungsteno) |
| Velocidad de producción | Rápido. La alimentación continua del hilo permite un alto volumen de producción. | Lento. La alimentación manual de la llenadora reduce la velocidad de salida. |
| Control del calor | Amplio HAZ. Alto riesgo de distorsión en materiales finos. | Pinpoint. Excelente control térmico mediante pedal. |
| Calidad cosmética | Justo. Genera salpicaduras; requiere un amolado manual exhaustivo. | Premium. Aspecto de "pila de monedas de diez centavos" sin escoria. |
| Riesgo de reprocesamiento | Alto en láminas finas debido a quemaduras y deformaciones. | Bajo, siempre que el ajuste de la junta aguas arriba sea perfecto. |
| Compatibilidad de automatización | Alta. Se integra fácilmente en células robotizadas de alta velocidad. | Bajo. Difícil de automatizar; depende en gran medida del contacto humano. |
| Estabilidad de la lámina delgada | Pobre. (A menos que se utilicen equipos especializados Pulse MIG). | Sobresaliente. El arco permanece estable a amperajes extremadamente bajos. |
| Dependencia de la mano de obra cualificada | Moderado. Mayor facilidad para formar a los operarios en tareas repetitivas. | Extremadamente alta. Requiere años de experiencia especializada. |
| Coste global de fabricación | Bajo coste de la materia prima, pero elevados costes ocultos en el rectificado posterior a la soldadura. | Alto coste de la materia prima, pero sin necesidad de preparación de la superficie tras la soldadura. |
| Aplicaciones típicas | Soportes de carga pesada, bastidores estructurales internos, armarios eléctricos de gran volumen. | Paneles de dispositivos médicos, cajas de aluminio visto, componentes de precisión con tolerancias estrictas. |
Conclusión
No existe un proceso de soldadura universalmente "superior" en la fabricación de chapas metálicas. La elección correcta depende totalmente del grosor del material, de los requisitos estéticos y de la fase del ciclo de vida de fabricación en la que se encuentre el producto.
Un socio de fabricación experimentado rara vez forzará un único método. Utilizarán TIG para perfeccionar sus primeros prototipos y garantizar la excelencia estética. Después, a medida que aumente el volumen de pedidos, rediseñarán las juntas, construirán dispositivos personalizados y pasarán el trabajo pesado a células MIG automatizadas para reducir el coste unitario.
¿Está listo para optimizar su producción de chapas metálicas? No deje su estrategia de fabricación al azar. En TZR, nuestro equipo de ingenieros aporta más de 10 años de experiencia en la fabricación de chapas metálicas a cada proyecto. Cargue sus dibujos CAD hoy mismo para una revisión completa de DFM.


