
As industries demand tighter tolerances, smoother surfaces, and faster production, traditional stamping can no longer meet every need. Fine blanking has become a precision cutting method that combines the accuracy of machining with the speed of stamping.
This process creates parts with smooth, burr-free edges and consistent dimensions, often without the need for extra finishing. It plays an important role in automotive parts, electrical components, and industrial machinery, where both precision and efficiency matter.
In this article, we’ll explain what fine blanking is, how it differs from standard stamping, and why engineers and buyers are choosing it more often for high-precision parts.

What Is Fine Blanking?
Fine blanking is a high-precision metal forming process used to cut and shape sheet metal into parts with smooth, straight edges and tight tolerances.
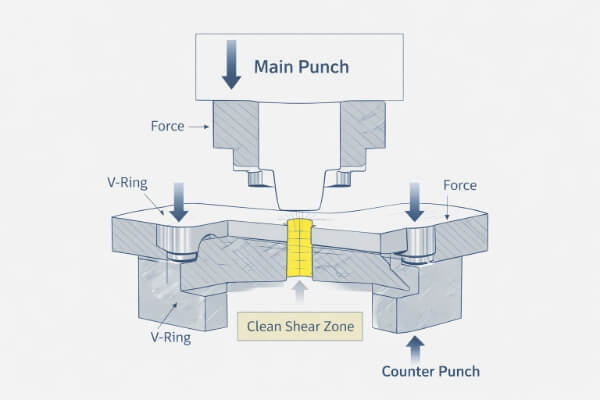
Before the cutting starts, the sheet is clamped firmly from both the top and bottom inside a fine blanking press. A V-shaped ring presses into the metal around the cutting zone, holding it securely in place. At the same time, a counter punch pushes upward from below, while the main punch moves downward from above.
The metal is compressed from all directions so tightly that it cannot bend, stretch, or tear. Instead, it is cleanly sheared through its entire thickness, producing a flat, burr-free edge that often needs no further finishing.
How Fine Blanking Differs from Traditional Stamping?
Both fine blanking and stamping use a punch and die to cut metal sheets. However, their mechanics, pressure control, and results are very different.
| Caratteristica | Traditional Stamping | Fine Blanking |
| Cutting mechanism | Shear + fracture | Full shear under compression |
| Die clearance | 5–10% of sheet thickness | 0.5–1% of sheet thickness |
| Edge surface | Rough, with fracture zone | Smooth, 100% sheared |
| Burr height | 0.05–0.2 mm | <0.01 mm |
| Dimensional accuracy | ±0.05–0.10 mm | ±0.01–0.03 mm |
| Post-processing | Often required | Usually not required |
Traditional stamping produces edges with visible fracture zones. Fine blanking, on the other hand, keeps the material under compression during cutting. This avoids cracks and ensures a completely smooth edge.
The Role of Triple-Action Pressure Control
Fine blanking relies on a triple-action press system, which applies force from three directions at the same time:
- Blank holder (V-ring) – clamps the sheet tightly and stops side movement.
- Counter punch – pushes upward to balance the punch force and prevent bulging.
- Main punch – moves downward to perform the full cut.
These combined forces keep the sheet under uniform compression. In this state, the material acts like a solid plastic mass, allowing it to shear cleanly without cracks.
When the setup is adjusted correctly, the result is a part with flatness under 0.05 mm and burr height below 10 microns—a level of precision that standard stamping cannot reach.
Surface Quality and Performance Benefits
The smooth edges from fine blanking offer more than just a neat look. They improve part performance in several ways:
- Better fit and assembly – parts align perfectly without gaps.
- Higher fatigue strength – no tiny cracks along the edges.
- Lower friction in moving parts – smoother surfaces reduce wear.
- Improved sealing – ideal for plates in hydraulic or pneumatic systems.
Step-by-Step: How Fine Blanking Works
The fine blanking process includes three main stages:
Clamping and Sealing
The blank holder locks the sheet in place to define the cutting area and prevent side movement.
Applying Counter Pressure
The counter punch pushes upward—usually 30–70% of the main punch’s force—to stabilize the sheet and ensure a clean shear.
Punching and Ejecting
The main punch cuts through the sheet fully. The finished piece is then pushed out smoothly with a clean edge.
Why Material Selection Defines Fine Blanking Success?
The success of fine blanking depends on both the machine setup and the material used. This process works by squeezing metal under very high pressure, so the material must be soft and ductile enough to deform smoothly without cracking.
| Tipo di materiale | Typical Thickness (mm) | Note |
| Low-carbon steel (C10–C20) | 1.0–10.0 | Easy to form, smooth edges, affordable |
| Stainless steel (304, 430) | 0.5–6.0 | Rust-resistant, needs higher cutting force |
| Aluminum alloys (5052, 6061) | 0.5–5.0 | Easy to cut, great for lightweight applications |
| Rame e ottone | 0.3–4.0 | Soft, conductive, needs clean lubrication |
The best material hardness is below HB 250. When working with high-strength steel, stress-relief heat treatment or servo-controlled presses can reduce cracking.
The Role of Grain Structure and Micro-Consistency
Fine blanking requires the metal to flow evenly when compressed. Metals with large grains or work-hardened surfaces resist this flow, which can lead to rough edges or tiny cracks.
- Cold-rolled or annealed sheets usually perform best.
- Hardened steels may need different tool shapes or surface coatings to avoid tool damage.
- Uneven microstructure can shift the cut line or reduce the smooth shear zone.
Design for Fine Blanking (DfFB): Practical Geometry Rules
Designing for fine blanking means helping the process run smoothly instead of pushing its limits. The part’s geometry affects die life, cutting stability, and surface finish quality.
1. Corner Radii
Avoid sharp corners. Use a minimum inside radius of 0.5 × sheet thickness to spread stress evenly and avoid cracks.
2. Hole Spacing and Edge Distance
Keep holes at least 1.5–2 × sheet thickness away from the nearest edge. This spacing prevents deformation and keeps pressure even.
3. Wall Thickness and Web Design
Maintain at least 1.5 × sheet thickness between nearby holes or thin sections. Thinner areas may bend or distort under pressure.
4. Burr Direction and Functional Faces
Even though fine blanking produces burrs smaller than 0.01 mm, it’s best to position the burr side away from sealing or assembly surfaces. This saves polishing time and improves performance.
5. Forming and Coining Integration
Fine blanking can also include light forming or coining in a single press stroke. Always design smooth transitions and curved features to lower tool stress.
Tolerances and Dimensional Planning
Fine blanking can repeatedly achieve tolerances of ±0.01–0.03 mm, depending on the sheet type and thickness. For very critical areas—like bearing holes or sliding parts—tolerances of ±0.01 mm are common. Flatness is usually within 0.05 mm for sheets up to 200 mm wide.
However, not every feature needs this level of precision. Overly tight tolerances increase tool wear and production cost without improving function. Designers should set tight tolerances only on key features and use looser ones elsewhere.
Recommended guideline:
- Critical fit areas → ±0.01 mm
- General shapes → ±0.05 mm
- Flatness → ≤ 0.05 mm
Why Tooling Defines Fine Blanking Precision?
In fine blanking, the die set is the core of precision. The press provides power and control, but it’s the tooling that ensures accuracy, consistency, and part quality.
Anatomy of a Fine Blanking Die
A fine blanking die is made up of several tightly fitted components that work together to control the cut:
- Punch and Die Insert – These are the main cutting tools, usually made from high-speed steel (HSS) or tungsten carbide and hardened to 60–64 HRC for long wear life.
- V-Ring (Clamping Ring) – This serrated ring presses into the sheet around the cutting edge, holding the material firmly to prevent side flow.
- Counter Punch – Pushes upward with 30–70% of the main punch’s force, keeping the metal stable and ensuring a clean shear.
- Guide Pillars and Bushings – Keep the top and bottom halves of the die perfectly aligned during each stroke.
- Ejector Pins – Push the finished part out smoothly without scratching or bending the edges.
Engineering Insight:
The clearance between the punch and die in fine blanking is only 0.5–1% of the sheet thickness. Standard stamping uses 5–10%. Reaching this accuracy requires fine grinding, lapping, and careful heat treatment.
Manufacturing and Maintenance of Fine Blanking Tools
Building a fine blanking die involves CNC machining, EDM cutting, precision grinding, and manual fitting to achieve micron-level tolerances. Critical surfaces are often polished to Ra 0.1 µm or better. After assembly, the tool is tested through several trial strokes to check pressure balance and edge quality.
Because fine blanking runs under high force, tools slowly wear with use. To maintain stable performance, each die follows a planned maintenance schedule based on stroke counts or material hardness.
Typical maintenance plan:
- Inspection: every 100,000–200,000 strokes
- Minor regrind: after 300,000–500,000 strokes
- Major overhaul or insert change: after 1–3 million strokes
With proper care and good lubrication, a fine blanking die can last over 5 million strokes. Many modern factories use digital stroke counters and wear sensors to track tool condition and plan maintenance ahead of time, reducing unexpected downtime.
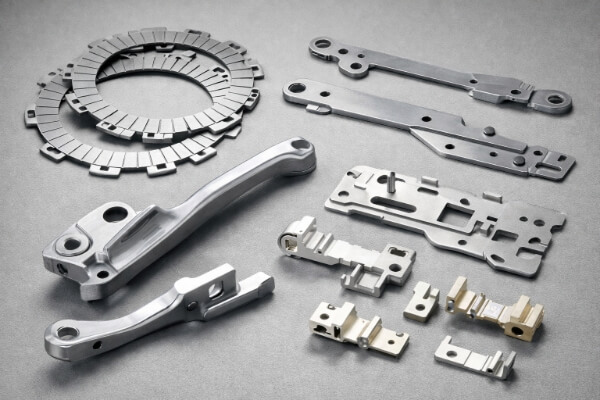
Where Fine Blanking Excels in Real-World Manufacturing?
Fine blanking has grown from a niche process into a key precision-cutting solution across multiple industries. It delivers clean edges, flat surfaces, and tight tolerances, making it ideal for metal components where surface quality directly affects performance.
Industria automobilistica
The automotive industry uses fine blanking more than any other sector. Many safety-critical parts rely on its ability to create smooth, burr-free surfaces with repeatable accuracy. Common examples include:
- Brake parts such as backing plates and levers, where smooth edges improve friction pad contact.
- Clutch plates and gear segments, which need precise tooth shapes and thickness control.
- Seat adjustment parts e locking systems, where dimensional consistency ensures long-term reliability.
- Steering and suspension components, where edge strength and flatness improve durability and safety.
Industrial and Electrical Equipment
In industrial and electrical manufacturing, fine blanking is often chosen for small, detailed parts that require tight fits or accurate contact surfaces. Examples include:
- Switch levers, terminal connectors, and relay plates that need reliable electrical performance.
- Hydraulic valve plates, where smooth, flat edges ensure proper sealing.
- Precision brackets and hinge parts for automation or assembly systems.
Emerging Applications in EVs and Medical Devices
New industries are finding value in fine blanking as designs become more compact and performance-driven.
- In electric vehicles, it’s used to make busbars, battery connection plates, and mounting supports, where conductivity and accuracy are crucial.
- In dispositivi medici, it enables implant parts, miniature brackets, and surgical tools with high surface finish and biocompatibility.
- In aerospace, fine blanking produces seat latches, locking frames, and lightweight brackets that combine strength, light weight, and tight dimensional control.
Advantages of Fine Blanking
Fine blanking bridges the gap between traditional stamping and precision machining. Its benefits include:
| Vantaggio | Descrizione |
| High Dimensional Accuracy | Typical tolerance of ±0.01–0.03 mm for perfect assembly fit. |
| Smooth, Burr-Free Edges | Nearly 100% shear zone removes the need for deburring or grinding. |
| Strong Edge Integrity | Compressive shearing avoids microcracks, improving fatigue life. |
| Consistent Repeatability | Stable clamping and die alignment ensure uniform parts across long runs. |
| Cost Efficiency in Volume | Eliminates extra machining steps, lowering total production cost. |
| Design Flexibility | Supports complex shapes and multiple levels in a single stroke. |
Limitations and Engineering Challenges
While fine blanking offers excellent precision, it’s not ideal for every situation. Knowing its limits helps engineers select the right method for each design.
High Tooling and Press Investment
Fine blanking presses are more complex, combining hydraulic and mechanical systems for triple-action control. The initial cost for setup and dies is higher than for standard stamping.
Material Hardness Limits
The process works best with ductile materials below HB 250. Harder steels can cause early tool wear or incomplete cuts. Modern servo presses and coated tools can handle tougher materials but at higher cost.
Thickness Constraints
Fine blanking is generally used for sheets up to 10 mm thick. Beyond that, keeping even counterpressure becomes difficult.
Less Flexible for Small Batches
Because dies are custom-built, fine blanking is most economical for medium or large production runs.
Skilled Setup and Maintenance Needed
Tool alignment, lubrication, and pressure control require trained operators. Poor setup can cause edge deformation or reduce tool life.
Conclusione
Fine blanking is more than a cutting method—it’s a precision manufacturing system that delivers accuracy, consistency, and cost control. By using compressive shearing and high-pressure tooling, it creates parts that match machining quality at the speed of stamping.
If your project needs tight tolerances, smooth edges, and reliable part consistency, fine blanking could be the right choice. Our engineering team can help you choose materials, refine your design, and develop a cost-effective tooling plan. Contattateci oggi stesso to review your project and explore fine blanking solutions tailored to your needs.
Domande frequenti
What material thickness works best for fine blanking?
Fine blanking typically handles sheet thicknesses from 0.5 mm to 10 mm, depending on the material and press capacity. Thin sheets (below 1 mm) can achieve very clean edges, while thicker plates require stronger presses and tighter counterpressure control.
How precise are fine-blanked parts compared to machined ones?
Fine blanking can achieve dimensional tolerances of ±0.01–0.03 mm, which is close to CNC machining accuracy. While machined parts may offer more flexibility in complex contours, fine blanked parts maintain this precision across high production volumes with minimal variation.
Which materials work best?
Materials that offer good ductility and fine grain structure perform best. Common choices include:
- Low-carbon steels (C10–C20) for general industrial and automotive parts.
- Stainless steels (304, 430) where corrosion resistance is needed.
- Aluminum alloys (5052, 6061) for lightweight applications.
- Rame e ottone for electrical and decorative parts.
How long does a fine blanking die last?
A high-quality fine blanking die can last 1–3 million strokes, and in well-maintained setups, even beyond 5 million strokes. Routine inspection and polishing of punch edges, proper lubrication, and consistent cleaning are essential.


