
Нержавеющая сталь хорошо известна своей устойчивостью к ржавчине и коррозии. Но даже самые лучшие сплавы могут потерять часть этой защиты после обработки, сварки или полировки. Эти действия могут оставить после себя крошечные частицы железа или следы нагрева, которые ослабляют поверхность. Вот тут-то и становится важна пассивация. Это химический процесс, который восстанавливает и укрепляет естественный защитный слой нержавеющей стали.
Пассивация не просто очищает металл. Это точная обработка, которая напрямую влияет на срок службы деталей из нержавеющей стали в реальных условиях. От медицинских инструментов до морских деталей - пассивированные поверхности дольше остаются чистыми, лучше противостоят коррозии и отвечают более строгим стандартам качества.

Что такое пассивированная нержавеющая сталь?
Пассивация - это химический процесс, повышающий коррозионную стойкость нержавеющей стали. Он удаляет свободное железо и помогает сформировать на поверхности оксидную пленку с высоким содержанием хрома. Этот процесс не добавляет покрытие и не изменяет размер детали. Вместо этого он корректирует поверхность таким образом, чтобы кислород мог вступать в реакцию с хромом в сплаве, образуя тонкий, невидимый оксидный слой, обычно толщиной 1-5 нанометров.
Этот слой служит барьером, не позволяющим влаге и химическим веществам проникать в основной металл. Его лучшая особенность заключается в том, что он может самовосстанавливаться. При царапинах обнаженный хром вступает в реакцию с кислородом, восстанавливая защитную пленку. Вот почему хорошо пассивированная нержавеющая сталь может служить годами, не ржавея.
Как работает процесс?
Пассивация включает в себя два основных действия - очистку и окисление.
- На этапе очистки с помощью контролируемых кислотных растворов удаляются масла, пыль от механической обработки и частицы железа.
- Этап окисления происходит естественным образом, когда хром вступает в реакцию с кислородом, восстанавливая защитную пленку.
Почему нержавеющая сталь нуждается в пассивации?
Даже самые высококачественные сплавы теряют защиту в процессе производства. Узнайте, как производственные загрязнения ослабляют коррозионную стойкость и почему химическое восстановление - ключ к долговечности.
Загрязнение поверхности при изготовлении
Даже высококачественная нержавеющая сталь может быть загрязнена в процессе производства. Такие процессы, как шлифовка, резка, и сварка могут оставлять следы углеродистой стали или создавать тепловые оттенки. Впоследствии на этих участках могут появиться пятна ржавчины при воздействии воздуха или влаги.
Например, деталь из нержавеющей стали 304L может выглядеть идеально после сварки, но если сварной шов не очищен и не пассивирован, она может заржаветь всего за 48 часов во время испытаний в соляном тумане. Это не дефект металла - это проблема химического состава поверхности.
Восстановление защитного слоя хрома
Пассивация очищает поверхность и восстанавливает баланс хрома и железа. Когда уровень хрома как минимум в 1,5 раза выше, чем железа, поверхность становится гораздо более устойчивой к коррозии.
В исследованиях ASTM A380 пассивированная нержавеющая сталь 316L продержалась более 96 часов в соляном тумане без ржавчины, в то время как необработанные образцы обесцвечивались в течение одного дня. Эта разница имеет решающее значение в пищевой, медицинской и фармацевтической промышленности, где требуются чистые и прочные поверхности.
Химические методы и технологические этапы
Пассивация основывается на тщательно сбалансированной химии и контроле процесса. Здесь мы расскажем о распространенных кислотах, рабочих процессах и параметрах, которые обеспечивают надежную защиту поверхности.
Распространенные пассивирующие кислоты
Для пассивации нержавеющей стали используются два основных химических вещества - азотная и лимонная кислота.
- Пассивация азотной кислотой: В этом традиционном методе используются сильные окислители для удаления свободного железа и восстановления оксидной пленки. Он работает быстро и соответствует старым стандартам, таким как AMS 2700 Type II. Однако при этом выделяются газы оксида азота (NOx), и для безопасности требуется сильная вентиляция.
- Пассивация лимонной кислотой: Это более новый и экологически чистый метод. В нем используется лимонная кислота для мягкого связывания и удаления частиц железа без токсичных испарений. Согласно стандарту ASTM A967 Type VI, лимонная кислота позволяет сократить расходы на утилизацию отходов до 70%, сохраняя при этом такую же коррозионную стойкость, как и азотная кислота.
Поскольку все больше заводов уделяют внимание безопасности и защите окружающей среды, пассивация лимонной кислотой становится предпочтительным выбором.
Типичный рабочий процесс
- Предварительная очистка и обезжиривание: Удалите масло, жир и частицы с помощью щелочных очистителей или ультразвуковых резервуаров.
- Погружение в кислоту: Замочите детали в азотной или лимонной кислоте на 20-30 минут при температуре 25-60°C, в зависимости от сплава.
- Ополаскивание и нейтрализация: Промойте деионизированной водой и используйте мягкий щелочной ополаскиватель, чтобы нейтрализовать остатки кислоты.
- Сушка и проверка: Высушите детали и проверьте чистоту и ровность поверхности.
Каждый фактор - сила кислоты, температура и время замачивания - должен тщательно контролироваться. Короткое время может оставить следы железа, а длительное - потускнить поверхность. Автоматизированные системы с контролем pH и температуры позволяют держать процесс в безопасных пределах.
Основные параметры и стандарты процесса
На качество пассивации влияют три фактора:
- Температура: Более высокая температура ускоряет реакцию, но может потускнеть поверхность.
- Концентрация кислоты: Обычно 10-25% азотной или 4-10% лимонной, в зависимости от сорта.
- Время: Обычно 15-45 минут, этого достаточно, чтобы обеспечить равномерный защитный слой.
Для обеспечения качества инженеры используют такие стандарты, как ASTM A967, ASTM A380 и AMS 2700. В них определены разрешенные кислоты, время выдержки и методы испытаний.
Микроструктура и химия поверхности
Пассивация преобразует нержавеющую сталь на микроскопическом уровне. В этом разделе рассматривается, как слой оксида хрома формируется, адаптируется и поддерживает самовосстанавливающуюся коррозионную стойкость.
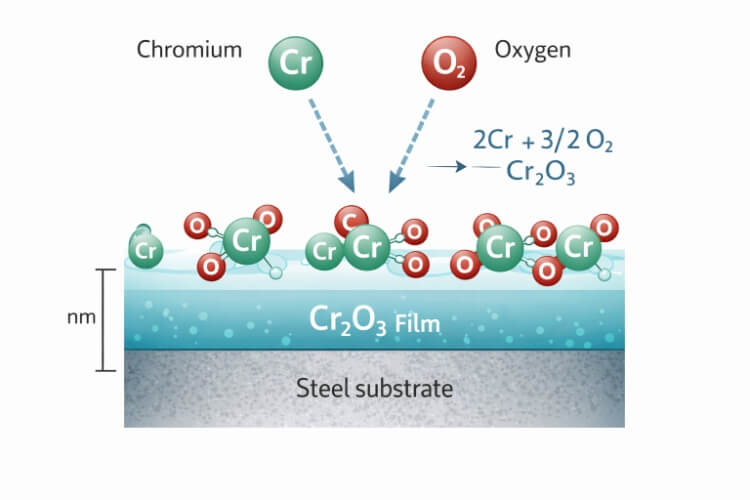
Формирование пассивной пленки
В основе коррозионной стойкости нержавеющей стали лежит очень тонкий слой, называемый оксидной пленкой хрома (Cr₂O₃). Когда нержавеющая сталь подвергается пассивации, хром в сплаве вступает в реакцию с кислородом, образуя этот слой. Хотя его толщина составляет всего 1-5 нанометров, он чрезвычайно плотный и стабильный. Эта невидимая пленка защищает основной металл от воздействия кислорода, влаги и хлоридов.
В отличие от чешуйчатой ржавчины (Fe₂O₃), которая появляется на углеродистой стали, оксид хрома не реагирует и восстанавливается самостоятельно. При появлении царапин новый хром у поверхности вступает в реакцию с кислородом и практически мгновенно восстанавливает слой. Благодаря этой естественной реакции нержавеющая сталь остается чистой, блестящей и устойчивой к коррозии в течение многих лет.
Влияние состава сплава
Эффективность пассивации сильно зависит от химического состава сплава.
- Аустенитные марки (304, 316): Содержат большое количество хрома (18-20%) и никеля (8-10%), создающих гладкую и равномерную оксидную пленку. В состав марки 316 также входит молибден (2-3%), который повышает устойчивость к хлоридной коррозии - идеальное решение для использования в морской и химической промышленности.
- Ферритные марки (430): Имеют более низкий уровень никеля, что делает их более склонными к окислению. Необходим тщательный контроль во время пассивации, чтобы избежать травления.
- Мартенситные сорта (410, 420): Более твердые и с низким содержанием хрома. Они требуют дополнительной очистки и использования более мягких кислот для предотвращения точечной коррозии.
Испытания с использованием SEM-EDS и XPS показывают, что соотношение хрома и железа (Cr/Fe) на поверхности определяет коррозионную стойкость. Соотношение выше 1,5 обеспечивает надежную защиту, в то время как необработанные или плохо пассивированные поверхности часто имеют значение около 1,0.
Влияние отделки поверхности
Текстура поверхности также играет большую роль в том, насколько хорошо формируется оксидный слой. Гладкие, полированные или электрополированные поверхности имеют меньше зазоров для скопления грязи или железа, что позволяет создать более ровную защитную пленку. Более грубые поверхности, такие как обработанные или обработанные бисером, задерживают микроскопические частицы и требуют более длительной или сильной кислотной обработки.
Для пищевого и фармацевтического оборудования сочетание полировки с пассивацией позволяет достичь шероховатости поверхности (Ra) ≤ 0,8 мкм, что отвечает требованиям гигиены и долговечности.
Контроль качества и верификация
Испытания подтверждают, что пассивация действительно была выполнена. Узнайте о методах аналитического и визуального контроля, которые инженеры используют для подтверждения целостности и химического баланса защитной пленки.
Проверка эффективности пассивации
Качество пассивации должно быть проверено с помощью измерительных испытаний, а не просто по внешнему виду. К распространенным методам испытаний относятся:
Испытание на разрыв водопровода
Полностью чистая и пассивная поверхность позволяет воде равномерно стекать по ней. Если вода образует капли, значит, поверхность все еще загрязнена. Этот простой тест полезен для быстрой проверки.
Испытание на сульфат меди (ASTM A967)
Поверхность протирают или погружают в раствор медного купороса на несколько минут. Если образуется медный налет, это означает, что свободное железо все еще присутствует. Результаты видны уже через 10 минут.
Испытание на воздействие соляного тумана и влажности (ASTM B117)
Образцы подвергаются воздействию соляного тумана в течение 24-96 часов. Правильно пассивированные детали остаются блестящими, а на необработанных через несколько часов появляется ржавчина.
Расширенный анализ
В таких отраслях, как аэрокосмическая и полупроводниковая, рентгеновская фотоэлектронная спектроскопия (XPS) и оже-электронная спектроскопия (AES) измеряют толщину и химический состав оксида на нанометровом уровне.
Эти тесты подтверждают, что химический состав поверхности изменился с богатого железом на богатый хромом - ключевой признак успешной пассивации.
Визуальный и аналитический контроль
Визуальный осмотр - первый шаг к качеству. Правильно пассивированная поверхность должна выглядеть однородной, без пятен, тусклых участков или разводов. Для прецизионных деталей оптические микроскопы или цифровые анализаторы могут обнаружить мельчайшие загрязнения.
Измерение соотношения Cr/Fe добавляет еще один слой доказательств. Исследования, проведенные в журнале Journal of Materials Processing Technology, показывают, что после правильной пассивации соотношение на нержавеющей стали 316L может увеличиться до 2,0-2,5, что почти вдвое повышает коррозионную стойкость по сравнению с необработанными деталями.
Документация и контроль процессов
Последовательность так же важна, как и химия. Аэрокосмическая и медицинская промышленность следуют стандартам AMS 2700 и ASTM A967, которые фиксируют:
- Тип материала и номер партии
- Тип, концентрация и температура кислоты
- Время погружения и качество промывочной воды
- Результаты испытаний и сведения об инспекторе
Такая прослеживаемость позволяет проводить аудиты по стандартам ISO 9001 и FDA, подтверждая соответствие каждой партии стандартам коррозионной стойкости.

Основные промышленные применения
Пассивированная нержавеющая сталь необходима там, где коррозия или чистота напрямую влияют на производительность:
- Еда и напитки: Трубопроводы, резервуары и фитинги, которые должны быть устойчивы к воздействию кислот и чистящих средств.
- Медицина и фармацевтика: Хирургические инструменты и имплантаты, нуждающиеся в стерильных и гладких поверхностях.
- Аэрокосмическая и автомобильная промышленность: Болты, датчики и трубопроводы, подверженные воздействию тепла, влаги и вибрации.
- Электроника и полупроводники: Крепления и корпуса, где даже незначительная ржавчина может привести к поломке.
Правильная пассивация не только предотвращает коррозию, но и обеспечивает соответствие требованиям и долговременную надежность.
Соображения по охране окружающей среды и безопасности
По мере того как экологичность приобретает все большее значение, производители пересматривают традиционные методы кислотной обработки. В этом разделе сравниваются экологически чистые альтернативы и то, как современные системы повышают безопасность и эффективность.
Влияние различных кислот на окружающую среду
Переход от азотной к лимонной кислоте изменил подход производителей к обеспечению экологической безопасности. Азотная кислота быстро вступает в реакцию, но при этом выделяет оксиды азота (NOx) - вредные газы, требующие дорогостоящей вентиляции и химической нейтрализации. Неправильное обращение может также привести к загрязнению воздуха или воды.
Лимонная кислота - более чистое решение. Она биоразлагаема, нетоксична и хорошо работает при концентрации 4-10% по сравнению с 20% и более для азотной кислоты. Испытания по стандарту ASTM A967 Type VI показали, что лимонная кислота может снизить количество опасных отходов до 70%, при этом она соответствует или даже улучшает коррозионную стойкость. Многие предприятия, сертифицированные по стандарту ISO 14001, предпочитают пассивирование лимонной кислотой за его баланс между производительностью, безопасностью и экологической ответственностью.
Безопасность работников и меры предосторожности при обращении
Даже безопасные кислоты требуют осторожного обращения. Операторы должны использовать химически стойкие перчатки, защитные щитки и фартуки. На рабочих местах должны быть вытяжные шкафы или закрытые резервуары для снижения воздействия паров. На многих современных предприятиях используются автоматизированные системы пассивации с закрытыми камерами, контролем температуры и рН. Эти системы защищают работников и обеспечивают постоянство процесса в пределах ±5%.
Использованные растворы перед утилизацией нейтрализуются бикарбонатом натрия или гидроксидом кальция. Постоянная проверка pH обеспечивает соответствие стандартам EPA и REACH. Добавив нейтрализацию отходов и рециркуляцию ополаскивающей воды, производители могут сократить общий сброс примерно на 40%, основываясь на результатах работы очистных сооружений.
Заключение
Пассивация - это нечто большее, чем просто обработка поверхности. Это ключевой процесс, который обеспечивает прочность и коррозионную стойкость нержавеющей стали. Удаляя свободное железо и восстанавливая устойчивую пленку оксида хрома, она превращает нержавеющую сталь в действительно надежный материал для длительного использования.
Если пассивация выполняется в соответствии с такими стандартами, как ASTM A967, ASTM A380 или AMS 2700, она повышает устойчивость к солевым брызгам, чистоту поверхности и срок службы деталей. Для производителей это означает меньшее количество отказов, меньший объем технического обслуживания и большее доверие к продукции.
Готовы ли вы улучшить свои детали из нержавеющей стали? Узнайте, как профессиональная поддержка пассивации может улучшить характеристики поверхности, продлить срок службы и обеспечить соответствие каждой детали спецификации. Свяжитесь с нами сегодня чтобы обсудить ваш проект с нашей технической командой.
Вопросы и ответы
В чем разница между очисткой и пассивацией?
Очистка удаляет масла и грязь. Пассивация удаляет вкрапления железа и восстанавливает слой оксида хрома, который предотвращает коррозию.
Как часто следует проводить повторную пассивацию деталей?
Обычно только один раз, сразу после изготовления. Детали, подвергшиеся абразивной очистке или сварочному ремонту, могут нуждаться в повторной обработке.
Можно ли пассивировать все марки нержавеющей стали?
Да. Аустенитные сорта (304, 316) реагируют лучше всего, в то время как ферритные и мартенситные типы требуют более мягкой кислоты и более жесткого контроля.
Является ли пассивация лимонной кислотой такой же эффективной, как и азотной?
Да. Испытания ASTM подтверждают равную или лучшую защиту от коррозии при меньших рисках для безопасности и окружающей среды.
Как проверить, успешно ли прошла пассивация?
Базовые полевые испытания, такие как тест на водоотталкивание или медно-сульфатный тест, показывают чистоту поверхности. Для высокоточных деталей лабораторные испытания, такие как XPS или анализ солевого аэрозоля, подтверждают качество оксидов и соотношение Cr/Fe.