
Да, алюминий можно окрашивать порошковой краской. Это один из лучших способов придать этому легкому металлу долговечность и привлекательный внешний вид. Многие производители, архитекторы и инженеры выбирают порошковое покрытие, потому что оно придает алюминию прочность, ровность и экологичность.
Многие предприятия имеют дело с покрытиями, которые выцветают, скалываются или ржавеют всего за несколько лет. Порошковая окраска уменьшает эти проблемы, образуя непрерывный слой, который защищает металл от ультрафиолетового излучения, влаги и ударов. При этом не используются растворители и тяжелые металлы.
При правильном подходе алюминиевая деталь с порошковым покрытием может сохранять свой цвет и блеск в течение 10-15 лет на открытом воздухе. Поверхность остается гладкой и устойчивой к коррозии. Это делает такое покрытие хорошим выбором для оконных рам, электрических шкафов, автомобильной отделки и промышленного оборудования.

Что такое порошковая окраска и как она работает?
Порошковая окраска - это сухой метод отделки В ней используется статическое электричество и тепло для приклеивания слоя порошка к металлической поверхности. Порошок плавится и сливается в гладкую пленку. Он не зависит от испарения растворителя, как жидкая краска.
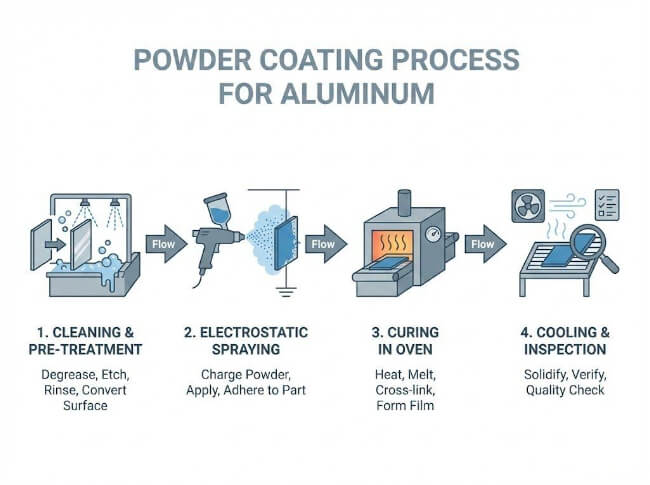
Вот основной процесс:
- Электростатическое применение
Пистолет-распылитель заряжает порошок. Заземленный алюминий притягивает заряженные частицы. - Термоотверждение
Деталь помещается в печь при температуре 160-200 °C (320-390 °F) на 10-20 минут. Порошок плавится, растекается и образует устойчивый слой. - Охлаждение
Деталь остывает, и покрытие превращается в твердую, прочную оболочку.
Существует два распространенных типа пудры:
- Термореактивные порошки При затвердевании образуют неразъемные соединения. Они не плавятся. Они хорошо подходят для высокопроизводительных работ.
- Термопластичные порошки Размягчаются при нагревании и затвердевают при охлаждении. Их удобно использовать для более толстых или гибких покрытий.
Порошковая окраска обычно создает более толстый слой, чем жидкая краска. Толщина большинства покрытий составляет 60-120 мкм. Этот процесс позволяет избежать потеков краски или подтеков и не выделяет летучих органических соединений, что делает его более безопасным для людей и окружающей среды.
Почему алюминий хорошо сочетается с порошковым покрытием?
Алюминий прекрасно сочетается с порошковым покрытием. Он обладает рядом качеств, которые помогают покрытию прочно держаться и хорошо работать.
- Натуральная оксидная основа
Алюминий образует тонкий оксидный слой, который борется с коррозией. После очистки и предварительной обработки этот слой обеспечивает прочное сцепление. Многие испытания показывают прочность сцепления свыше 5 МПа. - Хорошая теплопроводность
Алюминий равномерно распределяет тепло. Это помогает детали отверждаться без горячих точек и изменения цвета. Металл остается стабильным при температуре полимеризации 160-200 °C. - Прочная, но легкая конструкция
Порошковое покрытие повышает твердость поверхности до 2H-3H по карандашной шкале. Оно также повышает устойчивость к ультрафиолетовому излучению. Благодаря этим преимуществам алюминий с покрытием подходит для использования в морских условиях, на открытом воздухе и при высоких температурах. - Широкие возможности дизайна
Этот процесс предлагает тысячи цветов, уровней блеска и текстур поверхности. Дизайнеры могут с легкостью выбрать матовую, атласную, металлическую или шероховатую отделку.
Необходимая подготовка поверхности для алюминия
Подготовка поверхности влияет на качество конечного покрытия. Чистая, активная поверхность способствует равномерному прилипанию порошка и предотвращает отслаивание, образование пузырей или слабых мест.

Обезжиривание и очистка
Операторы удаляют масло, отпечатки пальцев и грязь от обработки с помощью щелочного или слабокислотного очистителя. Затем следует ополаскивание деионизированной водой. Для сложных форм может потребоваться ультразвуковая очистка, чтобы добраться до узких углов.
Травление или легкое истирание
Легкое кислотное травление или дробеструйная обработка удаляет старый оксидный слой и добавляет крошечные шероховатости. Эти следы помогают порошку сцепляться с металлом. Этот этап также выявляет мелкие дефекты, позволяя устранить их перед нанесением покрытия.
Конверсионное покрытие
Тонкий химический слой улучшает коррозионную стойкость и адгезию. В современных системах вместо хроматов часто используется циркониевая или силановая обработка. Эти варианты обладают аналогичными характеристиками и позволяют избежать образования опасных отходов.
Сушка и проверка
Деталь должна быть сухой. Любая влага может привести к образованию точечных отверстий во время полимеризации. Перед распылением рабочие проверяют детали под ярким светом, чтобы убедиться, что поверхность чистая и ровная.
Шаг за шагом: Процесс порошковой окраски алюминия
Порошковая окраска алюминия проходит контролируемый ряд этапов. Каждый этап помогает покрытию хорошо скрепиться и оставаться долговечным.
1. Подготовка поверхности
Алюминиевая поверхность очищается, протравливается и высушивается. Это создает чистую и проводящую основу, которая хорошо удерживает порошок. Хорошо подготовленная поверхность может достигать прочности сцепления 5-7 МПа. Хорошая подготовка также снижает вероятность раннего разрушения покрытия.
2. Применение порошка
Рабочие используют электростатический распылитель, чтобы зарядить мелкие частицы порошка. Заземленный алюминий притягивает эти частицы, образуя ровный слой. В большинстве промышленных работ толщина покрытия составляет от 60 до 120 микрон (0,002-0,005 дюйма).
Несколько деталей помогают сохранить целостность слоя:
- Расстояние до пушки держится на расстоянии 15-25 см от поверхности.
- Напряжение остается в районе 60-90 кВ для обеспечения полного покрытия.
- Влажность остается ниже 60%, поэтому электростатический заряд работает хорошо.
Для изготовления некоторых крупных или сверхпрочных деталей используется другой метод. В процессе псевдоожиженного слоя алюминий предварительно нагревается, а затем опускается в облако порошка. Порошок плавится при контакте, образуя толстый слой. Этот метод хорошо подходит для изготовления деталей морских судов, структурных элементов и защитных кожухов.
3. Вяление в духовке
После нанесения покрытия детали помещаются в печь для полимеризации. Под воздействием тепла порошок расплавляется и образует сшитую пленку, которая прочно соединяется с алюминием. Большинство порошков отверждаются при температуре 160-200 °C (320-390 °F) в течение 10-20 минут.
На современных заводах для поддержания стабильной температуры часто используются конвейерные печи или печи с ИК-подсветкой. Стабильное отверждение помогает сохранить блеск и твердость, особенно на сложных деталях.
4. Охлаждение и осмотр
Детали охлаждаются естественным образом на открытом воздухе. Принудительного охлаждения избегают, поскольку оно может потускнеть или привести к появлению мелких трещин. После охлаждения операторы проверяют покрытие на равномерность цвета и текстуры. Для проверки прочности покрытия используются толщиномеры пленки и тесты на адгезию крест-накрест (ASTM D3359). Только одобренные детали поступают на упаковку или сборку.
Эксплуатационные преимущества алюминия с порошковым покрытием
Преимущества алюминия с порошковым покрытием выходят далеко за рамки внешнего вида. Покрытие создает прочный барьер, который улучшает эксплуатационные характеристики по многим параметрам.
Устойчивость к коррозии и погодным условиям
Испытания на воздействие соленых брызг (ASTM B117) показывают, что хорошо покрытый алюминий может выдержать более 1000 часов воздействия соли без образования ржавчины или пузырей. Это делает его хорошим выбором для прибрежных, морских или наружных условий, где голый алюминий не справляется со своей задачей.
Механическая прочность и ударопрочность
Порошковые краски образуют плотный слой, который противостоит царапинам и сколам. Твердость обычно находится в диапазоне от 2H до 3H по карандашной шкале. Покрытие также остается достаточно гибким, чтобы выдерживать гибка на тонких алюминиевых деталях без образования трещин.
Устойчивость к ультрафиолетовому излучению и сохранение блеска
Высококачественные полиэфирные и фторполимерные порошки сохраняют около 90% своего блеска после 5 000 часов УФ-излучения. Это соответствует стандартам AAMA 2604/2605. Эти покрытия предотвращают выцветание наружных конструкций и транспортных средств, подвергающихся воздействию солнечного света.
Экологическая и экономическая эффективность
Порошковая окраска не выделяет летучих органических соединений и производит очень мало отходов. Избыточный аэрозоль может быть собран и повторно использован, что обеспечивает эффективность использования материала до 98%. Низкотемпературное отверждение порошков также позволяет сократить энергопотребление на 20-30% по сравнению с жидкими красками.
Гибкость дизайна и эстетический выбор
Порошковая окраска позволяет получить практически любой цвет, уровень блеска или текстуру. Оно может соответствовать фирменным цветам или имитировать нержавеющую сталь, медь или анодированную отделку. Это дает дизайнерам больше возможностей, но при этом защищает металл от коррозии.
Порошковая окраска по сравнению с другими вариантами отделки
Выбор подходящего покрытия зависит от эксплуатационных требований, внешнего вида и бюджета. Вот как порошковое покрытие сравнивается с другими стандартными методами.
Порошковое покрытие против анодирования
Анодирование создает на алюминии более толстый оксидный слой. Он создает твердый, металлический вид с высокой износостойкостью и коррозионной стойкостью. Оно хорошо подходит для прецизионных деталей и обеспечивает чистое металлическое покрытие.
Однако анодирование имеет ограничения по цветовой гамме и может по-разному реагировать с различными алюминиевыми сплавами. Порошковая окраска обеспечивает более толстую защиту (60-120 мкм против 5-25 мкм) и предоставляет полную свободу выбора цвета.
Инженеры часто выбирают анодирование для деталей с жесткими допусками, а порошковое покрытие - для декоративных или защитных наружных деталей.
Порошковая окраска в сравнении с жидкой краской
Жидкая краска легко поддается ремонту, но она не сравнится по прочности с порошковым покрытием. Порошковая краска обеспечивает 2-3-кратную толщину покрытия, лучшую ударопрочность и отсутствие выбросов растворителей. Это делает его более подходящим для больших партий продукции и целей устойчивого развития.
Порошковая окраска в сравнении с металлическим покрытием
Металлическое покрытие (например, хромовое или никелевое) обеспечивает электропроводность и яркий блеск. Однако при нанесении покрытия используются опасные химикаты и требуется больше энергии. Порошковая окраска обеспечивает аналогичную коррозионную стойкость при более чистом и экономически эффективном процессе.
Распространенные дефекты и способы их предотвращения
Порошковая окраска может иметь дефекты, если подготовка, напыление или отверждение не контролируются должным образом. Знание этих проблем и их причин помогает поддерживать качество на стабильном уровне.
Дырочки и пузырьки
Причина: Влага, уловленный газ или грязь на алюминиевой поверхности.
Профилактика: Убедитесь, что деталь сухая после предварительной обработки. Используйте чистый сжатый воздух и не прикасайтесь к поверхности голыми руками. Предварительный нагрев детали в течение короткого времени (газовыделение) помогает удалить скрытую влагу из литого алюминия.
Текстура апельсиновой корки
Причина: Слишком толстое покрытие, низкая температура отверждения или неравномерный поток во время отверждения.
Профилактика: Соблюдайте постоянное расстояние до пистолета и правильно устанавливайте электростатические настройки. Поддерживайте постоянную подачу порошка. Регулярно проверяйте температуру печи. Добавка в порошок, обеспечивающая плавность потока, также может помочь уменьшить текстуру.
Плохая адгезия или шелушение
Причина: Неполная очистка, остатки масла или неправильная предварительная обработка.
Профилактика: Убедитесь, что поверхность чистая и однородная. Выполните стандартные действия по подготовке поверхности. Проведите испытания на адгезию перед началом производства.
Тонкое или неравномерное покрытие
Причина: Слабое заземление, плохие углы распыления или скопление порошка в углах.
Профилактика: Часто проверяйте зажимы заземления. Для нанесения покрытия на детали сложной формы используйте автоматические пистолеты или возвратно-поступательные устройства. При необходимости регулируйте поток воздуха и поворачивайте деталь для улучшения покрытия.
Изменение цвета или глянца
Причина: Изменение температуры в печи, разница в партиях порошка или плохое хранение порошка.
Профилактика: Храните порошок в сухом прохладном месте при температуре не выше 25°C (77°F). Отслеживайте партии, чтобы поддерживать постоянство цвета. Содержите печи в чистоте, чтобы предотвратить загрязнение пылью.

Проектирование и инженерные соображения
Хорошая конструкция может улучшить качество покрытия и уменьшить производственные проблемы. Инженеры должны учитывать форму, заземление и необходимость сборки.
Геометрия и покрытие
Острые углы, глубокие впадины и плотные зазоры могут привести к неравномерному покрытию. Скругленные края обеспечивают более плавный поток порошка и уменьшают тонкие участки. Для глубоких углублений используйте метод двухпроходного распыления, который помогает достичь затененных участков.
Стратегия подвешивания и заземления
Правильное заземление помогает электростатическому заряду равномерно притягивать порошок. Детали висят на металлических крюках или стойках, которые проводят электричество. Для обеспечения надежного заземления контактные площадки должны оставаться без покрытия. Для деталей сложной формы следует планировать точки заземления, чтобы уменьшить количество зон "клетки Фарадея", куда порошок плохо доходит.
Зоны маскировки и сборки
Резьба, скользящие посадки и места электрических контактов часто нуждаются в маскировке. Высокотемпературные силиконовые заглушки и ленты защищают эти зоны во время напыления и отверждения. Это позволяет сохранить точность размеров и избежать проблем при сборке.
Вентиляционные отверстия и распределение тепла
Полые детали нуждаются в вентиляционных отверстиях для сброса давления во время отверждения. Без вентиляционных отверстий воздух может расширяться, образуя пузыри или дефекты. Хорошая вентиляция и равномерная толщина стенок помогают поддерживать стабильный тепловой поток и предотвращают переотверждение.
Толщина покрытия и допуск на прилегание
Порошок добавляет толщину, обычно 60-120 микрон. Инженеры должны учитывать это в своих планах подгонки и зазоров. Для таких деталей, как корпуса или панели, могут потребоваться дополнительные припуски на обработку или указания по маскировке на чертеже.
Заключение
Порошковая окраска - один из самых эффективных и универсальных вариантов отделки алюминия. Оно повышает коррозионную стойкость, добавляет механическую прочность и обеспечивает однородную, визуально привлекательную поверхность - и все это при сохранении экологичности.
Компания TZR работает с прецизионными алюминиевыми деталями от стадии экструзии до окончательной порошковой окраски. Наша команда имеет более чем десятилетний инженерный опыт, а наши линии для нанесения покрытий обеспечивают стабильную отделку с устойчивым цветом и сильной адгезией, отвечающую мировым стандартам производительности.
Если вам нужны алюминиевые детали с прочными, устойчивыми к коррозии и профессиональными покрытиями, наша команда поможет вам в реализации вашего проекта. Свяжитесь с нами по адресу sales@goodsheetmetal.com. чтобы поделиться своими требованиями или запросить бесплатное предложение.
Вопросы и ответы
Все ли алюминиевые сплавы можно окрашивать порошковыми красками?
Да, большинство алюминиевых сплавов, включая 5052, 6061 и 7075, можно окрашивать порошковыми красками. Однако для литого алюминия может потребоваться специальное предварительное обжигание, чтобы выпустить уловленные газы и предотвратить появление точечных отверстий во время полимеризации.
Какова идеальная температура отверждения для алюминиевых деталей?
Типичные диапазоны отверждения составляют 160-200°C (320-390°F) в течение 10-20 минут. Для более толстых деталей или термочувствительных сплавов могут потребоваться более низкие температуры и более длительные циклы отверждения.
Заменяет ли порошковое покрытие анодирование?
Не обязательно. Анодирование обеспечивает более тонкий металлический слой, устойчивый к коррозии, а порошковое покрытие - более толстую, гибкую по цвету защиту. Выбор зависит от требований к внешнему виду детали и условий эксплуатации.
Как долго держится порошковое покрытие на открытом воздухе?
Высококачественные порошковые краски при правильном нанесении и уходе могут прослужить 10-15 лет в условиях внешней среды. Покрытия архитектурного класса, соответствующие стандартам AAMA 2604/2605, служат еще дольше.
Можно ли восстановить или заново нанести поврежденное порошковое покрытие?
Да. Незначительные царапины можно зашлифовать и заново покрыть лаком, в то время как более крупные повреждения могут потребовать полной зачистки и повторного нанесения. Поскольку покрытие термореактивное, его нельзя повторно расплавить, но повторное нанесение обеспечивает аналогичную защиту.
Является ли порошковое покрытие экологически чистым?
Безусловно. Порошковые краски не выделяют летучих органических соединений, а все излишки краски могут быть восстановлены и использованы повторно. Кроме того, со временем этот процесс потребляет меньше энергии, чем жидкая покраска.


