Глухие отверстия часто встречаются в обрабатываемых деталях, но зачастую они создают больше проблем, чем можно предположить по их размеру. В производстве небольшое глухое отверстие может повлиять на отвод стружки, полезную длину резьбы, зазор в днище и одобрение первой детали.
Именно поэтому глухие отверстия следует определять заранее, а не исправлять их в цеху потом. Если глубина, форма дна и требования к резьбе неясны, результатом часто бывает короткое зацепление резьбы, поломка метчика, замедление цикла или переделка, которой можно избежать.
Это руководство посвящено тем моментам, которые имеют наибольшее значение в производстве. В нем объясняется, что такое глухое отверстие, когда его следует использовать и почему оно обычно требует большего контроля, чем сквозное отверстие.

Что такое слепое отверстие?
Глухое отверстие - это отверстие, проходящее в детали, но не проходящее через всю ее толщину. Оно останавливается на контролируемой глубине и имеет закрытое дно. В отличие от сквозного отверстия, оно не открывается с противоположной стороны детали.
Глухое отверстие отличается тем, что заданная глубина должна соответствовать фактической функции детали, а не просто совпадать с цифрой, указанной на чертеже. Отверстие должно обеспечивать достаточную полезную глубину, при этом дальняя сторона детали должна оставаться закрытой.
При реальной обработке стандартное сверло обычно не создает плоского дна. Оно оставляет угловатое дно из-за геометрии острия сверла. Обычные углы, такие как 118° и 135°, означают, что нижняя часть отверстия не может быть полностью использована как глубина прямой стенки.
Глухие отверстия часто используются, когда задняя сторона детали должна оставаться закрытой. Это часто встречается в корпуса, охватывает, точки крепления и резьбовые элементы. Дизайнеры могут выбрать глухое отверстие, чтобы защитить внешнюю поверхность, сохранить герметичность стены или создать внутреннее крепление без разрушения противоположной поверхности.
Глухое и сквозное отверстие
На базовом уровне разница проста. Сквозное отверстие полностью проходит через деталь, в то время как глухое отверстие останавливается внутри материала и оставляет закрытое дно.
С точки зрения производства эта разница имеет большее значение, чем может показаться на чертеже. Сквозные отверстия обычно легче обрабатывать, поскольку стружка выходит свободнее, СОЖ легче поступает в зону резания, а инструмент не нужно останавливать на фиксированной внутренней глубине.
Глухие отверстия требуют большего контроля. Закрытое дно затрудняет отвод стружки, повышает риск возникновения тепловой ловушки и оставляет меньше места для ошибок при сверлении и нарезании резьбы. В резьбовых отверстиях эта разница становится еще более важной, поскольку отверстие должно обеспечивать как удобное зацепление резьбы, так и достаточный зазор под ней.
Правильный выбор зависит от назначения. Если деталь нуждается в герметичной стенке, защищенной наружной поверхности или контролируемом внутреннем упоре, лучшим вариантом может быть глухое отверстие. Если эти условия неприменимы, сквозное отверстие часто является более простым и менее рискованным выбором для обработки, нарезания резьбы и контроля.
Когда использовать глухое отверстие?
Глухое отверстие следует использовать только тогда, когда закрытое дно выполняет четкую функцию. В большинстве случаев это означает герметичность, контролируемую глубину вставки, защищенную внешнюю поверхность или внутреннее крепление без прорыва.
Когда задняя сторона должна оставаться закрытой?
Глухое отверстие часто является правильным выбором, когда дальняя сторона детали должна оставаться неповрежденной. Это часто встречается в крышках, корпусах, герметичных стенках и видимых внешних поверхностях, где сквозное отверстие создало бы путь для утечки, ослабило бы стенку или оставило бы нежелательное отверстие.
В таких случаях глухое отверстие позволяет сохранить внешнюю стенку в целости и сохранности, обеспечивая при этом крепление или резьбу. Когда задняя поверхность служит для герметизации, защиты или улучшения внешнего вида, глухое отверстие обычно оправдано.
Когда дизайну нужна фиксированная глубина?
Глухое отверстие также имеет смысл, когда деталь должна остановиться на контролируемой глубине. Это часто бывает, когда крепежФиксирующий штифт или сопрягаемая деталь должны заходить внутрь детали только на определенное расстояние.
Здесь глубина отверстия является частью функции. Дно отверстия помогает контролировать посадку, выравнивание или положение упора при сборке так, как не может сделать сквозное отверстие.
Это имеет еще большее значение для резьбовых отверстий, где требуемое зацепление не является произвольным. Общепринятое эмпирическое правило - 1× номинального диаметра зацепления резьбы в стали и около 2× в алюминии. В алюминиевых глухих отверстиях полезная глубина расходуется быстрее, чем ожидается по многим чертежам.
Когда важна герметичность или внешний вид".
В некоторых деталях используются глухие отверстия, поскольку внешняя поверхность должна оставаться закрытой и чистой. Это может быть сделано для герметизации, коррозионной стойкости, электрической изоляции или для того, чтобы на внешней поверхности не было видно отверстий или открытых концов крепежа.
В этих случаях глухое отверстие поддерживает и функцию, и внешний вид. Если прорыв может нарушить герметичность, качество поверхности или законченный вид детали, глухое отверстие обычно является лучшим выбором.
Почему слепые отверстия сложнее обрабатывать?
Слепые отверстия создают ограничения на обработку, которых нет у сквозных отверстий. В приведенных ниже разделах объясняется, в каких случаях контроль стружки, нагрев, глубина и нарезание резьбы обычно становятся более сложными.
Очистить сколы сложнее
Отвод стружки - одна из основных причин, по которым глухие отверстия сложнее обрабатывать. По мере углубления сверла у стружки остается все меньше места для разрушения, перемещения и выхода из отверстия.
В сквозном отверстии стружка обычно легче продвигается вперед и выходит из пропила. В глухом отверстии она, как правило, дольше задерживается у дна. Это может привести к повторному резанию, шероховатым поверхностям, увеличению нагрузки на резец и ускоренному износу инструмента.
Полезное правило для магазина заключается в том, что сверление пеком становится более необходимым, когда глубина отверстия превышает диаметр сверла примерно в 3-4 раза. В этот момент удаление стружки часто становится основным ограничением процесса.
Тепло труднее контролировать
В глухом отверстии также сложнее управлять теплом, поскольку резка происходит в более замкнутом пространстве. Чем глубже инструмент проникает в отверстие, тем сложнее вывести тепло из пропила.
Это важно, так как избыток тепла сокращает срок службы инструмента и увеличивает разброс по повторяющимся отверстиям. Если поток стружки и так слабый, удерживаемое тепло обычно делает процесс менее стабильным.
Поэтому глухие отверстия обычно требуют более тщательного контроля подачи, скорости, доступа охлаждающей жидкости и цикла сверления, чем аналогичные сквозные отверстия.
С глубиной легче ошибиться
Глухое отверстие зависит от контроля глубины, поэтому инструмент должен каждый раз останавливаться в нужной точке. Это создает еще один источник риска.
Отверстие должно быть достаточно глубоким, чтобы соответствовать функциональным требованиям, но не настолько глубоким, чтобы ослабить оставшуюся стенку или пробить дальнюю сторону. Это становится более сложным, если деталь имеет тонкие участки, несколько глухих отверстий или резьбовой участок вблизи дна.
Сложности добавляет и дно отверстия. Поскольку стандартные сверла оставляют дно под углом, последняя часть отверстия не может быть полностью использована как глубина прямой стенки. Если на чертеже это не учитывать, то отверстие может соответствовать номинальной глубине, но при сборке все равно не получится.
Нарезание резьбы с большей вероятностью приведет к неудаче
Нарезание резьбы в глухом отверстии часто является одним из самых рискованных этапов всего процесса. Метчик нарезает резьбу в отверстии с закрытым дном, поэтому у него меньше места для стружки и меньше возможностей для ошибки.
Если просверленное отверстие не оставляет достаточного зазора ниже требуемой полной резьбы, метчик может достичь дна слишком быстро. Как только стружка уплотнится вблизи дна, момент резания быстро возрастет, и вероятность поломки метчика значительно возрастет.
Даже если метчик не сломался, резьба все равно может быть некачественной. Полезная резьба может оказаться короткой, неровной у основания или частично заблокированной стружкой. Отверстие с глухой резьбой может выглядеть законченным, но при сборке все равно не сработать.
Как спроектировать глухое отверстие?
Хорошее глухое отверстие начинается с проектирования, которое соответствует реальному процессу. Эти пункты показывают, как глубина, форма дна и геометрия близлежащих отверстий влияют на технологичность.
Общая глубина и полезная глубина
Одна из самых распространенных ошибок при проектировании - считать все глубины бурения одинаково пригодными для использования. На практике общая глубина бурения и полезная функциональная глубина часто отличаются.
Общая глубина - это расстояние, на которое инструмент входит в деталь. Полезная глубина - это та часть, которая фактически обеспечивает выполнение функции, например, зацепление резьбы, вставку штифта или зазор для сопрягаемого элемента.
Более прочная конструкция сначала определяет функциональную глубину, а затем оставляет достаточную глубину сверления, чтобы процесс мог безопасно создать этот результат. В небольших резьбовых отверстиях даже незначительная потеря полезной глубины может снизить фактическое зацепление.
Глубина отверстия и глубина резьбы
В глухих резьбовых отверстиях глубина отверстия и глубина резьбы не должны рассматриваться как одно и то же значение. Обычно просверленное отверстие должно быть глубже, чем требуемая полная резьба.
Это дополнительное пространство дает метчику возможность работать вблизи дна и позволяет стружке не скапливаться в зоне резьбы, а куда-то уходить. Если на чертеже указана только одна глубина, мастеру, возможно, придется гадать, означает ли это число общую глубину сверления или полезную глубину резьбы.
Здесь также важно реальное зацепление. Общепринятое эмпирическое правило - 1× номинальный диаметр зацепления в стали и 2× номинальный диаметр в алюминии. Это делает планирование глубины глухих отверстий особенно важным для алюминиевых деталей, где требования к длине резьбы могут быстро расти.
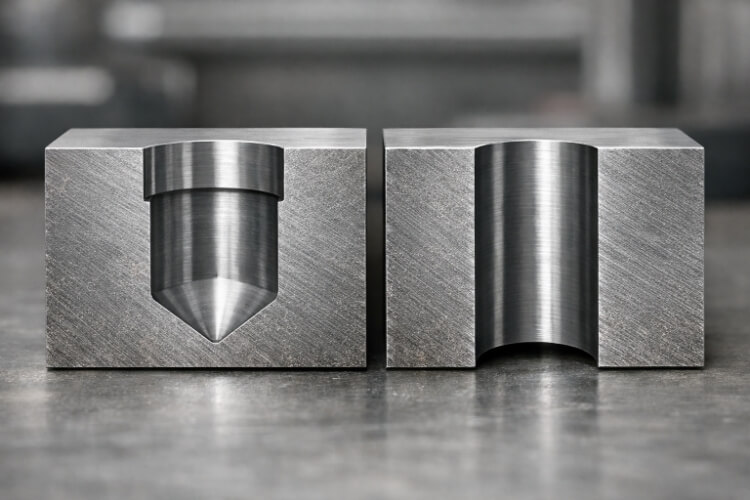
Почему дно отверстия не плоское?
Стандартное сверло обычно создает коническое, а не плоское дно. Это напрямую влияет на работу глухого отверстия.
Если функция зависит от плоской посадочной поверхности или контакта на всю глубину в нижней части, стандартного отверстия может быть недостаточно. Форма дна может уменьшить полезную глубину, изменить способ посадки сопрягаемой детали или ограничить действительно эффективную зону резьбы.
Не делайте плоское дно, если оно действительно необходимо. Если плоское дно критически важно, это обычно означает, что после сверления требуется вторая операция.
Как глубина и диаметр влияют на устойчивость?
Глубина и диаметр работают вместе в глухом отверстии. По мере увеличения глубины отверстия по отношению к его диаметру процесс обычно становится менее стабильным и более чувствительным к отводу стружки, нагреву и поведению инструмента.
Неглубокое глухое отверстие большего диаметра обычно легче выполнить, чем глубокое и узкое. Маленькие сверла менее жесткие, более глубокие пропилы затрудняют отвод стружки, а доступ охлаждающей жидкости становится все более ограниченным с увеличением глубины.
Как обрабатываются и нарезаются слепые отверстия?
Глухие отверстия обычно выполняются поэтапно. Сначала отверстие сверлится, а затем дорабатывается, если конструкция требует более плоского дна или резьбовой части.
Сверление стандартного глухого отверстия
Стандартное глухое отверстие обычно сверлится на контролируемую глубину. В отличие от сквозного отверстия, инструмент не может выйти с другой стороны, поэтому глубина сверления должна поддерживать как функцию детали, так и геометрию, оставленную точкой сверления.
Стандартное сверление определяет тело отверстия, а не конечное состояние полезного дна. Если впоследствии потребуется полное зацепление резьбы вблизи дна или плоская посадочная поверхность, первый этап сверления должен оставить место для следующей операции.
Когда используется пековое бурение?
Пековое сверление используется, когда скопление стружки становится реальным ограничением процесса. Вместо того чтобы сверлить на всю глубину за одну непрерывную подачу, инструмент продвигается ступенчато и втягивается между резами, позволяя стружке легче разбиваться и освобождаться.
Это становится все более полезным по мере увеличения глубины, особенно когда отверстие выходит за пределы примерно 3-4× диаметра сверла. В этот момент основной проблемой становится удаление стружки, а не номинальный размер отверстия.
Сверление по методу Пека увеличивает время цикла, но зачастую обходится дешевле, чем повторная резка, нагрев, плохая обработка или проблемы на следующем этапе.
Когда необходимо отверстие с плоским дном?
Стандартное сверло не дает плоского дна. Оно оставляет коническое дно, повторяющее геометрию сверла.
Если требуется посадочная поверхность, точный ограничитель глубины или более полезная площадь дна, одного сверления может быть недостаточно. В этом случае после сверления обычно требуется вторая операция.
Ключевой вопрос прост: Действительно ли деталь нуждается в плоском дне для выполнения своей функции, или чертеж подразумевает его только по привычке? Если функция не требует этого, добавление ступеньки с плоским дном обычно увеличивает затраты и время, не принося особой пользы.
Выбор правильного метода фрезерования метчиков или резьбы
Метод нарезания резьбы должен соответствовать отверстию, материалу и степени риска детали. В глухих отверстиях контроль стружки имеет большее значение, поэтому выбор метчика также имеет большее значение.
Для многих отверстий с глухой резьбой практичным выбором является метчик со спиральной флейтой, поскольку он помогает отводить стружку вверх, а не загонять ее глубже в отверстие. При высокой степени риска фрезерование резьбы часто является более безопасным методом.
Фрезерование резьбы в некоторых случаях выполняется медленнее, но оно обеспечивает лучший контроль, когда качество резьбы критически важно или когда восстановление сломанного метчика будет стоить дорого. Лучший метод - не всегда самый быстрый. Лучше тот, который дает стабильные результаты для всей партии.
Как осмотреть слепое отверстие?
Глухое отверстие полезно только в том случае, если готовая деталь действительно работает при сборке. Проверки, приведенные ниже, сосредоточены на функции, а не только на номинальных размерах.
Проверка глубины отверстия
Глубина отверстия - один из первых моментов, который необходимо проверить в глухом отверстии. Поскольку отверстие останавливается внутри детали, даже небольшая нехватка глубины может уменьшить зацепление крепежа, ограничить вставку штифта или удалить зазор в нижней части, необходимый для нарезания резьбы.
Основная ошибка при проверке - проверка только самой глубокой точки, оставленной наконечником сверла. В глухом отверстии это значение не всегда совпадает с полезной функциональной глубиной, поскольку бур оставляет угловое дно, а не полный прямолинейный участок стенки.
Хороший метод контроля проверяет глубину, которая действительно важна для детали. Для глухого резьбового отверстия это обычно означает подтверждение того, что глубина сверления и оставшийся зазор в дне поддерживают требуемую полезную резьбу.
Проверка качества нити
Для глухих резьбовых отверстий качество резьбы так же важно, как и глубина отверстия. Резьба может выглядеть приемлемо, но при сборке выйти из строя, если полезное зацепление короче, чем требует конструкция, или если стружка повредила резьбу у основания.
Именно здесь важно реальное зацепление. Общепринятое эмпирическое правило - 1× номинального диаметра зацепления для стали и 2× для алюминия, хотя для более мягких материалов или соединений с высокой нагрузкой может потребоваться больше.
Проверка должна подтвердить не только наличие резьбы, но и то, что полезная длина резьбы поддерживает соединение. В отверстиях с глухой резьбой это разница между резьбой, которая выглядит полной, и той, которая действительно работает.
Что должна подтвердить проверка первой детали?
Проверка первой детали особенно важна для глухих отверстий, поскольку проблемы с глухими отверстиями часто повторяются после установки цикла. Если первая деталь уже показала малую глубину, короткое зацепление или плохой контроль стружки, эта проблема может повториться во всей партии.
Для глухого отверстия при контроле первой детали необходимо подтвердить глубину сверления, состояние резьбы, если отверстие нарезано, и оставшийся зазор под полезной резьбой. Эти проверки показывают, производит ли процесс функциональное отверстие или только номинальное.

Как показать слепое отверстие на чертеже?
Глухое отверстие может быть обработано правильно только в том случае, если чертеж понятен. Следующие пункты показывают, что должно быть указано на чертеже, чтобы избежать ошибок в работе.
Что должен включать в себя чертеж?
Выноска глухого отверстия должна содержать информацию, необходимую для правильного выполнения и проверки элемента. Как минимум, это размер отверстия, общая глубина сверления, а также то, является ли отверстие простым или резьбовым.
Глубина отверстия в сравнении с глубиной резьбы
Глубина отверстия и глубина резьбы не должны рассматриваться как одна и та же величина, если только процесс и функция не делают их действительно одинаковыми. В большинстве отверстий с глухой резьбой просверленное отверстие должно быть глубже, чем требуемая полная резьба.
Здесь также важно реальное зацепление. Общепринятое эмпирическое правило - 1× номинальный диаметр зацепления для стали и 2× номинальный диаметр для алюминия.
Что должен показывать четкий призыв?
Четкая схема глухого отверстия должна подсказать мастеру, что необходимо контролировать, а что не требует излишней точности. Для простого глухого отверстия это обычно означает диаметр и общую требуемую глубину.
Для глухого резьбового отверстия это обычно означает спецификацию резьбы, требуемую эффективную глубину резьбы, глубину опорного сверления и любые условия дна, влияющие на работу. Четкая маркировка должна указывать, какая глубина контролирует функцию, а какая поддерживает только процесс.
Заключение
Слепые отверстия выглядят просто, но они требуют большего контроля, чем многие другие отверстия. Поскольку отверстие останавливается внутри детали, это влияет на конструкцию, сверление, нарезание резьбы, контроль и четкость чертежа.
Именно поэтому глухое отверстие должно быть функциональным решением, а не решением по умолчанию. Если конструкция требует закрытой задней стороны, контролируемой глубины вставки или чистой внешней поверхности, глухое отверстие может быть правильным решением.
Нужна помощь в создании глухих отверстий, резьбовых элементов или готовых к обработке деталей? Пришлите нам свои чертежи или требования к проектуНаша команда инженеров проанализирует функцию, выявит риски обработки на ранней стадии и предоставит практические рекомендации по производству, стоимости и срокам выполнения заказа.
Вопросы и ответы
Почему глухие отверстия труднее обрабатывать?
Глухие отверстия сложнее обрабатывать, поскольку инструмент должен резать в ограниченном пространстве. Отвод стружки, контроль тепла, зазор в дне и точность глубины становятся более чувствительными.
Какая дополнительная глубина требуется для глухого резьбового отверстия?
Обычно просверленное отверстие должно быть глубже, чем требуемая полная резьба. Практическое правило заключается в том, чтобы оставить около 0,5× диаметра отверстия в качестве нерезьбового пространства в нижней части, чтобы у метчика было место для хода, а у стружки - место для сбора.
Почему метчики ломаются в глухих отверстиях?
Метчики часто ломаются в глухих отверстиях, потому что стружка уплотняется у дна, просверленное отверстие слишком мелкое или зазор в дне недостаточен. При увеличении крутящего момента поломка может произойти быстро, а восстановление может оказаться дорогостоящим.
Когда следует заменить глухое отверстие на сквозное?
Глухое отверстие следует рассматривать в тех случаях, когда деталь не нуждается в закрытом дне. Если сквозное отверстие может выполнять ту же функцию, то зачастую это более простой и менее рискованный вариант.