
Alors que les industries exigent des tolérances plus strictes, des surfaces plus lisses et une production plus rapide, l'estampage traditionnel ne peut plus répondre à tous les besoins. Le découpage fin est devenu une méthode de découpe de précision qui allie la précision de l'usinage à la rapidité de l'emboutissage.
Ce procédé permet de créer des pièces aux bords lisses et sans bavures et aux dimensions homogènes, souvent sans qu'il soit nécessaire de procéder à une finition supplémentaire. Il joue un rôle important dans les pièces automobiles, les composants électriques et les machines industrielles, où la précision et l'efficacité sont essentielles.
Dans cet article, nous expliquerons ce qu'est le découpage fin, en quoi il diffère de l'emboutissage standard et pourquoi les ingénieurs et les acheteurs le choisissent de plus en plus souvent pour les pièces de haute précision.

Qu'est-ce que le découpage fin ?
Le découpage fin est un procédé de formage du métal de haute précision utilisé pour découper et façonner la tôle en pièces aux bords droits et lisses et aux tolérances serrées.
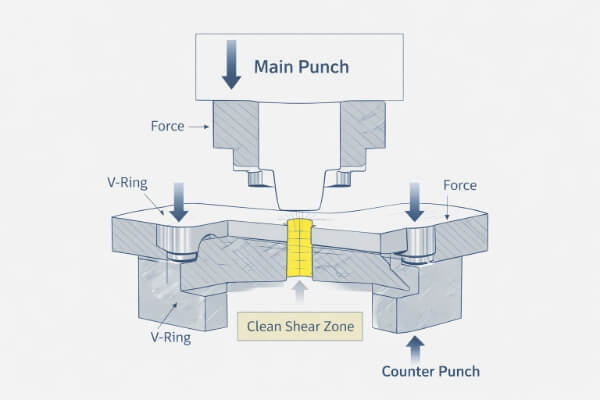
Avant le début de la découpe, la tôle est fermement serrée par le haut et le bas à l'intérieur d'une presse à découper fine. Un anneau en forme de V s'enfonce dans le métal autour de la zone de découpe et le maintient fermement en place. En même temps, un contre-poinçon pousse vers le haut à partir du bas, tandis que le poinçon principal se déplace vers le bas à partir du haut.
Le métal est comprimé dans toutes les directions de façon à ce qu'il ne puisse pas se plier, s'étirer ou se déchirer. Au lieu de cela, il est cisaillé proprement sur toute son épaisseur, produisant un bord plat et sans bavure qui ne nécessite souvent aucune autre finition.
La différence entre le découpage fin et le marquage traditionnel?
Le découpage fin et l'emboutissage utilisent tous deux un poinçon et une matrice pour découper des feuilles de métal. Cependant, leur mécanique, le contrôle de la pression et les résultats sont très différents.
| Fonctionnalité | Estampillage traditionnel | Découpage fin |
| Mécanisme de coupe | Cisaillement + fracture | Cisaillement complet sous compression |
| Dégagement de la matrice | 5-10% d'épaisseur de tôle | 0,5-1% de l'épaisseur de la tôle |
| Surface du bord | Rugueux, avec zone de fracture | Lisse, 100% cisaillé |
| Hauteur de la loupe | 0,05-0,2 mm | <0,01 mm |
| Précision dimensionnelle | ±0,05-0,10 mm | ±0,01-0,03 mm |
| Post-traitement | Souvent nécessaire | Généralement non requis |
Estampillage traditionnel produit des arêtes avec des zones de fracture visibles. Le découpage fin, en revanche, maintient le matériau sous compression pendant la coupe. Cela permet d'éviter les fissures et de garantir un bord parfaitement lisse.
Le rôle du contrôle de la pression à triple action
Le découpage fin repose sur un système de presse à triple action, qui applique une force dans trois directions à la fois :
- Support d'ébauche (anneau en V) - serre fermement la feuille et arrête les mouvements latéraux.
- Contre-attaque - pousse vers le haut pour équilibrer la force du poinçon et empêcher le gonflement.
- Poinçon principal - se déplace vers le bas pour effectuer la coupe complète.
Ces forces combinées maintiennent la feuille sous une compression uniforme. Dans cet état, le matériau se comporte comme une masse plastique solide, ce qui lui permet de se cisailler proprement sans fissures.
Lorsque la configuration est correctement réglée, le résultat est une pièce dont la planéité est inférieure à 0,05 mm et la hauteur de bavure inférieure à 10 microns - un niveau de précision que l'estampage standard ne peut pas atteindre.
Qualité de la surface et avantages en termes de performances
Les bords lisses du découpage fin offrent plus qu'un simple aspect soigné. Ils améliorent les performances des pièces de plusieurs façons :
- Meilleur ajustement et assemblage - Les pièces s'alignent parfaitement sans interstices.
- Résistance à la fatigue plus élevée - pas de petites fissures sur les bords.
- Réduction du frottement des pièces mobiles - des surfaces plus lisses réduisent l'usure.
- Amélioration de l'étanchéité - idéal pour les plaques dans les systèmes hydrauliques ou pneumatiques.
Étape par étape : Comment fonctionne la suppression fine ?
Le processus de découpage fin comprend trois étapes principales :
Serrage et étanchéité
Le porte-blanc bloque la feuille en place pour définir la zone de coupe et empêcher les mouvements latéraux.
Appliquer une contre-pression
Le contre-poinçon pousse vers le haut - généralement 30-70% de la force du poinçon principal - pour stabiliser la feuille et assurer un cisaillement net.
Poinçonnage et éjection
Le poinçon principal traverse entièrement la feuille. La pièce finie est ensuite poussée en douceur avec un bord propre.
Pourquoi la sélection des matériaux définit le succès du découpage fin?
La réussite du découpage fin dépend à la fois de la configuration de la machine et du matériau utilisé. Ce procédé consiste à presser le métal sous une pression très élevée. Le matériau doit donc être suffisamment souple et ductile pour se déformer en douceur sans se fissurer.
| Type de matériau | Épaisseur typique (mm) | Notes |
| Acier à faible teneur en carbone (C10-C20) | 1.0-10.0 | Facile à former, bords lisses, abordable |
| Acier inoxydable (304, 430) | 0.5-6.0 | Résistant à la rouille, nécessite une force de coupe plus élevée |
| Alliages d'aluminium (5052, 6061) | 0.5-5.0 | Facile à couper, idéal pour les applications légères |
| Cuivre et laiton | 0.3-4.0 | Doux, conducteur, nécessite une lubrification propre |
La dureté optimale du matériau est inférieure à HB 250. Lors de l'utilisation d'acier à haute résistance, un traitement thermique de détente ou des presses à servocommande peuvent réduire les fissures.
Le rôle de la structure des grains et de la micro-consistance
Le découpage fin exige que le métal s'écoule uniformément lorsqu'il est comprimé. Les métaux à gros grains ou les surfaces trempées résistent à cet écoulement, ce qui peut entraîner des bords rugueux ou de minuscules fissures.
- Tôles laminées à froid ou recuites sont généralement les plus performants.
- Aciers trempés peuvent nécessiter des formes d'outils ou des revêtements de surface différents pour éviter d'endommager l'outil.
- Microstructure irrégulière peut déplacer la ligne de coupe ou réduire la zone de cisaillement lisse.
Conception pour le découpage fin (DfFB) : Règles pratiques de géométrie
Concevoir un découpage fin signifie aider le processus à fonctionner en douceur plutôt que d'en repousser les limites. La géométrie de la pièce affecte la durée de vie de l'outil, la stabilité de la coupe et la qualité de la finition de la surface.
1. Rayons d'angle
Évitez les angles vifs. Utiliser un rayon intérieur minimal de 0,5 × l'épaisseur de la tôle pour répartir uniformément les contraintes et éviter les fissures.
2. Espacement des trous et distance des bords
Les trous doivent être distants d'au moins 1,5 à 2 fois l'épaisseur de la feuille par rapport au bord le plus proche. Cet espacement permet d'éviter les déformations et de maintenir une pression uniforme.
3. Épaisseur de la paroi et conception de l'âme
Maintenir une épaisseur de tôle d'au moins 1,5 × entre les trous proches ou les sections minces. Les zones plus minces risquent de se plier ou de se déformer sous l'effet de la pression.
4. Direction des bavures et faces fonctionnelles
Même si le découpage fin produit des bavures inférieures à 0,01 mm, il est préférable de placer le côté bavure à l'écart des surfaces d'étanchéité ou d'assemblage. Cela permet d'économiser du temps de polissage et d'améliorer les performances.
5. Intégration du formage et du monnayage
Le découpage fin peut également inclure un léger formage ou un monnayage en un seul coup de presse. Concevez toujours des transitions douces et des caractéristiques incurvées pour réduire les contraintes exercées sur l'outil.
Tolérances et planification dimensionnelle
Le découpage fin permet d'obtenir des tolérances de ±0,01-0,03 mm, en fonction du type et de l'épaisseur de la tôle. Pour les zones très critiques, comme les trous de roulement ou les pièces coulissantes, des tolérances de ±0,01 mm sont courantes. La planéité est généralement de l'ordre de 0,05 mm pour les tôles d'une largeur maximale de 200 mm.
Cependant, toutes les caractéristiques n'ont pas besoin de ce niveau de précision. Des tolérances trop strictes augmentent l'usure des outils et les coûts de production sans améliorer la fonction. Les concepteurs ne devraient fixer des tolérances serrées que pour les caractéristiques clés et utiliser des tolérances plus souples ailleurs.
Recommandation :
- Zones d'ajustement critiques → ±0,01 mm
- Formes générales → ±0,05 mm
- Planéité → ≤ 0,05 mm
Pourquoi l'outillage définit la précision du découpage fin?
Dans le découpage fin, le jeu de matrices est au cœur de la précision. La presse fournit la puissance et le contrôle, mais c'est l'outillage qui assure la précision, la cohérence et la qualité des pièces.
Anatomie d'une matrice de découpage fin
Une matrice de découpage fin est composée de plusieurs éléments étroitement ajustés qui travaillent ensemble pour contrôler la coupe :
- Insertion de poinçons et de matrices - Il s'agit des principaux outils de coupe, généralement fabriqués en acier rapide (HSS) ou en carbure de tungstène et trempés à 60-64 HRC pour une longue durée de vie.
- V-Ring (anneau de serrage) - Cette bague dentelée s'enfonce dans la feuille autour de l'arête de coupe, retenant fermement le matériau afin d'éviter tout écoulement latéral.
- Contre coup de poing - Pousse vers le haut avec 30-70% de la force du poinçon principal, maintenant le métal stable et assurant un cisaillement propre.
- Piliers et bagues de guidage - Maintenir les moitiés supérieure et inférieure de la matrice parfaitement alignées pendant chaque course.
- Goupilles d'éjection - Pousser la pièce finie vers l'extérieur en douceur, sans rayer ni plier les bords.
Aperçu de l'ingénierie :
Le jeu entre le poinçon et la matrice dans le découpage fin n'est que de 0,5-1% de l'épaisseur de la tôle. L'emboutissage standard utilise 5-10%. Pour atteindre cette précision, il faut procéder à un meulage fin, à un rodage et à un traitement thermique minutieux.
Fabrication et entretien des outils de découpage fin
La construction d'une matrice de découpage fin implique un usinage CNC, une découpe EDM, une rectification de précision et un ajustage manuel pour obtenir des tolérances de l'ordre du micron. Les surfaces critiques sont souvent polies pour obtenir un Ra de 0,1 µm ou mieux. Après l'assemblage, l'outil est testé par plusieurs coups d'essai pour vérifier l'équilibre de la pression et la qualité des arêtes.
Le découpage fin étant soumis à une force élevée, les outils s'usent lentement à l'usage. Pour maintenir des performances stables, chaque outil suit un programme d'entretien planifié basé sur le nombre de coups ou la dureté du matériau.
Plan d'entretien type :
- Inspection : tous les 100 000-200 000 accidents vasculaires cérébraux
- Rectification mineure : après 300 000-500 000 coups de fouet
- Révision majeure ou changement d'insert : après 1 à 3 millions de coups
Avec un entretien approprié et une bonne lubrification, une matrice de découpage fin peut durer plus de 5 millions de coups. De nombreuses usines modernes utilisent des compteurs de courses numériques et des capteurs d'usure pour suivre l'état de l'outil et planifier la maintenance à l'avance, réduisant ainsi les temps d'arrêt imprévus.
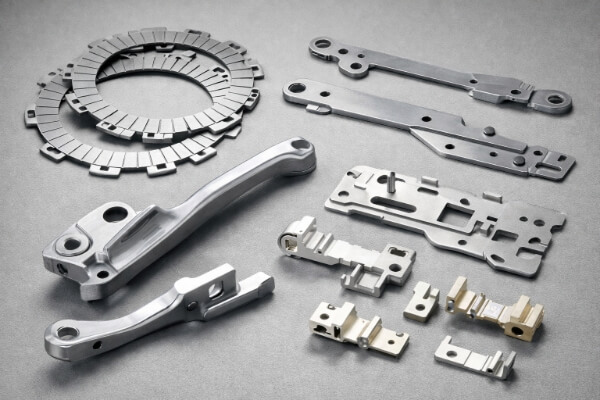
Où le découpage fin excelle dans la fabrication réelle?
Le découpage fin est passé d'un processus de niche à une solution clé de découpage de précision dans de nombreuses industries. Il permet d'obtenir des bords nets, des surfaces planes et des tolérances serrées, ce qui le rend idéal pour les composants métalliques dont la qualité de la surface influe directement sur les performances.
Industrie automobile
L'industrie automobile utilise le découpage fin plus que tout autre secteur. De nombreuses pièces critiques pour la sécurité dépendent de sa capacité à créer des surfaces lisses et sans bavures avec une précision reproductible. Les exemples les plus courants sont les suivants :
- Pièces de frein tels que les plaques d'appui et les leviers, où les bords lisses améliorent le contact du tampon de friction.
- Plateaux d'embrayage et segments d'engrenagequi nécessitent des formes de dents précises et un contrôle de l'épaisseur.
- Pièces de réglage du siège et systèmes de verrouillageoù la cohérence des dimensions garantit une fiabilité à long terme.
- Composants de la direction et de la suspensionoù la résistance des bords et la planéité améliorent la durabilité et la sécurité.
Équipements industriels et électriques
Dans la fabrication industrielle et électrique, le découpage fin est souvent choisi pour les petites pièces détaillées qui nécessitent des ajustements serrés ou des surfaces de contact précises. En voici quelques exemples :
- Leviers de commande, connecteurs de terminaux et plaques de relais qui ont besoin d'une performance électrique fiable.
- Plaques de valves hydrauliquesoù les bords lisses et plats garantissent une bonne étanchéité.
- Supports de précision et pièces de charnière pour les systèmes d'automatisation ou d'assemblage.
Applications émergentes dans les véhicules électriques et les dispositifs médicaux
De nouvelles industries trouvent de la valeur dans le découpage fin, car les conceptions deviennent plus compactes et plus performantes.
- En véhicules électriquesIl est utilisé pour fabriquer des barres omnibus, des plaques de connexion de batterie et des supports de montage, où la conductivité et la précision sont cruciales.
- En dispositifs médicauxIl permet d'obtenir des pièces d'implants, des supports miniatures et des outils chirurgicaux présentant une finition de surface et une biocompatibilité élevées.
- En aérospatialeLe découpage fin permet de produire des serrures de siège, des cadres de verrouillage et des supports légers qui allient résistance, légèreté et contrôle dimensionnel rigoureux.
Avantages du découpage fin
Le découpage fin comble le fossé entre l'emboutissage traditionnel et l'usinage de précision. Ses avantages sont les suivants
| Avantage | Description |
| Haute précision dimensionnelle | Tolérance typique de ±0,01-0,03 mm pour un ajustement parfait de l'assemblage. |
| Bords lisses, sans bavures | La zone de cisaillement proche de 100% élimine le besoin d'ébavurage ou de meulage. |
| Intégrité de l'arête forte | Le cisaillement compressif évite les microfissures, ce qui améliore la durée de vie en fatigue. |
| Répétabilité constante | La stabilité du serrage et de l'alignement des matrices garantit l'uniformité des pièces sur de longues séries. |
| Rentabilité en volume | Élimine les étapes d'usinage supplémentaires, réduisant ainsi le coût total de production. |
| Flexibilité de la conception | Prend en charge les formes complexes et les niveaux multiples d'un seul coup. |
Limites et défis techniques
Si le découpage fin offre une excellente précision, il n'est pas idéal dans toutes les situations. Connaître ses limites permet aux ingénieurs de choisir la bonne méthode pour chaque conception.
Investissement élevé dans l'outillage et les presses
Les presses de découpage fin sont plus complexes et combinent des systèmes hydrauliques et mécaniques pour une commande à triple action. Le coût initial de l'installation et des matrices est plus élevé que pour l'emboutissage standard.
Limites de dureté des matériaux
Le procédé fonctionne mieux avec les matériaux ductiles inférieurs à HB 250. Les aciers plus durs peuvent provoquer une usure précoce de l'outil ou des coupes incomplètes. Les servopresses modernes et les outils revêtus peuvent traiter des matériaux plus durs, mais à un coût plus élevé.
Contraintes d'épaisseur
Le découpage fin est généralement utilisé pour des feuilles d'une épaisseur allant jusqu'à 10 mm. Au-delà, il devient difficile de maintenir une contre-pression régulière.
Moins flexible pour les petits lots
Les matrices étant fabriquées sur mesure, le découpage fin est plus économique pour les moyennes et grandes séries.
L'installation et l'entretien doivent être effectués par des personnes qualifiées
L'alignement de l'outil, la lubrification et le contrôle de la pression requièrent des opérateurs formés. Un mauvais réglage peut entraîner une déformation des arêtes ou réduire la durée de vie de l'outil.
Conclusion
Le découpage fin est plus qu'une méthode de découpe : c'est un système de fabrication de précision qui offre précision, cohérence et maîtrise des coûts. En utilisant le cisaillement par compression et l'outillage à haute pression, il crée des pièces d'une qualité équivalente à celle de l'usinage à la vitesse de l'emboutissage.
Si votre projet nécessite des tolérances serrées, des bords lisses et une uniformité fiable des pièces, le découpage fin pourrait être le bon choix. Notre équipe d'ingénieurs peut vous aider à choisir les matériaux, à affiner votre conception et à élaborer un plan d'outillage rentable. Contactez-nous dès aujourd'hui pour étudier votre projet et explorer les solutions de découpage fin adaptées à vos besoins.
FAQ
Quelle est l'épaisseur de matériau la plus appropriée pour un découpage fin ?
Le découpage fin traite généralement des épaisseurs de tôle allant de 0,5 mm à 10 mm, en fonction du matériau et de la capacité de la presse. Les feuilles minces (moins de 1 mm) permettent d'obtenir des bords très nets, tandis que les plaques plus épaisses nécessitent des presses plus puissantes et un contrôle plus serré de la contre-pression.
Quelle est la précision des pièces découpées par rapport aux pièces usinées ?
Le découpage fin permet d'obtenir des tolérances dimensionnelles de ±0,01-0,03 mm, ce qui est proche de la précision de l'usinage CNC. Alors que les pièces usinées peuvent offrir une plus grande flexibilité dans les contours complexes, les pièces découpées avec précision conservent cette précision sur des volumes de production élevés avec une variation minimale.
Quels sont les matériaux les plus efficaces ?
Les matériaux qui offrent une bonne ductilité et une structure à grain fin sont les plus performants. Les choix les plus courants sont les suivants :
- Aciers à faible teneur en carbone (C10-C20) pour les pièces industrielles générales et les pièces automobiles.
- Aciers inoxydables (304, 430) où la résistance à la corrosion est nécessaire.
- Alliages d'aluminium (5052, 6061) pour les applications légères.
- Cuivre et laiton pour les pièces électriques et décoratives.
Quelle est la durée de vie d'une matrice de découpage fin ?
Une matrice de découpage fin de haute qualité peut durer de 1 à 3 millions de coups, et dans des installations bien entretenues, même au-delà de 5 millions de coups. L'inspection et le polissage réguliers des arêtes des poinçons, une lubrification appropriée et un nettoyage régulier sont essentiels.