In der Welt der Hochpräzisions-Metallverarbeitung kommt Rohstahl nur selten fertig für das Fließband an. Wenn Stahl im Walzwerk verarbeitet wird - rotgewalzt bei Temperaturen von über 1.000°F - reagiert er heftig mit Sauerstoff. Beim Abkühlen bildet diese Reaktion eine harte, bläulich-schwarze Kruste, die als Walzzunder bekannt ist.
Dieser Zunder ist zwar ein natürliches Nebenprodukt, aber er ist der stille Killer der Lackqualität. Wenn Sie darüber streichen, wird die Beschichtung schließlich abblättern, da sich der Zunder ablöst. Wenn Sie durch sie hindurch schweißen, führen die Verunreinigungen zu Porosität und schwachen Verbindungen.
An dieser Stelle ist das Stahlbeizen unverzichtbar. Es ist der entscheidende "Brückenprozess", der rohes, warmgewalztes Material in ein chemisch reines Substrat verwandelt, das für Anwendungen in der Automobil-, Luft- und Raumfahrtindustrie sowie in der Haushaltsgeräteindustrie geeignet ist.

Was ist Beizen von Stahl??
Stahlbeizen ist ein Verfahren zur Oberflächenbehandlung die Metall mit einer chemischen Lösung namens "Beizlauge" reinigt. Diese Lösung entfernt Rost, Zunder und andere unerwünschte Materialien von Metallen wie Stahl, Kupfer und Aluminiumlegierungen.
Das Metall wird in ein starkes Säurebad gelegt, das die Oxidschicht auflöst, aber das darunter liegende unedle Metall nicht angreift. Nach dem Beizen ist die Oberfläche glatt und sauber und entspricht der Norm SSPC-SP 8 (Beizen) für industrielle Sauberkeit.
Was ist der Zweck des Beizens?
Beim Beizen geht es nicht nur um die Ästhetik, sondern auch um die strukturelle Integrität und die chemische Adhäsion. Um zu verstehen, warum dieser Schritt so wichtig ist, müssen wir zunächst den "Feind" verstehen, den er beseitigt.
Beseitigung von Verunreinigungen: Erklären Sie die Zielverunreinigungen
Walzzunder ist nicht einfach nur Schmutz, sondern eine komplexe, geschichtete Struktur aus Eisenoxiden:
- Wüstit (FeO): Die Schicht, die dem Metall am nächsten ist.
- Magnetit (Fe₃O₄): Die Zwischenschicht.
- Hämatit (Fe₂O₃): Die äußere, spröde Schicht.
Das Problem: Walzzunder ist elektrisch isolierend und physikalisch spröde. Anders als der darunter liegende duktile Stahl reißt Zunder bei Belastung. Wenn Sie versuchen, Stahl kalt zu walzen, ohne ihn vorher zu beizen, wird dieser harte Zunder in die weichere Oberfläche gedrückt, wodurch der Stahl dauerhaft beschädigt und teure Walzwerkzeuge ruiniert werden.

Das Ziel: "White Metal"-Aktivierung
Für nachgelagerte Prozesse reicht "sauber" nicht aus - die Oberfläche muss chemisch aktiv sein.
- Für Beschichtungen und Anstriche: Farben und Verzinkungsschichten sind auf ein bestimmtes Oberflächenprofil (Ankermuster) angewiesen, um auf dem Metall zu haften. Beim Beizen wird die passive Oxidschicht entfernt und das reaktive "Weißmetall" freigelegt, das sich aggressiv mit Grundierungen und Zinküberzügen verbindet.
- Für Präzisionsschweißungen: Beim Schweißen auf verschmutztem Stahl gelangen Sauerstoff und Verunreinigungen in das Schweißbad. Das Beizen sorgt für eine verunreinigungsfreie Zone, was für Roboterschweißanlagen, bei denen es auf Konsistenz ankommt, unerlässlich ist.
Profi-Tipp:
Viele Herstellungsfehler - wie z. B. die Delaminierung der Pulverbeschichtung nach sechs Monaten - lassen sich auf unsachgemäßes Beizen oder "Unterbeizen" zurückführen, bei dem Rückstände von Zunder zurückgeblieben sind. Bei TZR betrachten wir die Oberflächenvorbereitung als Grundlage für die Langlebigkeit von Produkten.
Wie der Beizprozess funktioniert?
Auch wenn es wie ein einfaches Tauchbecken aussieht, ist das Beizen ein heftiger, sorgfältig kontrollierter chemischer Angriff auf Verunreinigungen. Um eine perfekt saubere Oberfläche zu erzielen, ohne den darunter liegenden wertvollen Stahl aufzulösen, setzen die Hersteller auf einen besonderen Mechanismus: den "Blast-Off-Effekt".
Der chemische Mechanismus
Viele nehmen an, dass die Säure die Schuppenschicht einfach von oben nach unten auffrisst. In Wirklichkeit ist der Prozess viel dynamischer.
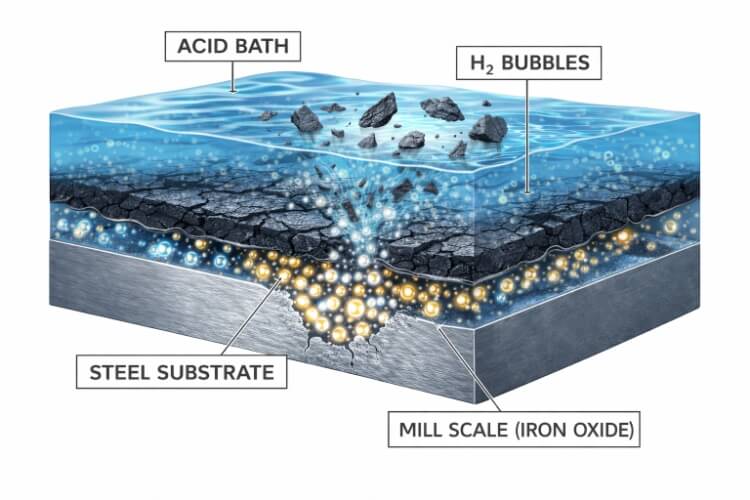
Walzzunder ist von Natur aus porös und voller mikroskopisch kleiner Risse. Die Beizsäure (die "Beizlauge") sickert durch diese Risse und greift die Oxidzwischenschicht (FeO) direkt an der Grenzfläche zum Grundmetall an.
Wenn die Säure mit dem Eisen reagiert, entsteht Wasserstoffgas. Diese winzigen Wasserstoffbläschen bilden sich unter der Zunderschicht und bauen einen immensen Druck auf. Wie Millionen von Mikro-Sprengkörpern sprengt dieser Druck den Zunder buchstäblich von der Oberfläche des Metalls, so dass er in die Lösung abplatzt. Gleichzeitig löst die Säure die verbleibenden Eisenoxide auf und hinterlässt eine unberührte, chemisch aktive Stahloberfläche.
Expertenhinweis:
Die Geschwindigkeit dieser Reaktion ist entscheidend. Bleibt der Stahl zu lange im Bad, kommt es zu einer "Überbeizung". Die Säure beginnt, das unedle Metall selbst anzugreifen, was zu starkem Lochfraß und Materialverlust führt. Aus diesem Grund sind präzise Verweilzeiten für die Qualitätskontrolle nicht verhandelbar.
Der schrittweise Arbeitsablauf
Eine erfolgreiche Beizlinie umfasst eine strenge Abfolge von Schritten, die sicherstellen sollen, dass das Metall sauber, verarbeitet und geschützt ist.
Schritt 1: Entfettung und Reinigung
Bevor der Stahl überhaupt mit der Säure in Berührung kommt, muss er frei von organischen Verunreinigungen sein. Öle, Fette und Ziehschmierstoffe wirken wie eine Barriere und verhindern, dass die Säure die Oberfläche erreicht. Zuerst wird ein heißer alkalischer Reiniger oder ein lösungsmittelhaltiger Entfetter verwendet; andernfalls perlt die Säure einfach an den öligen Stellen ab und hinterlässt Flecken mit nicht abgebeiztem Zunder.
Schritt 2: Das Säurebad (Beizen)
Dies ist die Kernphase. Das Metall wird in die Säurelösung getaucht oder mit ihr besprüht. Moderne kontinuierliche Anlagen verwenden Hochdruck-Sprühdüsen, um die Säure zu bewegen und sicherzustellen, dass ständig frische Lösung auf die Oberfläche trifft, was die Reaktion im Vergleich zum statischen Tauchen erheblich beschleunigt.
Schritt 3: Spülung (Kaskadenspülung)
Sobald der Zunder entfernt ist, muss die chemische Reaktion sofort gestoppt werden. Der Stahl wird einer strengen Wasserspülung unterzogen - oft in einer mehrstufigen Kaskade -, um alle Spuren von Säure und gelösten Metallsalzen wegzuspülen. Alle zurückbleibenden Rückstände führen später zu schwerer Korrosion.
Schritt 4: Neutralisierung
Das Abspülen mit Wasser reicht nicht immer aus, um den pH-Wert der Stahloberfläche zu neutralisieren. Um sicherzustellen, dass die Oberfläche vollständig passiv ist und keine sauren Ionen in den Poren des Metalls verbleiben, wird ein schwach alkalisches Bad (oft mit Ammoniak oder Kalk) verwendet.
Schritt 5: Ölen oder Versiegeln (kritisch bei "Flugrost")
Dieser letzte Schritt macht den Unterschied zwischen einem brauchbaren Produkt und Schrott aus. Frisch gebeizter Stahl ist hochreaktiv - es handelt sich im Wesentlichen um "nacktes" Eisen. Ohne Schutz reagiert es fast augenblicklich mit dem Sauerstoff der Luft und bildet eine gelbe Schicht "Flugrost". Um dies zu verhindern, wird der Stahl sofort mit einer dünnen Schicht Öl, einem Rostschutzmittel oder einem wasserlöslichen Wachs überzogen, um die Oberfläche für die Lagerung oder den Versand zu versiegeln.
Anwendungsmethoden: Eintauchen vs. Sprühen
Die physikalische Methode des Auftragens der Säure hängt weitgehend von der Form des Produkts ab:
- Chargenbeizen (Eintauchen): Wird für Rohre, Fertigteile oder Stangenbündel verwendet. Die Teile werden in säurefeste Kisten oder auf Gestelle gelegt und in große Säurebottiche getaucht. So wird sichergestellt, dass die Flüssigkeit auch das Innere von Rohren und komplexen Geometrien erreicht.
- Kontinuierliches Beizen (Sprüh- oder Durchziehbeizen): Wird hauptsächlich für Stahlcoils verwendet. Das Stahlband wird abgerollt und mit hoher Geschwindigkeit (bis zu 1.000 Fuß pro Minute) kontinuierlich durch eine Reihe von Tanks gezogen.
Arten von Beizsäuren: HCl vs. H2SO4
Das Ziel des Beizens ist zwar einheitlich - die Entfernung von Oxyden -, aber das chemische Mittel, das dafür verwendet wird, verändert grundlegend die Prozessgeschwindigkeit, die Kosten und vor allem die Oberflächenbeschaffenheit Ihres Produkts.
In der Kohlenstoffstahlindustrie dominieren zwei Säuren: Chlorwasserstoffsäure (HCl) und Schwefelsäure (H₂SO₄). Die Wahl zwischen ihnen ist oft ein Kompromiss zwischen Betriebskosten und Oberflächenqualität.
Chlorwasserstoffsäure (HCl): Der Präzisionsstandard
Seit Mitte des 20. Jahrhunderts ist HCl der überwiegende Favorit für kontinuierliche Blechbeizanlagen, insbesondere für Automobil- und Haushaltsgeräte-Stähle.
- Das "helle" Finish: HCl greift die Zunderschichten (FeO, Fe₂O₃, Fe₃O₄) aggressiv an, ist aber relativ sanft zum Grundmetall. Das Ergebnis ist eine hellere, weißere und sauberere Oberfläche mit weniger "Schmutz" (unlösliche Kohlenstoffrückstände) als bei Schwefelsäure.
- Energie-Effizienz: Einer der größten Vorteile ist die Temperatur. HCl arbeitet effektiv bei Umgebungstemperaturen oder mit minimaler Erwärmung (typischerweise 160°F - 180°F), was den Energieverbrauch der Anlage erheblich reduziert.
- Der Kompromiss: Der größte Nachteil ist die Volatilität. HCl entwickelt leicht Dämpfe und erfordert teure Belüftungs- und Reinigungssysteme zum Schutz von Mitarbeitern und Ausrüstung. Außerdem ist sie in der Anschaffung pro Tonne teurer als Schwefelsäure.
Am besten geeignet für: Hochwertige Bleche, Automobilverkleidungen und Teile, die beschichtet oder lackiert werden müssen.
Schwefelsäure (H₂SO₄): Das wirtschaftliche Arbeitspferd
Vor den 1960er Jahren war Schwefelsäure der Industriestandard. Sie ist auch heute noch beliebt für das Chargenbeizen von Stäben, Drähten und Profilen, bei denen die Kostendeckung im Vordergrund steht.
- Erneuerbarkeit: Schwefelsäure ist billiger in der Anschaffung und leichter zu erneuern. Wenn die Säure mit Eisen gesättigt ist, kann das Eisensulfat auskristallisiert werden, so dass die Säure regeneriert und fast unbegrenzt wiederverwendet werden kann.
- Der Wärmebedarf: Um effektiv arbeiten zu können, muss Schwefelsäure auf 82°C - 107°C (180°F - -225°F) erhitzt werden. Die Chemikalie ist zwar billig, aber die Energiekosten, um Tausende von Litern Säure nahe dem Siedepunkt zu halten, sind beträchtlich.
- Das Ziel Risiko: Die resultierende Oberfläche ist oft dunkler und kann mehr Restschmutz aufweisen. Es besteht auch ein höheres Risiko des "Überbeizens" - wenn die Linie anhält, greift die heiße Säure den Grundstahl weiterhin aggressiv an und verursacht Lochfraß auf der Oberfläche.
Am besten geeignet für: Betonstahl, Rohre, Konstruktionsrohre und kohlenstoffarmer Draht, bei denen die Oberflächenästhetik gegenüber den Kosten zweitrangig ist.
Spezialsäuren für härtere Legierungen
Standardsäuren versagen oft bei hochlegierten Werkstoffen.
- Stahl mit hohem Kohlenstoffgehalt (>0,6% Kohlenstoff): Je höher der Kohlenstoffgehalt, desto widerstandsfähiger wird der Stahl gegen das normale Beizen. Phosphorsäure, Salpetersäure oder Fluorwasserstoffsäure können der Mischung zugesetzt werden, um die Entfernung von Zunder zu unterstützen.
- Rostfreier Stahl: Die Chromoxidschicht auf rostfreiem Stahl ist unglaublich hart. Sie erfordert in der Regel eine heftige Kombination aus Salpeter- und Flusssäure (oft als "Mischsäure" bezeichnet), um sie wirksam zu reinigen und ihre Passivität wiederherzustellen.
Leitfaden für die Schnellauswahl: Welche Säure brauchen Sie?
| Merkmal | Chlorwasserstoffsäure (HCl) | Schwefelsäure (H2SO4) |
|---|---|---|
| Primäre Anwendung | Endlosblatt/-Streifen (Auto/Gerät) | Chargenbeizen / Stab & Draht |
| Betriebstemperatur | Niedriger (<180°F) - Energiesparen | Höher (180°F - 225°F) - Energieintensiv |
| Oberfläche Ergebnis | Hell, weiß, sauber | Dunkler, potenzieller Dreck |
| Reaktionsgeschwindigkeit | Schneller (2-3fache Geschwindigkeit von H2SO4) | Langsamer |
| Kostenprofil | Hohe Chemikalienkosten/geringe Energie | Niedrige Chemikalienkosten / Hohe Energie |
Profi-Tipp:
Wenn Ihr Projekt eine anschließende Galvanisierung oder Hochglanz-Pulverbeschichtung vorsieht, ist die Wahl von HCl-gebeiztem Stahl oft die sicherere Wahl. Das hellere Oberflächenprofil sorgt für eine bessere Haftung und weniger kosmetische Mängel als bei schwefelsäuregebeizten Alternativen.
Kritische Herausforderungen und Lösungen
Das Beizen ist zwar gängige Praxis, aber nicht ungefährlich. Für Ingenieure und Beschaffungsmanager ist es ebenso wichtig, die Risiken der Wasserstoffversprödung und des Sondermülls zu kennen wie die Oberflächenbehandlung selbst. Unwissenheit in diesem Bereich kann zu katastrophalen Ausfällen von Teilen oder zur Haftung in der Lieferkette führen.
Wasserstoffversprödung
Eine der gefährlichsten Nebenwirkungen des Beizens - und diejenige, die in grundlegenden Ratgebern am häufigsten übersehen wird - ist die Wasserstoffversprödung (HE).
Der Mechanismus:
Bei der aggressiven Säurereaktion wird Wasserstoffgas erzeugt. Während das meiste davon wegblubbert, ist winziger atomarer Wasserstoff klein genug, um direkt in das Kristallgitter des Stahls zu diffundieren. Einmal im Inneren, wandern diese Atome in Bereiche mit hoher Spannung (wie Korngrenzen oder Schweißnähte) und rekombinieren zu molekularem Wasserstoff (H2).
Dieser Innendruck baut sich auf wie ein Luftballon, der sich in einem Felsen aufbläst. Er erzeugt immense innere Spannungen, die die Duktilität des Metalls drastisch verringern.
Der Albtraum vom "verzögerten Scheitern":
Der erschreckende Aspekt von HE ist, dass es zu einem verzögerten Bruch kommt. Ein Bolzen oder eine Halterung kann die Qualitätskontrolle perfekt bestehen, um dann Wochen nach dem Einbau unter Last plötzlich zu brechen. Oft gibt es keine Warnung - kein Verbiegen, keine Dehnung - nur ein plötzliches, sprödes Brechen.
Die Lösung: ASTM B850 Backen
- Hemmstoffe: Moderne Beizlaugen verwenden chemische Inhibitoren, um einen Schutzfilm auf dem blanken Metall zu bilden, der die Wasserstoffaufnahme verlangsamt.
- Entsprödung Backen: Bei hochfesten Stählen (in der Regel solche, die härter als 30-32 HRC sind) müssen die Teile unmittelbar nach dem Beizen einem "Einbrennprozess" unterzogen werden.
- Standard: Nach ASTM B850 sollten die Teile bei ca. 190°C - 205°C (375°F -400°F) für mindestens 3 Stunden (oft bis zu 24 Stunden, je nach Zugfestigkeit) gebacken werden, um den eingeschlossenen Wasserstoff herauszudrücken, bevor er dauerhafte Schäden verursacht.
Expertenhinweis:
Wenn Sie hochfeste Verbindungselemente oder Federn beschaffen, die gebeizt werden müssen, verlangen Sie immer ein Zertifikat über das Einbrennen. Das Auslassen dieses Schritts ist die #1 Ursache für unerklärliche Verbindungselemente, die im Einsatz versagen.
Management von "Beizschlamm"
Das Nebenprodukt des Beizprozesses ist nicht nur schmutziges Wasser, sondern auch ein gefährlicher Giftmüll, der als Spent Pickle Liquor (SPL) bekannt ist.
Die Umweltkosten:
Während die Säure arbeitet, wird sie mit gelösten Eisensalzen (Eisenchlorid oder -sulfat) und Schwermetallen (Chrom, Nickel, Blei) gesättigt, die aus der Legierung herausgelöst werden. Sobald die Säurekonzentration zu niedrig ist, um wirksam zu sein, muss dieser "Schlamm" behandelt werden.
Entsorgung und Regeneration:
- Neutralisierung: Die gängigste Behandlung besteht darin, der verbrauchten Säure Kalk (Kalziumhydroxid) zuzusetzen. Dadurch wird der pH-Wert neutralisiert und die Schwermetalle fallen als fester Schlamm aus, der dann auf Sondermülldeponien entsorgt wird.
- Säure-Regenerations-Pflanzen (ARP): Moderne Anlagen - vor allem solche, die Salzsäure verwenden - nutzen Röstverfahren, um das saure Gas zur Wiederverwendung zurückzugewinnen. So entsteht ein geschlossener Kreislauf und Eisenoxidpulver, ein wertvolles Nebenprodukt für die Herstellung von Ferritmagneten und Pigmenten.
Wirtschaftliche Überlegungen
Strenge Umweltvorschriften für die Entsorgung von SPL haben die Kosten für Beizdienstleistungen auf den westlichen Märkten in die Höhe getrieben. Wenn Sie Angebote vergleichen, seien Sie vorsichtig mit Anbietern, deren Preise "zu gut sind, um wahr zu sein"; sie könnten bei der Abfallentsorgung sparen oder erschöpfte Säurebäder verwenden, die zu einer schlechten Oberflächenqualität führen.
Alternativen zum chemischen Beizen: Wann man die Säure weglassen sollte
Das Säurebeizen ist zwar der unangefochtene König der großvolumigen Blechproduktion, doch haben strenge Umweltvorschriften und die besondere Gefahr der Wasserstoffversprödung die Entwicklung alternativer Verfahren vorangetrieben. Für bestimmte Anwendungen können diese "trockenen" Verfahren überlegen sein.
Mechanische Reinigung (SPS / Abrasivstrahlen)
Bei Stahlbauprojekten, bei denen eine chemische Behandlung nicht möglich ist oder eine bestimmte Oberflächenbeschaffenheit erforderlich ist, ist die mechanische Reinigung - oft gemäß den ISO 8501-1-Normen - die erste Wahl.
- Der Prozess: Stahl wird mit Strahlmitteln (Sand, Sandkorn oder Stahlkies) gestrahlt oder aggressiv mit Draht gebürstet.
- Vorteile: Es vermeidet gefährliche Säureabfälle und vermeidet vollständig das Risiko der Wasserstoffversprödung. Es ist ideal für die Entfernung von schwerem Rost auf Trägern und Platten.
- Nachteile: Es hinterlässt eine raue, matte Oberfläche im Vergleich zu der glatten, glänzenden Oberfläche des Säurebeizens. Es ist auch schwierig, Innenflächen von Rohren oder komplexe Formen zu reinigen, die das Strahlmittel nicht erreichen kann.
Flammenreinigung
- Der Prozess: Eine Acetylen-Sauerstoff-Flamme wird über die Stahloberfläche geführt. Durch die rasche Wärmeausdehnung blättert der spröde Walzzunder ab, während sich das Grundmetall in einem anderen Maße ausdehnt.
- Vorteile: Nützlich für die örtliche Reinigung oder die Vorbereitung bestehender Strukturen für den Neuanstrich, wenn chemische Bäder unpraktisch sind.
- Nachteile: Hohe Energiekosten und die Gefahr, dass sich dünne Materialien aufgrund des Wärmeeintrags verziehen.
Laserreinigung (Die Zukunft der "grünen" Oberflächenvorbereitung)
- Der Prozess: Hochintensive gepulste Laser tragen die Oxidschicht und den Rost sofort ab (verdampfen).
- Vorteile: Dies ist die umweltfreundlichste Option auf dem Markt. Es entstehen keine chemischen Abfälle, es werden keine Verbrauchsmaterialien benötigt, und es lässt sich genau steuern, wie viel Material entfernt wird, ohne das Substrat zu beschädigen.
- Nachteile: Die Kosten für die Erstausrüstung sind extrem hoch, und die Reinigungsgeschwindigkeiten für große Oberflächen sind derzeit viel langsamer als bei einer kontinuierlichen Säurebeizanlage.
Schlussfolgerung
Stahlbeizen ist weit mehr als nur ein "Reinigungsschritt"; es ist ein grundlegender metallurgischer Prozess, der die DNA Ihres Endprodukts bestimmt. Ob Sie nun schweißen, lackieren oder kaltwalzen, der Erfolg Ihres Betriebs hängt von der mikroskopischen Reinheit der Metalloberfläche ab.
Für Einkäufer und Ingenieure ist die Angabe "gebeizt und geölt" nicht nur ein Posten auf einer Bestellung, sondern eine Zusicherung, dass Ihr Stahl frei von versteckten Mängeln und bereit für die Hochleistungsfertigung ist.
Bei TZR schneiden und biegen wir nicht einfach nur Metall, sondern wir entwickeln Qualität von der Basis an. Unser Team nutzt über ein Jahrzehnt an Blechfertigung Erfahrung, um sicherzustellen, dass jedes von uns verwendete Material die strengen Qualitätsstandards für Oberflächen erfüllt.
Ganz gleich, ob Sie perfekt gebeiztes Blech für eine makellose Pulverbeschichtung oder robuste, wasserstofffreie Bauteile benötigen - wir haben das Know-how, um Sie bei Ihrer Wahl zu beraten. Sind Sie bereit, Ihre Lieferkette zu sichern? TZR heute kontaktieren für eine Beratung über Ihr nächstes Projekt.