
Поскольку в промышленности требуются более жесткие допуски, более гладкие поверхности и более быстрое производство, традиционная штамповка уже не может удовлетворить все потребности. Тонкая заготовка стала прецизионным методом резки, сочетающим в себе точность механической обработки и скорость штамповки.
Этот процесс позволяет создавать детали с ровными, без заусенцев краями и одинаковыми размерами, часто без необходимости дополнительной отделки. Он играет важную роль в производстве автомобильных деталей, электрических компонентов и промышленного оборудования, где важны точность и эффективность.
В этой статье мы расскажем, что такое тонкая штамповка, чем она отличается от стандартной штамповки и почему инженеры и покупатели все чаще выбирают ее для изготовления высокоточных деталей.

Что такое тонкое глушение?
Тонкая заготовка - это высокоточный процесс обработки металла, используемый для резки и формовки листового металла в детали с гладкими, прямыми краями и жесткими допусками.
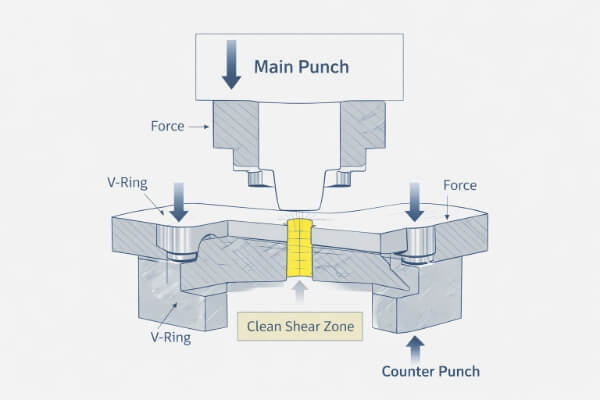
Перед началом резки лист плотно зажимается сверху и снизу в тонком заготовительном прессе. V-образное кольцо вдавливается в металл вокруг зоны резки, надежно удерживая его на месте. В то же время контрпуансон толкает снизу вверх, а основной пуансон движется сверху вниз.
Металл сжимается со всех сторон настолько плотно, что он не может согнуться, растянуться или порваться. Вместо этого он чисто срезается по всей толщине, образуя ровный, без заусенцев край, который часто не требует дополнительной обработки.
Чем отличается тонкая заготовка от традиционной штамповки?
И в тонкой заготовке, и в штамповке для резки металлических листов используются пуансон и штамп. Однако их механика, контроль давления и результаты сильно отличаются.
| Характеристика | Традиционная штамповка | Тонкая заготовка |
| Режущий механизм | Сдвиг + разрушение | Полный сдвиг при сжатии |
| Зазор в матрице | 5-10% толщина листа | 0,5-1% толщины листа |
| Краевая поверхность | Шероховатый, с зоной разлома | Гладкий, 100% обрезанный |
| Высота бурта | 0,05-0,2 мм | <0,01 мм |
| Точность размеров | ±0,05-0,10 мм | ±0,01-0,03 мм |
| Постобработка | Часто требуется | Обычно не требуется |
Традиционное тиснение При этом образуются кромки с видимыми зонами разрушения. Тонкая заготовка, напротив, держит материал в сжатом состоянии во время резки. Это позволяет избежать трещин и обеспечивает абсолютно гладкую кромку.
Роль тройного контроля давления
Тонкое глушение основывается на системе тройного прессования, которая прикладывает усилие с трех сторон одновременно:
- Держатель заглушки (V-образное кольцо) - плотно прижимает лист и останавливает боковое движение.
- Встречный удар - толкает вверх, чтобы уравновесить силу удара и предотвратить выпучивание.
- Главный удар - перемещается вниз, чтобы выполнить полный разрез.
Под действием этих сил лист равномерно сжимается. В таком состоянии материал ведет себя как твердая пластичная масса, позволяющая ему легко сдвигаться без трещин.
При правильной настройке установки в результате получается деталь с плоскостностью менее 0,05 мм и высотой заусенцев менее 10 микрон - уровень точности, которого не может достичь стандартная штамповка.
Качество поверхности и эксплуатационные характеристики
Гладкие кромки, получаемые при тонкой зачистке, обеспечивают не только аккуратный внешний вид. Они улучшают эксплуатационные характеристики деталей несколькими способами:
- Лучшая подгонка и сборка - детали выравниваются идеально, без зазоров.
- Повышенная усталостная прочность - без мелких трещин по краям.
- Снижение трения в движущихся частях - Более гладкие поверхности уменьшают износ.
- Улучшенное уплотнение - Идеально подходит для пластин в гидравлических и пневматических системах.
Шаг за шагом: как работает тонкое глушение
Процесс тонкого бланширования включает три основных этапа:
Зажимы и уплотнения
Держатель заготовок фиксирует лист на месте, определяя зону реза и предотвращая боковое смещение.
Оказание встречного давления
Контрпуансон толкает лист вверх - обычно 30-70% от силы главного пуансона - чтобы стабилизировать лист и обеспечить чистый срез.
Перфорирование и выталкивание
Главный пуансон полностью прорезает лист. Готовое изделие выталкивается ровно, с чистым краем.
Почему выбор материала определяет успех тонкой заготовки?
Успех тонкой заготовки зависит как от настройки станка, так и от используемого материала. Этот процесс происходит путем сдавливания металла под очень высоким давлением, поэтому материал должен быть достаточно мягким и пластичным, чтобы плавно деформироваться без образования трещин.
| Тип материала | Типичная толщина (мм) | Примечания |
| Низкоуглеродистая сталь (C10-C20) | 1.0-10.0 | Легко формируется, ровные края, доступная цена |
| Нержавеющая сталь (304, 430) | 0.5-6.0 | Устойчив к ржавчине, требует повышенного усилия резания |
| Алюминиевые сплавы (5052, 6061) | 0.5-5.0 | Легко режется, отлично подходит для легкого применения |
| Медь и латунь | 0.3-4.0 | Мягкий, проводящий, нуждается в чистой смазке |
Наилучшая твердость материала - ниже HB 250. При работе с высокопрочной сталью термообработка для снятия напряжения или прессование с сервоуправлением могут уменьшить образование трещин.
Роль зерновой структуры и микросопротивления
Тонкая заготовка требует, чтобы металл равномерно растекался при сжатии. Металлы с крупными зернами или закаленными поверхностями сопротивляются такому течению, что может привести к появлению неровных краев или мелких трещин.
- Холоднокатаные или отожженные листы обычно работают лучше всего.
- Закаленные стали может потребоваться инструмент другой формы или покрытие поверхности, чтобы избежать повреждения инструмента.
- Неравномерная микроструктура может сместить линию разреза или уменьшить зону плавного сдвига.
Дизайн для тонкой заготовки (DfFB): Практические правила геометрии
Проектирование для тонкой заготовки означает помощь в бесперебойном протекании процесса, а не в расширении его границ. Геометрия детали влияет на срок службы штампа, стабильность резки и качество обработки поверхности.
1. Радиусы углов
Избегайте острых углов. Используйте минимальный внутренний радиус 0,5 × толщина листа, чтобы равномерно распределить нагрузку и избежать трещин.
2. Расстояние между отверстиями и расстояние между краями
Располагайте отверстия на расстоянии не менее 1,5-2 × толщины листа от ближайшего края. Такое расстояние предотвращает деформацию и обеспечивает равномерное давление.
3. Толщина стенок и конструкция полотна
Между близлежащими отверстиями или тонкими участками толщина листа должна составлять не менее 1,5 ×. Более тонкие участки могут прогибаться или деформироваться под давлением.
4. Направление бура и функциональные грани
Несмотря на то что при тонкой зачистке образуются заусенцы размером менее 0,01 мм, лучше всего располагать сторону с заусенцами подальше от уплотнительных или сборочных поверхностей. Это экономит время полировки и повышает производительность.
5. Интеграция формовки и чеканки
Тонкая заготовка может также включать легкую формовку или чеканку за один ход пресса. Всегда разрабатывайте плавные переходы и изогнутые элементы, чтобы снизить нагрузку на инструмент.
Допуски и планирование размеров
При тонкой заготовке можно достичь допусков ±0,01-0,03 мм, в зависимости от типа и толщины листа. Для очень ответственных участков - например, отверстий под подшипники или скользящих деталей - обычно используются допуски ±0,01 мм. Плоскостность обычно находится в пределах 0,05 мм для листов шириной до 200 мм.
Однако не все детали требуют такой точности. Слишком жесткие допуски увеличивают износ инструмента и стоимость производства без улучшения функциональности. Конструкторы должны устанавливать жесткие допуски только на ключевые элементы, а в других местах использовать более слабые.
Рекомендуемые рекомендации:
- Критические зоны посадки → ±0,01 мм
- Общие формы → ±0,05 мм
- Плоскостность → ≤ 0,05 мм
Почему оснастка определяет точность заготовок?
При тонкой заготовке набор штампов является основой точности. Пресс обеспечивает мощность и управление, но именно оснастка гарантирует точность, согласованность и качество деталей.
Анатомия тонкого заготовительного штампа
Тонкий заготовительный штамп состоит из нескольких плотно подогнанных друг к другу компонентов, которые работают вместе, чтобы контролировать резку:
- Вставка для пуансонов и штампов - Это основные режущие инструменты, обычно изготовленные из быстрорежущей стали (HSS) или карбида вольфрама и закаленные до 60-64 HRC для обеспечения длительного срока службы.
- V-кольцо (зажимное кольцо) - Это зубчатое кольцо вдавливается в лист вокруг режущей кромки, плотно удерживая материал, чтобы предотвратить боковой поток.
- Встречный удар - Толкает вверх с усилием 30-70% от силы главного пуансона, удерживая металл в стабильном положении и обеспечивая чистый срез.
- Направляющие стойки и втулки - Следите за тем, чтобы верхняя и нижняя половинки штампа были идеально выровнены во время каждого хода.
- Выталкивающие штифты - Выталкивайте готовую деталь плавно, не царапая и не загибая края.
Инженерный взгляд:
Зазор между пуансоном и штампом при тонкой штамповке составляет всего 0,5-1% от толщины листа. При стандартной штамповке используется 5-10%. Достижение такой точности требует тонкой шлифовки, притирки и тщательной термообработки.
Производство и обслуживание инструментов для тонкой зачистки
Изготовление тонкой заготовительной матрицы включает в себя обработку на станках с ЧПУ, резку электроэрозионным способом, прецизионную шлифовку и ручную подгонку для достижения микронных допусков. Критические поверхности часто полируются до Ra 0,1 мкм или лучше. После сборки инструмент проходит несколько пробных ходов для проверки баланса давления и качества кромок.
Поскольку тонкая заготовка выполняется под большим усилием, инструменты постепенно изнашиваются в процессе эксплуатации. Для поддержания стабильной работы каждый штамп следует плановому графику обслуживания, основанному на количестве ходов или твердости материала.
Типовой план технического обслуживания:
- Осмотр: каждые 100 000-200 000 инсультов
- Незначительная шлифовка: после 300 000-500 000 ударов
- Капитальный ремонт или замена вставки: после 1-3 миллионов ударов
При надлежащем уходе и хорошей смазке штамп для тонкой заготовки может прослужить более 5 миллионов ходов. На многих современных заводах используются цифровые счетчики ходов и датчики износа для отслеживания состояния инструмента и заблаговременного планирования технического обслуживания, что сокращает время непредвиденных простоев.
Где тонкая зачистка превосходит реальное производство?
Тонкая зачистка из нишевого процесса превратилась в ключевое решение для прецизионной резки во многих отраслях промышленности. Она обеспечивает чистые края, плоские поверхности и жесткие допуски, что делает ее идеальной для металлических деталей, где качество поверхности напрямую влияет на производительность.
Автомобильная промышленность
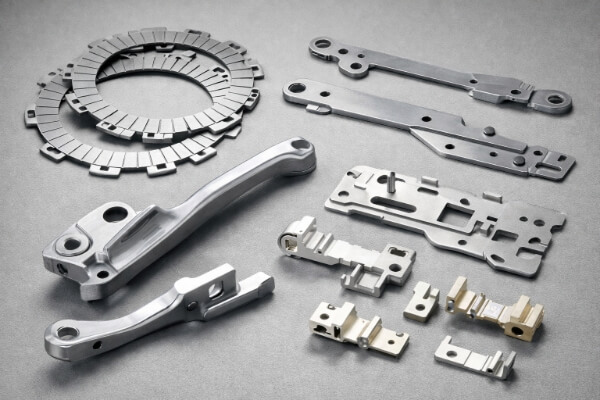
В автомобильной промышленности тонкая зачистка используется чаще, чем в любой другой отрасли. Многие критически важные для безопасности детали зависят от ее способности создавать гладкие, без заусенцев поверхности с повторяющейся точностью. К числу распространенных примеров относятся:
- Детали тормозов например, опорные пластины и рычаги, где гладкие края улучшают контакт с фрикционными накладками.
- Диски сцепления и сегменты шестеренкоторые требуют точной формы зубьев и контроля толщины.
- Детали для регулировки сиденья и запирающие системыВ этом случае стабильность размеров обеспечивает долговременную надежность.
- Компоненты рулевого управления и подвескиПрочность и плоскостность кромок повышают долговечность и безопасность.
Промышленное и электрическое оборудование
В промышленном и электротехническом производстве тонкая заготовка часто используется для изготовления мелких деталей, требующих плотного прилегания или точных контактных поверхностей. Примеры включают:
- Рычаги переключателей, клеммные разъемы и пластины реле для которых необходима надежная работа электрооборудования.
- Пластины гидравлических клапановГладкие и ровные края обеспечивают надежную герметизацию.
- Прецизионные кронштейны и детали шарниров для систем автоматизации или сборки.
Новые применения в электромобилях и медицинских приборах
Новые отрасли промышленности находят преимущества в тонкой заготовке, поскольку конструкции становятся все более компактными и ориентированными на производительность.
- На сайте электромобилиИз него изготавливают шины, пластины для подключения аккумуляторов и монтажные опоры, где очень важны проводимость и точность.
- На сайте медицинские приборыОн позволяет создавать детали имплантатов, миниатюрные кронштейны и хирургические инструменты с высокой чистотой поверхности и биосовместимостью.
- На сайте аэрокосмическая промышленностьИз тонких заготовок получаются защелки для сидений, запорные рамки и легкие кронштейны, сочетающие в себе прочность, малый вес и строгий контроль размеров.
Преимущества тонкой заготовки
Тонкая штамповка позволяет преодолеть разрыв между традиционной штамповкой и прецизионной механической обработкой. Ее преимущества включают:
| Преимущество | Описание |
| Высокая точность измерений | Типичный допуск ±0,01-0,03 мм для идеальной подгонки. |
| Гладкие края без заусенцев | Почти 100% зона сдвига устраняет необходимость в снятии заусенцев или шлифовании. |
| Целостность сильной кромки | Сжатие при сдвиге позволяет избежать микротрещин, что повышает усталостную прочность. |
| Постоянная повторяемость | Стабильный прижим и выравнивание штампа обеспечивают однородность деталей при больших тиражах. |
| Эффективность затрат в объеме | Устранение дополнительных этапов обработки, что снижает общую стоимость производства. |
| Гибкость конструкции | Поддерживает сложные формы и несколько уровней одним движением. |
Ограничения и технические проблемы
Хотя тонкая заготовка обеспечивает превосходную точность, она не является идеальным решением в любой ситуации. Знание его пределов помогает инженерам выбрать правильный метод для каждой конструкции.
Высокие инвестиции в оснастку и прессование
Прессы для тонкой штамповки более сложны, в них сочетаются гидравлические и механические системы для управления тройным действием. Первоначальные затраты на установку и штампы выше, чем при стандартной штамповке.
Пределы твердости материала
Процесс лучше всего работает с вязкими материалами ниже HB 250. Более твердые стали могут привести к раннему износу инструмента или неполному резу. Современные сервопрессы и инструменты с покрытием могут работать с более твердыми материалами, но это требует больших затрат.
Ограничения по толщине
Тонкая заготовка обычно используется для листов толщиной до 10 мм. При превышении этого значения поддержание равномерного противодавления становится затруднительным.
Менее гибкий для небольших партий
Поскольку штампы изготавливаются на заказ, тонкая заготовка наиболее экономична для средних и крупных партий продукции.
Требуется квалифицированная настройка и обслуживание
Для выравнивания инструмента, смазки и контроля давления требуются квалифицированные операторы. Неправильная настройка может привести к деформации кромок или сократить срок службы инструмента.
Заключение
Тонкая заготовка - это не просто метод резки, а система прецизионного производства, обеспечивающая точность, стабильность и контроль затрат. Благодаря использованию сжимающего среза и инструмента высокого давления она позволяет создавать детали, соответствующие качеству механической обработки, со скоростью штамповки.
Если ваш проект требует жестких допусков, гладких кромок и надежной согласованности деталей, то тонкая заготовка может стать правильным выбором. Наша команда инженеров поможет вам выбрать материалы, уточнить конструкцию и разработать экономически эффективный план оснастки. Свяжитесь с нами сегодня для рассмотрения вашего проекта и поиска решений по тонкой зачистке с учетом ваших потребностей.
Вопросы и ответы
Какая толщина материала лучше всего подходит для тонкой заготовки?
Тонкая заготовка обычно обрабатывает листы толщиной от 0,5 мм до 10 мм, в зависимости от материала и мощности пресса. На тонких листах (менее 1 мм) можно получить очень чистые края, в то время как для более толстых листов требуются более мощные прессы и более жесткий контроль противодавления.
Насколько точными являются детали с тонкой обработкой по сравнению с механически обработанными?
Тонкая заготовка позволяет достичь допусков на размеры ±0,01-0,03 мм, что близко к точности обработки на станках с ЧПУ. В то время как обработанные детали могут обеспечить большую гибкость при создании сложных контуров, детали с тонкой заготовкой сохраняют эту точность при больших объемах производства с минимальными отклонениями.
Какие материалы лучше всего подходят?
Лучше всего подходят материалы, обладающие хорошей пластичностью и мелкозернистой структурой. Обычно выбирают такие материалы, как:
- Низкоуглеродистые стали (C10-C20) для общепромышленных и автомобильных деталей.
- Нержавеющие стали (304, 430) там, где необходима коррозионная стойкость.
- Алюминиевые сплавы (5052, 6061) для легких приложений.
- Медь и латунь для электрических и декоративных деталей.
Как долго служат тонкие заготовительные штампы?
Высококачественный штамп для тонкой заготовки может прослужить 1-3 миллиона ходов, а при хорошем обслуживании - и более 5 миллионов ходов. Важное значение имеют регулярный осмотр и полировка кромок пуансона, надлежащая смазка и постоянная очистка.