Шелкография на металле - это процесс переноса краски на металлическую поверхность через сетчатый экран. В основном используется для нанесения логотипов, текста, символов и простой графики на металлические детали.
Ее часто можно увидеть на панелях управления, шкафах, табличках, крышках и других деталях, требующих четкой и долговечной маркировки. Она хорошо подходит для сплошных цветов и повторного производства, поэтому до сих пор широко используется при изготовлении металлических изделий.
На первый взгляд, процесс кажется простым. В реальном производстве результат зависит от гораздо большего, чем нанесение краски на поверхность. Состояние поверхности, тип чернил, метод отверждения, форма детали и площадь печати - все это влияет на то, будет ли печать выглядеть четкой, оставаться прикрепленной и сохранять постоянство от партии к партии.
Эта статья посвящена тому, в каких случаях этот процесс хорошо работает, что влияет на качество печати и какие ограничения следует учитывать перед запуском в производство. В ней также рассматриваются ситуации, когда другой метод маркировки может быть лучшим вариантом.

Где обычно используется шелкография?
Шелкотрафаретная печать обычно используется для металлических деталей, требующих четкой, износостойкой визуальной маркировки. Несмотря на доступность цифровых технологий печати, она остается стандартным процессом для промышленного и коммерческого оборудования.
Распространенные детали, на которых используется шелкография
Этот процесс хорошо подходит для деталей, подвергающихся регулярной обработке или воздействию особых условий окружающей среды. К распространенным областям применения относятся:
- Корпуса и шасси на заказ: Серверы для монтажа в стойку, шасси GPU и корпуса для оборудования.
- Передние панели и лицевые панели: Платы управления, испытательное оборудование и интерфейсы для медицинских приборов.
- Металлические таблички и бирки: Таблички с серийными номерами, спецификации машин и фирменные значки.
Что обычно печатают на металлических поверхностях?
Поскольку в процессе печати наносится относительно толстый слой краски, он обычно используется для функциональной графики, а не для сложных изображений. Типичные печатные элементы включают:
- Метки портов ввода/вывода (например, USB, Power) и индикаторы кнопок.
- Предупреждения по технике безопасности и инструкции по эксплуатации.
- Сплошные цветные логотипы компании и фирменная графика.
- Выравнивающие метки, сетки и циферблаты на измерительных инструментах.
Почему этот процесс до сих пор широко используется?
Решение об использовании шелкографии обычно зависит от двух факторов: стойкости покрытия и объема производства.
Более толстый слой чернил, наносимый экраном, обеспечивает лучшую устойчивость к физическому истиранию и химическим загрязнениям по сравнению со стандартными цифровыми отпечатками. С точки зрения затрат этот процесс требует времени на подготовку экранов и приспособлений.
Например, лазерная маркировка или цифровая печать могут лучше подойти для 20 прототипов. Однако, когда количество деталей достигает нескольких сотен, шелкография часто становится более экономичным выбором, поскольку затраты на установку распределяются на большее количество единиц продукции.
Процесс шелкографии на металле
Стабильный результат зависит от строгого контроля над всей последовательностью производства. Каждый этап, от подготовки поверхности до отверждения, влияет на адгезию краски, ее внешний вид и общую долговечность.
Очистка и подготовка поверхности
Поскольку металл непористый, состояние поверхности напрямую влияет на адгезию. Любые оставшиеся жидкости для резки, масла для штамповки, отпечатки пальцев или окисление могут препятствовать сцеплению краски с основой.
Перед печатью металл необходимо тщательно обезжирить и очистить. Например, печать на корпусе сервера с порошковым покрытием требует другого состава чернил и профиля отверждения, чем печать на матовом голом алюминии. В зависимости от материала основы и его отделки подготовка может включать химические протирки, щелочные ванны или легкое истирание поверхности для обеспечения надлежащей адгезии чернил.
Настройка и выравнивание экрана
Печать нескольких деталей требует последовательного позиционирования. Инструментальные приспособления и специальные зажимные приспособления надежно удерживают металлическую деталь на месте. Если дизайн требует использования нескольких цветов, необходима точная регистрация.
Плохое выравнивание на этом этапе приводит к перекрытию или зазорам между слоями краски. Чтобы предотвратить это, необходимо использовать прецизионные приспособления, позволяющие выдерживать допуски до +/- 0,1 мм.
Нанесение краски и контроль слоя
Специализированные краски для металла, такие как двухкомпонентные эпоксидные смолы или составы на основе растворителей, наносятся на сетку. Скребок продавливает краску через сетку на металлическую деталь.
Такие параметры, как давление, угол наклона и количество ячеек, определяют конечную толщину слоя краски. Неправильные настройки могут привести к тому, что отпечаток будет выглядеть блеклым или чернила будут вытекать за намеченные края.
Сушка и отверждение
Металл не впитывает влажные чернила, поэтому печать должна быть отверждена, чтобы затвердеть и сцепиться с поверхностью. В зависимости от конкретного состава краски детали либо сушат на воздухе, чтобы испарились растворители, либо запекают в конвейерной печи.
Термическое запекание ускоряет процесс сшивания, создавая прочное соединение с голым металлом или его защитным покрытием.
Осмотр и обработка
Готовые партии проходят проверку качества перед упаковкой. Операторы проверяют их на наличие визуальных дефектов, таких как размытые края, проколы или неполное покрытие. Для проверки физической адгезии производители обычно используют тест на адгезию крест-накрест (ASTM D3359).
Если чернила шелушатся или отслаиваются при испытании стандартной лентой, партия не проходит проверку, что обычно указывает на проблемы с подготовкой поверхности или температурой отверждения.
Какие детали и графика подходят для этого процесса?
Шелкография - это механический процесс. Его успех в значительной степени зависит от физической геометрии металлического листа и сложности рисунка. Он опирается на физические трафареты, что делает его высокоэффективным для одних областей применения, но непригодным для других.
Простая графика, текст и логотипы
Этот процесс лучше всего подходит для сплошной векторной графики, точечных цветов (например, определенных Pantone) и блочного текста. Поскольку краска продавливается через трафарет, шелкография не может точно воспроизвести градиенты, тени или высокодетализированные фотографические изображения.
Чтобы предотвратить растекание чернил или засорение сетки во время производства, мы рекомендуем разрабатывать строгие ограничения:
- Минимальный вес линии не должен превышать 0,2 мм.
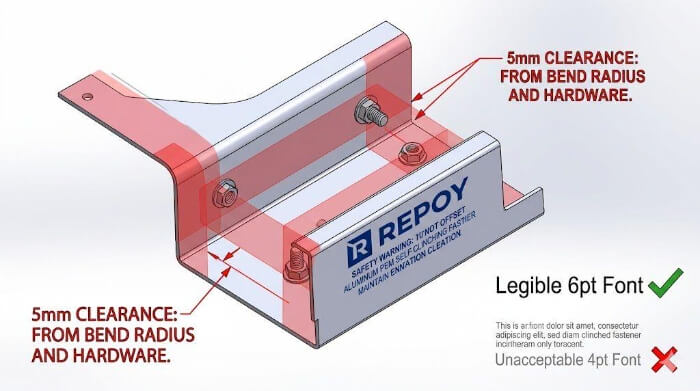
- Размер текста не должен быть меньше 6pt.
Детали с четкими и доступными областями печати
Для равномерного давления на печатный скребок требуется ровная, беспрепятственная траектория. Будучи производителем листового металла полного цикла, мы всегда предпочитаем печатать на плоской заготовке, вырезанной лазером, прежде чем она поступит на листогибочный станок с ЧПУ для гибки.
Если печать должна производиться на формованном корпусе (например, сварном шкафу управления или сложном кронштейне), область печати должна быть абсолютно плоской. Она должна располагаться вдали от внутренних фланцев, стоек PEM или углов точечной сварки, которые могут помешать раме экрана прилегать к металлу заподлицо.
Согласно стандартному правилу обработки листового металла, оставляйте зазор не менее 5 мм от любого радиуса изгиба или рельефной фурнитуры. Игнорирование этого правила приводит к неравномерному распределению краски и большому количеству брака.
Работа, где повторное производство имеет значение
Для каждого цвета в дизайне требуется отдельный экран, позитив пленки и настройка совмещения. Для одного прототипа или партии из 10 штук это время настройки делает стоимость единицы продукции непомерно высокой.
Однако при выпуске партии в 500 или 5 000 штук первоначальные затраты на оснастку распределяются. Если ваш проект требует крупносерийного производства идентичных деталей из листового металла с долговечной маркировкой, шелкография становится конструктивно и экономически логичной.
Что обычно влияет на качество печати?
Качество печати на металле снижается не случайно; оно снижается при нарушении технологического контроля. Окончательная адгезия, четкость и однородность графики определяются тем, насколько хорошо производитель управляет определенными переменными на заводе.
Чистота поверхности и адгезия
Адгезия - самый важный показатель. Если на металлическом листе остались даже микроскопические слои охлаждающей жидкости для обработки, антикоррозийного масла или масла для человеческой кожи, чернила не пройдут тест с перекрестной штриховой лентой.
Правильная предварительная обработка повышает поверхностную энергию металла, позволяя краске правильно скрепиться. Такая обработка зависит от подложки: голый алюминий или нержавеющая сталь могут потребовать протирки растворителем, в то время как холоднокатаная сталь (CRS) часто нуждается в контролируемой щелочной промывке, прежде чем попадет на печатную станцию.
Тип краски и метод отверждения
Универсальных чернил для металла не существует. Двухкомпонентные эпоксидные чернила обеспечивают отличную химическую стойкость в промышленных условиях, но имеют короткий срок службы, что усложняет управление ими при длительных производственных циклах.
Для отверждения красок на основе растворителей или запекания требуются точные температурные режимы. Например, если корпус NEMA с порошковым покрытием запекается при слишком высокой температуре для полимеризации краски, основной порошковый слой может размягчиться или обесцветиться.
Инженеры должны указать условия эксплуатации (например, воздействие ультрафиолета, химическое стирание), чтобы производитель мог выбрать правильную химию чернил и профиль термоотверждения.
Покрытие, резкость и однородность
Четкие края и непрозрачные цвета зависят от физической оснастки. Более высокое количество ячеек (более мелкое сито) позволяет получить более четкий текст, но при этом в него попадает меньше чернил. Из-за этого светлые цвета могут казаться полупрозрачными на темных металлических поверхностях.
И наоборот, чрезмерное давление на тиски или разбавленные чернила приведут к размазыванию или вытеканию графики за намеченные границы.
Поддержание постоянной вязкости краски, натяжения сетки и угла наклона тиснения при больших объемах штамповки или изготовления - вот основное отличие контролируемого производственного предприятия от обычной типографии.
Как поверхность и отделка металла влияют на результат?
Один и тот же рисунок может выглядеть совершенно по-разному на голом металле, металле с порошковым покрытием, матовом металле или анодированном алюминии. Шелкография напрямую взаимодействует с физическими и химическими свойствами подложки. Поэтому перед выбором метода печати необходимо окончательно согласовать качество поверхности.
Голый металл против металла с покрытием
Голые металлы, такие как холоднокатаная сталь или обычный алюминий, обладают высокой поверхностной энергией, что позволяет чернилам равномерно распределяться. Однако голые металлы склонны к окислению, поэтому печать на них должна производиться сразу после очистки.
Поверхности с покрытием ведут себя по-другому. Для печати на термореактивной поверхности с порошковым покрытием требуются чернила, которые химически связываются со слоем краски, а не с основным металлом. Если порошковое покрытие Если у вас плотная матовая или песочная текстура, чернила будут располагаться на пиках текстуры, оставляя микропустоты в долинах.
Если порошковое покрытие с сильной текстурой является обязательным, наше техническое решение заключается в маскировании конкретной зоны печати перед нанесением порошкового покрытия или в нанесении на эту зону грунтовки, оптимизированной для гладкой трафаретной печати.
Матовые, полированные и текстурированные поверхности
Зернистость поверхности напрямую влияет на четкость краев отпечатка. На сайте матовая отделка (например, матовая нержавеющая сталь #4), чернила могут растекаться вдоль микроскопического направления зерна за счет капиллярного действия. Это приводит к появлению дефекта, известного как "перо" по краям текста.
Полированный или зеркально отполированные металлы представляют собой противоположную проблему. Они часто слишком гладкие для механического сцепления краски с поверхностью. Для таких поверхностей обычно требуется промотор адгезии или специальная химическая грунтовка перед печатью.
Почему важна предварительная обработка перед печатью
Если чернила отслаиваются от металлической детали, проблема редко заключается в самих чернилах. Основная причина - плохое поверхностное натяжение, вызванное загрязнением.
В стандартной производственной среде листовой металл накапливает масла для штамповки, смазку для листогибочных машин и сварочный нагар. Если эти остатки не полностью удалены в ванне для обезжиривания, они действуют как разделительный агент. Правильная предварительная обработка гарантирует, что поверхностная энергия металла выше поверхностного натяжения краски, что обеспечивает надлежащее "смачивание" и сцепление.
Пределы проектирования, которые часто вызывают проблемы
Некоторые сбои в печати начинаются в файле САПР, а не на производственной линии. Мелкие элементы, узкие промежутки, изгибы и нестабильные детали - все это может снизить качество печати и увеличить количество брака.
Мелкий текст, тонкие линии и тесные интервалы
При проталкивании чернил через тканую сетку физика ограничивает возможность получения тонких деталей. Если буквы слишком маленькие или расположены слишком близко друг к другу, мокрые чернила немного растекутся и заполнят пространство. Из-за этого такие буквы, как "a", "e" и "o", не заполняются полностью.
Чтобы избежать проблем с разборчивостью и засорением сетки, разрабатывайте изделия с учетом требований технологичности (DFM):
- Избегайте шрифтов с тонкими засечками или переменной шириной штриха.
- Соблюдайте минимальный зазор между параллельными линиями 0,3 мм.
- Используйте стандартный блочный текст размером 6pt или больше.
Края, изгибы и неровные поверхности
Скребок должен иметь непрерывную ровную траекторию. Если скребок попадает на рельефный сварной шов, потайное отверстие или крепеж PEM, он отскакивает. В результате отскока сразу после препятствия остается пустота или сильное пятно краски.
Как уже говорилось, всегда оставляйте зазор не менее 5 мм от любой линии сгиба. Если графика должна пересекать шов или располагаться у края, предпочтительным способом изготовления является печать на плоской заготовке перед сгибанием на ЧПУ или вставкой фурнитуры.
Детали, которые трудно удерживать и выравнивать
Многоцветная печать требует идеальной регистрации. Чтобы добиться этого, металлическая деталь должна быть надежно зафиксирована в специальном приспособлении.
Если штампованный кронштейн имеет органические изгибы и не имеет прямых опорных кромок, оператор не сможет последовательно индексировать деталь. Каждая деталь будет сидеть в приспособлении немного по-разному, что приведет к смещению логотипа или текста. Если внешний профиль должен быть неровным, наши инженеры обычно добавляют специальные отверстия для оснастки, вырезанные лазером, в скрытые участки плоской детали, чтобы гарантировать абсолютную безошибочную регистрацию на печатном станке.
Как выбрать между шелкографией и другими вариантами?
Шелкография не всегда является лучшим вариантом. В зависимости от требуемого уровня детализации, долговечности и объема производства другие методы могут обеспечить более стабильные результаты.
Лазерная маркировка для тонких деталей и постоянных следов
Лазерная маркировка использует сфокусированный луч для физического изменения верхнего слоя материала. Она отлично подходит для нанесения микротекста, QR-кодов и переменных данных (например, последовательных серийных номеров), в то время как шелкография потребовала бы нового экрана для каждой детали.
Однако если для нанесения мелкого текста лазерная маркировка работает чрезвычайно быстро, то для нанесения большого одноцветного логотипа требуется сканирование с миллиметра на миллиметр. Это увеличивает время цикла и стоимость деталей в геометрической прогрессии. Шелкография заполняет такую же большую область одним движением, за одну секунду.
Ультрафиолетовая печать для полноцветных изображений
Ультрафиолетовая цифровая печать работает как высококлассный струйный принтер, мгновенно отверждая чернила с помощью ультрафиолетового света. Это единственный практичный вариант, если ваш дизайн включает цветовые градиенты CMYK, тени или фотографические элементы.
Это очень экономично для малосерийных прототипов, поскольку нет затрат на установку экрана. Компромиссом является долговечность. Цифровые чернила с УФ-отверждением обычно садятся на поверхность и обладают меньшей устойчивостью к царапинам и химическим веществам, чем запекаемые эпоксидные чернила для трафаретной печати.
Травление или гравировка в суровых условиях
Для оборудования, эксплуатируемого в экстремальных условиях - например, в морской среде, при добыче полезных ископаемых или химической обработке - чернила на поверхности могут со временем стираться.
Химическое травление или гравировка с ЧПУ удаляют металл, создавая физическое углубление, которое часто заполняется высокопрочной эмалевой краской. Даже если краска сотрется спустя годы, выгравированный текст останется физически читаемым. Это самый долговечный метод маркировки, хотя он связан с более высоким временем цикла и стоимостью.

Заключение
Шелкография хорошо работает, когда деталь, поверхность и графика соответствуют процессу. Она дает четкую маркировку, сильное цветовое покрытие и стабильные результаты при повторном производстве.
Большинство проблем возникает не на самом этапе печати. Обычно они возникают из-за состояния поверхности, плохого отверждения или выбора дизайна, не подходящего для данного процесса. Такие мелкие детали, как расположение отпечатков, качество поверхности и расстояние между элементами, могут существенно повлиять на конечный результат.
Если вы работаете над металлической деталью с логотипами, этикетками или маркировкой, перед размещением заказа стоит просмотреть дизайн и состояние поверхности. Небольшая корректировка на этом этапе может предотвратить появление дефектов и снизить общую стоимость.
Загрузите свой чертеж и свяжитесь с нами сегодня. Мы рассмотрим вашу деталь, оценим, подходит ли вам шелкотрафаретная печать, и предоставим практические рекомендации до начала производства. Это поможет вам снизить риск печати, избежать ненужных переделок и быстрее перейти к составлению коммерческого предложения и отбору образцов.