Каждый раз, когда вы открываете дверь автомобиля, закручиваете крышку топливного бака или пользуетесь раковиной из нержавеющей стали, вы имеете дело с деталью, изготовленной методом глубокой вытяжки. Глубокая вытяжка - один из самых надежных способов придания листовому металлу бесшовных и прочных форм - от небольших электрических корпусов до крупных конструкционных панелей.
Этот процесс превращает плоскую металлическую заготовку в полую форму, затягивая ее в полость штампа с помощью пуансона. Если глубина детали больше ее диаметра, это называется глубокой вытяжкой. В отличие от обычной штамповки, которая в основном режет или сгибает металл, глубокая вытяжка растягивает лист для создания гладкой, непрерывной и свободной от швов формы, которая одновременно легкая и прочная.
Только в автомобилестроении глубокой вытяжке подвергается более 150 компонентов, таких как корпуса подушек безопасности, фильтры и крышки топливных баков. Этот процесс отличается точностью, последовательностью и высокой эффективностью использования материалов, что делает его важным для масштабируемого и экономически эффективного производства.

Что такое глубокое рисование?
Глубокая вытяжка - это процесс контролируемой подачи металла. Плоская заготовка удерживается между штампом и держателем заготовки, а пуансон втягивает ее в полость штампа. Во время этого движения металл растягивается вдоль стенки и сжимается у фланца. Соблюдение правильного баланса между растяжением и сжатием обеспечивает плавную формовку - слишком низкий баланс приводит к образованию морщин или разрывов.
Современные сервоприводы и гидравлические прессы контролируют положение пуансона и усилие формования во время каждого хода. Записываемая ими кривая "усилие-перемещение" показывает стабильность потока: плавная кривая означает равномерную деформацию, в то время как резкие скачки часто указывают на проблемы с трением или смазкой.
Основные компоненты и их роль
Эти детали должны быть идеально выровнены и иметь гладкие поверхности. Даже смещение на 0,05 мм может привести к неравномерной толщине стенок или искривлению кромок.
Типовые применения
Глубокий рисунок используется там, где важны бесшовные поверхности и четкая геометрия:
- Автомобиль: топливные баки, корпуса фильтров, корпуса датчиков
- Электроника: Корпуса, экраны EMI, крышки разъемов
- Приборы: раковины, посуда, светильники
- Медицина и промышленность: корпуса, корпуса насосов, прецизионные контейнеры
Этот метод сочетает в себе повторяемое качество с минимальным количеством отходов, что делает его идеальным для длительного производства.
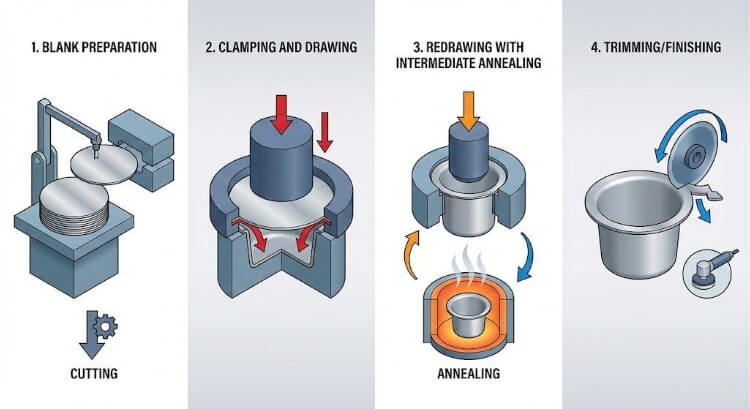
Как работает глубокое рисование: шаг за шагом
Каждый формирование этап служит определенной цели. При правильной настройке последовательность обеспечивает плавную подачу, точность и долгий срок службы инструмента.
Шаг 1:Подготовка заготовок
Процесс начинается с вырезания заготовок из листового или рулонного материала, обычно из низкоуглеродистой стали, нержавеющей стали или алюминия. Точная резка лазером или ножницами дает чистые края, которые предотвращают появление трещин при формовке.
Затем заготовки очищаются и смазываются. Равномерный слой масла или полимерной пленки снижает трение и обеспечивает сбалансированный поток. Неравномерное покрытие может привести к тому, что одна сторона будет растягиваться быстрее, чем другая.
Шаг :2:Зажим и первоначальный чертеж
Заготовка зажимается между штампом и держателем заготовки под контролируемым давлением. Когда пуансон опускается, он втягивает лист в матрицу. Фланец сжимается, а стенка растягивается - для плавной формовки оба элемента должны находиться в равновесии.
Основные параметры включают:
- Давление в держателе заготовки: Слишком низкий уровень вызывает морщины, слишком высокий - разрывы.
- Скорость удара: Более медленный нижний ход помогает избежать нарастания напряжения.
- Смазка: должны оставаться стабильными, с трением в пределах 0,05-0,10 для стали.
Для низкоуглеродистой стали оптимальный коэффициент вытяжки (диаметр заготовки ÷ диаметр пуансона) составляет 1,8-2,2. Более высокие значения требуют перетяжки.
Шаг 3:Перерисовка и промежуточный отжиг
Если за одну протяжку не удается достичь необходимой глубины, инженеры используют несколько этапов протяжки. На каждом этапе деталь углубляется постепенно, чтобы предотвратить чрезмерное утонение. Между стадиями отжиг восстанавливает пластичность, утраченную в результате закалки - обычно 600 °C для стали и 350 °C для алюминия.
Такой баланс между формовкой и термообработкой предотвращает появление трещин и улучшает качество поверхности.
Шаг 4:Отделка и отделка
После окончательной вытяжки фланец обрезается для получения ровной высоты. Точность обрезки с помощью лазера или ЧПУ достигает ±0,05 мм. Затем деталь очищают, снимают заусенцы или полируют, в зависимости от ее назначения.
Для прецизионных изделий, таких как корпуса датчиков или крышки насосов, контроль на КИМ проверяет округлость и точность стенок в пределах ±0,1 мм по всей высоте. На этом этапе некогда плоская заготовка превращается в прочный, однородный и готовый к сборке компонент - изготовленный без сварка или дополнительной обработки.
Материалы и особенности формования
Выбор материала определяет, будет ли лист гладким или треснет во время вытяжки. Лучшие материалы для глубокой вытяжки обладают высокой пластичностью, низким пределом текучести и мелким, однородным зерном.
Распространенные материалы, используемые в глубокой вытяжке
Удлинение измеряет, насколько сильно может растянуться лист, прежде чем он порвется. n-значение показывает, насколько равномерно материал истончается при растяжении. Более высокий показатель n означает более гладкие стенки и меньшее количество тонких мест.
Инженерный взгляд:
Нержавеющая сталь 304 с удлинением 40% может достичь коэффициента вытяжки около 2,0 : 1 за один проход. Более твердый алюминий 6061-T6 обычно нуждается в отжиге при температуре около 350 °C для предотвращения растрескивания.
Основные механические свойства для проверки
- Соотношение текучести и растяжимости: Около 0,6 обеспечивает достаточную растяжимость без потери прочности.
- Анизотропия (r-значение): Значения выше 1,5 уменьшают выработку и сохраняют равномерную высоту стен.
- Изменение толщины: Даже изменения в ±0,02 мм могут привести к смещению напряжения и появлению волнистости.
Такие тесты, как кукование по Эрихсену или предельный коэффициент вытяжки (LDR), помогают подтвердить, что лист может безопасно выдерживать требуемую глубину.
Компромисс между формоустойчивостью и качеством
- Сталь Формируется стабильно и устойчив к дефектам, но требует большего усилия прессования, чем алюминий, 25-40%.
- Алюминий легче и быстро формируется, но легко прилипает и нуждается в специальных смазках.
- Медь и латунь Формируются чисто, но быстро затвердевают, поэтому требуют частого отжига между тиражами.
Конструктивные и технологические параметры
Даже хороший материал может выйти из строя, если конструкция не учитывает пределы формообразования. Правильная геометрия, зазор и контроль трения делают глубокую вытяжку последовательной и предсказуемой.
Коэффициенты критической геометрии
- Коэффициент вытяжки (DR) = Диаметр заготовки ÷ Диаметр пуансона
- Безопасный диапазон для большинства сталей: 1,8-2,2
- После 2.3 → требуется перерисовка в несколько этапов
- Предельный коэффициент вытяжки (LDR): Максимальное безопасное соотношение до отказа.
- Мягкая сталь ≈ 2,2 Al 5052 ≈ 1,9 Нержавеющая сталь 304 ≈ 1,8
Пример:
Повышение DR с 1,8 до 2,0 увеличивает усилие прессования примерно на 15%. Использование смазки с низким коэффициентом трения (μ ≈ 0,06) может компенсировать повышенную нагрузку и сохранить утончение стенки на уровне 15%.
Геометрия инструмента и зазор
Даже увеличение радиуса штампа на 1 мм позволяет сократить утонение кромок на 20-25%, что значительно продлевает срок службы инструмента при больших объемах работ.
Управление трением и смазкой
Трение определяет скольжение металла в штампе. Цель - плавное, устойчивое движение.
- Сталь: Используйте смазки на основе синтетических эфиров или графита.
- Алюминий: Во избежание заедания используйте тефлоновые или полимерные пленки.
- Отделка поверхности: Ra 0,2-0,4 мкм обеспечивает хорошее сцепление и стабильное скольжение.
Неравномерная шероховатость поверхности или плохая смазка могут привести к разрыву или неравномерной толщине стенок.
Точность размеров и допуски
Толщина стенок деталей с глубокой вытяжкой часто составляет ±0,05 мм, а высота после обрезки - ±0,1 мм. Сервопрессы с датчиками, работающими в режиме реального времени, регулируют давление и скорость при каждом ходе, что позволяет сохранять стабильность деталей на протяжении длительных производственных циклов.
Предотвращение распространенных дефектов
Даже при тщательной настройке могут возникнуть такие проблемы, как смятие, разрыв или ушко. Понимание этих проблем помогает инженерам предотвратить простои и брак.
Морщины
Морщины появляются, когда область фланца слишком сильно сжимается.
- Причины: Низкое давление в держателе заготовок, слишком большое количество смазки или заготовки большого размера.
- Решения: Увеличьте давление держателя 10-15%, добавьте ленточные шарики или используйте ступенчатые штампы.
Жесткий контроль давления позволяет уменьшить видимые морщины на 60% и улучшить плоскостность поверхности.
Разрывы и трещины
Разрывы возникают, когда растягивающее напряжение превышает предел материала, обычно вблизи радиуса пуансона.
- Причины: Острые углы, плохая смазка или высокая скорость перфоратора.
- Исправления: Полируйте кромки инструмента, используйте более сильную смазку и замедляйте работу ближе к концу хода.
Инженерный взгляд:
Замедление конечного 20% хода в алюминии 5052 может снизить скорость разрыва примерно на одну треть.
Ухо
"Ушки" - это небольшие пики на ободе, вызванные неравномерной подачей зерна при формовке.
- Причины: Анизотропия от направления прокатки.
- Решения: Поверните заготовки на 45° относительно зерна, выберите материалы с более высокими значениями r или обрежьте лишнюю высоту при отделке.
Современные системы технического зрения могут измерять высоту ушка с точностью ± 0,1 мм и автоматически регулировать ориентацию заготовки для следующего цикла.
Преимущества глубокой вытяжки
Глубокая вытяжка остается одним из самых надежных способов формования листового металла в прочные, бесшовные и последовательные формы в масштабе. Его преимущества охватывают прочность, стоимость, точность и внешний вид - и все это при поддержке устойчивого крупносерийного производства.
Бесшовная прочность и долговечность
Каждая деталь, изготовленная методом глубокой вытяжки, представляет собой цельный лист, что означает отсутствие сварных швов и стыков, которые могут привести к поломке.
Непрерывная зернистая структура повышает прочность и усталостную прочность, что делает его идеальным для изготовления корпусов автомобилей, гидравлических деталей и контейнеров под давлением.
Испытания показали, что стаканы из низкоуглеродистой стали глубокой вытяжки выдерживают внутреннее давление на 15-20% выше, чем сварные детали той же толщины, что доказывает их высокую надежность.
Высокая точность и воспроизводимость
Современные сервопрессы контролируют усилие и положение с точностью до микрона. После завершения настройки процесс повторяется с почти идеальной последовательностью. 200-тонный сервопресс может изготовить более 50 000 одинаковых корпусов, прежде чем штампы потребуют повторной полировки. Датчики постоянно отслеживают усилие формовки и выравнивание для поддержания качества.
Снижение стоимости и уменьшение отходов материалов
Глубокая вытяжка превращает почти всю заготовку в готовую деталь, оставляя очень мало брака. Каждый ход занимает всего 1-3 секунды, что позволяет поддерживать высокую производительность и низкие затраты.
По сравнению с механической обработкой или прядением, глубокая вытяжка может:
- Сокращение отходов сырья на 80-90%
- Снижение стоимости одной детали на 30-50% при серийном производстве
- Устранение необходимости сварки или вторичной сборки
Отличная обработка поверхности
Когда металл течет по полированной оснастке, он создает гладкую, отражающую поверхность.
Типичное качество обработки достигает Ra 0,2-0,4 мкм, что достаточно чисто для прямого использования в кухонной утвари, осветительных приборах и медицинских деталях без дополнительной полировки.
Такая естественная отделка не только экономит время, но и повышает коррозионную стойкость и улучшает внешний вид.
Гибкая конструкция для различных отраслей промышленности
Глубокая вытяжка легко справляется с круглыми, прямоугольными и сложными формами. Он используется в самых разных отраслях:
- Автомобиль: крышки топливных баков, корпуса фильтров, корпуса датчиков
- Электроника: Экраны для защиты от электромагнитных помех, корпуса для разъемов
- Аэрокосмическая промышленность: прецизионные оболочки, защитные кожухи
- Потребительские товары: посуда, панели для приборов
Благодаря тому, что глубокая вытяжка легко масштабируется от прототипа до полноценного производства, она позволяет эффективно использовать как индивидуальные разработки, так и массовое производство.
Заключение
Глубокая вытяжка сочетает в себе материаловедение, проектирование оснастки и точный контроль для изготовления деталей, которые становятся легче, прочнее и стабильнее в каждой партии. Современные сервотехнологии и цифровой мониторинг превратили этот процесс в интеллектуальный, управляемый данными, способный обеспечить практически полное отсутствие дефектов.
Благодаря сочетанию эффективности, прочности и контроля затрат глубокая вытяжка остается краеугольным камнем современного производства.
Вам нужна помощь в разработке или производстве металлических деталей глубокой вытяжки? Наша команда инженеров специализируется на прецизионном изготовлении листового металла - от выбора материала и проектирования оснастки до проверки прототипов и серийного производства. Свяжитесь с нами чтобы обсудить требования к вашему проекту и получить быстрое и подробное предложение.
Вопросы и ответы
Чем глубокое рисование отличается от штамповки?
Штамповка в основном вырезает или сгибает неглубокие детали, в то время как глубокая вытяжка растягивает листовой металл в более глубокие, бесшовные формы, которые обеспечивают более высокую прочность.
Какие металлы лучше всего подходят для глубокой вытяжки?
Металлы с хорошей пластичностью и сбалансированной прочностью - такие как низкоуглеродистая сталь, нержавеющая сталь 304 и алюминий 5052 - формируются плавно и сохраняют постоянную толщину стенок.
Как производители предотвращают разрывы и складки?
Они контролируют давление в бланкодержателе, коэффициент вытяжки и смазку. Сервопрессы могут автоматически регулировать эти параметры во время каждого хода для поддержания стабильного потока металла.
Можно ли использовать глубокую вытяжку для изготовления прототипов или небольших партий?
Да. С помощью мягких или модульных штампов инженеры могут быстро протестировать конструкцию, прежде чем вкладывать средства в оснастку с твердым покрытием, что позволяет ускорить разработку продукции.
Является ли глубокая вытяжка энергоэффективной?
Да. Современные сервопрессы потребляют на 30-40% меньше энергии, чем старые механические системы. В сочетании с высокой степенью использования материалов и возможностью их вторичной переработки это способствует низкоуглеродному и устойчивому производству.