
Die Wahl der richtigen Verbindungsmethode für Bleche ist keine Frage der Vorliebe, sondern eine strukturelle und wirtschaftliche Berechnung. Die Entscheidung zwischen Schweißen und Nieten bestimmt die Belastbarkeit der Baugruppe, den Produktionsengpass in der Fabrikhalle und die Endkosten pro Teil.
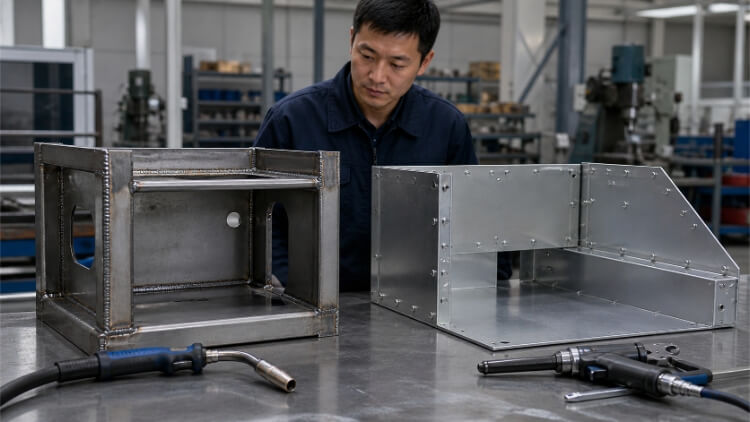
Beim Schweißen werden die Materialien zu einer einzigen, durchgehenden Struktur verschmolzen, die ideal für schwere Lasten und strenge Dichtungsanforderungen ist. Beim Nieten werden überlappende Bleche mit mechanischen Verbindungselementen zusammengefügt, was eine Kaltverarbeitungslösung darstellt, bei der eine Materialverformung vermieden wird.
Eine falsche Entscheidung in der frühen Konstruktionsphase kann zu verzogenen Feinblechen, fehlgeschlagenen Schwingungstests oder unnötigen Kosten für die Nachbearbeitung führen. In diesem Leitfaden werden die technischen Gegebenheiten beider Verfahren erläutert, damit Sie die richtige Verbindung für Ihre Baugruppe auswählen können.
Schweißen und Nieten auf einen Blick
Es gibt kein allgemein "besseres" Verfahren zwischen Schweißen und Nieten. Die optimale Wahl hängt ausschließlich von der Funktion des Teils, den verwendeten Materialien und dem Produktionsumfeld ab.
Schweißen bildet eine durchgehende Verbindung
Schweißen schmelzen die unedlen Metalle (oft mit einem Füllmaterial) unter starker Hitzeeinwirkung und verschmelzen zu einem durchgehenden Stück. Es ist das bevorzugte Verfahren, wenn eine Baugruppe maximale Steifigkeit, dauerhafte strukturelle Festigkeit oder absolute Flüssigkeits- und Gasdichtigkeit erfordert.
Nieten bildet eine mechanische Verbindung
Nieten ist ein Kaltverformungsprozess. Dabei werden Löcher gestanzt oder gebohrt, ein Befestigungselement eingesetzt und das Ende des Niets verformt, um die Bleche zu verbinden. Es ist sehr effizient für das Verbinden von dünnen Metallen, hitzeempfindlichen Materialien und unterschiedlichen Metallen, die nicht zusammengeschmolzen werden können.
Die richtige Wahl hängt von der Funktion des Teils ab
Die Ingenieure müssen die Kompromisse abwägen. Eine Schweißverbindung bietet ein nahtloses kosmetisches Finish, erfordert aber qualifizierte Arbeitskräfte und birgt das Risiko thermischer Verformung. Eine Nietverbindung ist schnell und in hohem Maße wiederholbar, aber sie hinterlässt sichtbare Schraubenköpfe und erfordert überlappende Flansche.
Tabelle 1: Schnellauswahlhilfe
| Anforderung | Bessere Wahl | Grund |
| Hohe strukturelle Festigkeit | Schweißen | Bildet eine durchgehende Verbindung |
| Leckagesicherheit | Schweißen | Kann versiegelte Nähte erzeugen |
| Dünne wärmeempfindliche Platten | Nieten | Vermeidet Wärmeverzug beim Schweißen |
| Gemischte Materialien | Nieten | Kein Schmelzen von unedlen Metallen |
| Saubere äußere Oberfläche | Schweißen | Keine sichtbaren Nietköpfe |
| Einfache Reparatur | Nieten | Nieten können entfernt und ersetzt werden |
| Beschichtete oder verzinkte Bleche | Nieten | Verringert Beschichtungsschäden |
Was sich beim Schweißen oder Nieten von Blechen ändert?
Das physikalische Verhalten einer Blechbaugruppe ändert sich erheblich, je nachdem, wie die Verbindungen geformt sind. Das Verständnis dieser mechanischen Unterschiede ist entscheidend, um ein vorzeitiges Versagen in der Praxis zu verhindern.
Festigkeit und Belastungspfad
Bei einer ordnungsgemäß ausgeführten Schweißnaht wird die mechanische Belastung kontinuierlich über die gesamte Länge der Naht verteilt. Die Schweißnaht ist oft so stark wie oder stärker als das Grundmetall selbst.
Im Gegensatz dazu werden bei Nietverbindungen die Lasten über bestimmte, isolierte Punkte übertragen. Beim Bohren oder Stanzen von Löchern für Nieten wird zwangsläufig Material abgetragen, wodurch sich die Querschnittsfläche des Blechs verringert und lokale Spannungskonzentrationen an den Lochrändern entstehen.
Ermüdungslebensdauer unter Vibration
Steifigkeit ist nicht immer ein Vorteil. In Umgebungen mit hochfrequenten Schwingungen - wie z. B. bei Fahrgestellen von Kraftfahrzeugen, Transportgehäusen oder schweren Maschinen - kann eine sehr steife Schweißnaht eine Belastung darstellen. Ständige zyklische Belastung kann zur Bildung von Mikrorissen führen, die sich in der spröden Wärmeeinflusszone der Schweißnaht ausbreiten.
Nietverbindungen weisen eine gewisse Mikroflexibilität auf. Dadurch kann die Baugruppe Schwingungsenergie leicht absorbieren und ableiten, was häufig zu einer längeren Lebensdauer bei dynamischen Belastungen führt.
Wärmeeintrag und Dünnblechverformung
Beim Schweißen entsteht eine Wärmeeinflusszone (WEZ), die das Gefüge des umgebenden Metalls verändert. Beim Schweißen von dünnen Materialien - wie z. B. 1,2 mm Aluminium 5052 oder 1,0 mm Edelstahl 304 - verursacht diese intensive, lokal begrenzte Hitze eine starke thermische Ausdehnung und Kontraktion.
Das Ergebnis sind Verformungen, Beulen und gelegentliches Durchbrennen, was später ein teures manuelles Richten erfordert. Das Nieten eliminiert dieses Risiko und erhält die präzise Geometrie und Ebenheit der dünnen Bleche.
💡 Profi-Tipp: Wir sehen oft Konstruktionsunterlagen, in denen Ingenieure Vollschweißungen an 1,2 mm dicken Aluminiumgehäusen angeben, um sichtbare Befestigungsköpfe zu vermeiden. In Wirklichkeit kann die manuelle Arbeit, die erforderlich ist, um die Wärmeverformung auszugleichen, die Stückkosten im Vergleich zu einer genieteten Konstruktion leicht um 30% in die Höhe treiben.
Materialkompatibilität und Korrosionsrisiko
Nieten ist die Standardlösung für das Verbinden unterschiedlicher Metalle, wie z. B. das Befestigen einer 6061-T6-Aluminiumplatte an einem Kohlenstoffstahlrahmen. Dies führt jedoch zu einer kritischen technischen Falle: galvanische Korrosion.
Wenn eine blanke Stahlniete in ein Aluminiumblech eingesetzt wird und einem Elektrolyt (wie Feuchtigkeit) ausgesetzt ist, reagieren die Metalle. Dies führt dazu, dass die Verbindung korrodiert und schnell versagt, was zu kostspieligen Rückrufaktionen und Garantieansprüchen führt.
Um erfolgreich zu sein, erfordern Nietverbindungen mit ungleichen Metallen eine geeignete Isolierung, z. B. durch dielektrische Beschichtungen, Verzinkung oder nicht leitende Unterlegscheiben. Das Schweißen vermeidet galvanische Probleme vollständig, da es im Allgemeinen auf die Verbindung identischer oder hochkompatibler Legierungen beschränkt ist.
Versiegelung und optische Anforderungen
Für Anwendungen, die ein wasser- oder luftdichtes Gehäuse erfordern, wie Flüssigkeitstanks oder Outdoor-Schaltschränkeist eine vollständige, durchgehende Schweißnaht obligatorisch. Die Schweißnaht kann bündig geschliffen und poliert werden und ist nach der Pulverbeschichtung völlig unsichtbar.
Nieten können keine hermetische Abdichtung gewährleisten, wenn nicht zusätzlich flüssige Dichtungsmittel oder Dichtungen verwendet werden. Außerdem ragen die Nietköpfe immer heraus und unterbrechen die optische Ebene der Oberfläche.
Konstruktionsregeln, die sich auf die Verbindungsqualität auswirken
Eine Verbindung ist nur so zuverlässig wie ihre Konstruktion. Schlecht konstruierte Schweißnähte oder Nietverbindungen versagen nicht nur vor Ort, sondern führen auch zu unmittelbaren Engpässen in der Fabrikhalle. Design for Manufacturability (DFM) bedeutet, die physikalischen Grenzen der verwendeten Werkzeuge und Materialien zu kennen.
Abstand der Nietlöcher und Kantenabstand
Wird eine Niete zu nahe an der Kante eines Blechteils gesetzt, kann es zu einem katastrophalen Versagen kommen. Die Klemmkraft und die Betriebslast können dazu führen, dass das Metall ausreißt oder sich verformt.
Eine Standardherstellungsregel besagt, dass die Mitte des Nietlochs mindestens das Doppelte des Nietdurchmessers vom Rand entfernt sein sollte. Wenn die Nieten zu dicht beieinander liegen, wird zu viel Basismaterial entfernt, was die Scherfestigkeit des Flansches insgesamt stark beeinträchtigt.
Flanschbreite und Werkzeugzugang
Ingenieure entwerfen oft enge Ecken in CAD und vergessen dabei, dass ein menschlicher Bediener Platz braucht, um eine pneumatische Nietpistole einzusetzen.
Wenn ein Biegeflansch zu schmal ist (in der Regel unter 15 mm für Standardnieten), kann das Mundstück der Nietpistole nicht bündig am Blech anliegen. Dies führt zu schrägen Nieten, losen Verbindungen und zerkratzten Oberflächen. Prüfen Sie immer den Freiradius von Standardnietwerkzeugen und legen Sie Ihre Flanschbreiten so aus, dass sie diese berücksichtigen.
Schweißnahtlänge und Wärmemanagement
Die Vorgabe einer durchgehenden Schweißnaht über die gesamte Länge einer langen Blechverbindung ist für die strukturelle Integrität selten notwendig und führt fast immer zu einem starken Verzug.
Anstelle einer einzigen durchgehenden Sicke spezifizieren erfahrene Ingenieure Nahtschweißen. Wenn beispielsweise alle 75 mm eine 25-mm-Schweißnaht vorgesehen ist, ergibt sich eine hervorragende Festigkeit, während gleichzeitig die Wärme abgeleitet werden kann. Dadurch wird die thermische Verformung bei Materialien wie 1,5 mm kaltgewalztem Stahl (SPCC) drastisch reduziert.
Toleranzverschiebung nach dem Zusammenbau
Beim Schweißen schrumpft das Metall naturgemäß, wenn das Schweißbad abkühlt und erstarrt. Diese thermische Kontraktion kann die gesamte Baugruppe aus der Toleranz bringen, insbesondere bei großen Rahmen oder präzisen Gehäusen.
Beim Nieten werden die Teile genau dort befestigt, wo die Löcher aufeinander ausgerichtet sind. Weil CNC-gestanzt oder Lasergeschnitten Da die Vorbohrungen unglaublich präzise sind, können die Arbeiter Cleco Stifte verwenden, um große Blechteile vor dem Nieten miteinander zu verbinden. Dadurch werden die Teile "selbstfixierend" und die endgültige Montage entspricht den CAD-Maßen ohne wärmebedingte Schrumpfung.
💡 Profi-Tipp: Bei der Konstruktion eines geschweißten Rahmens, der enge Toleranzen für gleitende Innenteile erfordert, planen wir immer eine Bearbeitungszugabe von 1-2 mm ein. Wir schweißen den Rahmen zuerst, lassen den Verzug abklingen und fräsen dann die kritischen Befestigungspunkte auf das exakte Endmaß.
Kosten, Vorlaufzeit und Produktionsrisiko
Einkaufsleiter konzentrieren sich oft auf die Rohkosten einer Niete im Vergleich zu den Kosten für Schweißdraht. Das ist eine Falle. Der tatsächliche finanzielle Unterschied liegt in den Arbeitslöhnen, der Oberflächenvorbereitung, der Komplexität der Vorrichtungen und dem Risiko von Ausschussteilen.
Arbeitsfähigkeit und Automatisierungsoptionen
Manuelles Schweißen erfordert hochqualifizierte, zertifizierte Bediener und ist damit einer der teuersten Arbeitsbereiche in einer Blechfabrik.
Nieten ist ein standardisierter, hochgradig wiederholbarer Prozess. Das Setzen eines pneumatischen Blindniets dauert 3 bis 5 Sekunden und kann von Bedienern mit minimaler Schulung durchgeführt werden. Im Gegensatz dazu kann eine 25-mm-WIG-Schweißnaht an Edelstahl 45 Sekunden Lichtbogenzeit plus Einrichtung und Nachbearbeitung in Anspruch nehmen.
Die Brücke vom Prototyp zur Produktion
In der Prototyping- und Kleinserienphase ist das Nieten der Königsweg. Da die Teile über Vorbohrungen und Cleco-Stifte selbst positioniert werden, sind keine speziellen Vorrichtungen erforderlich. Sie können Entwürfe schnell und zu geringen Kosten wiederholen.
Wenn Sie jedoch zur Massenproduktion übergehen, geht die Strategie oft zum Roboterpunktschweißen oder MIG-Schweißen über. Dies erfordert zwar die Investition von Tausenden von Dollar in schwere, speziell angefertigte Schweißvorrichtungen, um thermische Verformungen zu verhindern, aber die vollautomatische Geschwindigkeit und die strukturelle Steifigkeit senken letztendlich die Stückkosten in großem Maßstab.
Versteckte Kosten bei der Schweißnahtreinigung und -veredelung
Eine Schweißnaht ist selten fertig, wenn der Brenner ausgeschaltet wird. Wenn das Produkt eine glatte, kosmetische Oberfläche erfordert, müssen die Bediener die Schweißnaht manuell planschleifen, den Bereich abschleifen und die Hitzefärbung chemisch reinigen.
Das Abschleifen und Passivieren einer WIG-Schweißnaht an einem Gehäuse aus Edelstahl 304 dauert oft 2 bis 3 Minuten pro Verbindung - viel länger als das Schweißen selbst. Bei einem Gehäuse mit 50 Verbindungspunkten ist diese manuelle Arbeit ein massiver Kostentreiber. Das Nieten erfordert keine Nachbearbeitung. Sobald die Niete gezogen ist, ist das Teil bereit für den nächsten Schritt.
Reihenfolge der Oberflächenbehandlung
Die Herstellungsreihenfolge bestimmt die Verbindungsmethode. Das Schweißen muss auf blankem Metall erfolgen; man kann nicht über Pulverbeschichtungen oder schwere Beschichtungen schweißen, ohne dass giftige Dämpfe und poröse, schwache Schweißnähte entstehen.
Das Nieten kann erfolgen, nachdem das Metall vollständig oberflächenbehandelt worden ist. Dies ist ein großer Vorteil bei der Arbeit mit vorverzinkten oder vorlackierten Blechen, da so die werkseitig aufgebrachte Korrosionsschutzschicht vollständig erhalten bleibt.
Nacharbeitsrisiko und Montagetoleranz
Am Fließband passieren Fehler. Wenn ein geschweißtes Bauteil falsch ausgerichtet ist, erfordert die Korrektur zerstörerisches Schneiden, Schleifen und einen Neuanfang - oft muss das Teil ganz verschrottet werden.
Nieten bieten ein risikoarmes Sicherheitsnetz. Bei einer falsch ausgerichteten genieteten Platte können die Nieten in Sekundenschnelle herausgebohrt werden. Die Teile werden sauber getrennt, neu positioniert und wieder vernietet, ohne dass das Grundmetall beschädigt wird.
Tabelle 2: Aufschlüsselung der Kosten- und Produktionsrisiken
| Produktionsfaktor | Schweißen Auswirkungen | Fesselnde Wirkung |
| Operator Skill Level | Hoch (Erfordert geprüfte Schweißer) | Gering (leicht zu schulen, standardisierte Werkzeuge) |
| Vorabkosten für Vorrichtungen | Hoch (Erfordert starre, kundenspezifische Spannvorrichtungen) | Gering (Selbstlokalisierung über Clecos/Pilotlöcher) |
| Nachbearbeitungsarbeiten | Hoch (Schleifen, Abschleifen, Säurereinigung) | Null (bereit zur sofortigen Verwendung oder zum Versand) |
| Vorbeschichtete Materialien | Kann nicht verwendet werden (Zerstörung der Beschichtung, giftige Dämpfe) | Ausgezeichnet (erhält die Integrität der werkseitigen Beschichtung) |
| Kosten der Nacharbeit | Sehr hoch (zerstörendes Schneiden erforderlich) | Sehr niedrig (einfach die Niete aufbohren) |
| Beste Volumenanpassung | Massenproduktion (rechtfertigt die Automatisierung von Vorrichtungen) | Prototyping auf hohem Niveau (flexibel und skalierbar) |
Wo jede Methode in realen Blechbaugruppen eingesetzt wird?
In der Fabrik gibt die Anwendung den Prozess vor. Hier erfahren Sie, wie erfahrene Fertigungsingenieure das Schweißen und Nieten in den gängigen industriellen Produktkategorien anwenden.
Elektrische Gehäuse und Schaltschränke
Wenn das Gehäuse eine strenge Abdichtung gegen Umwelteinflüsse erfordert - wie z. B. eine IP67- oder NEMA 4X-Einstufung für den Außenbereich oder die Reinigung - ist kontinuierliches Schweißen nicht verhandelbar.
Ein Schaltschrank aus 1,5-mm-Edelstahl 316L muss an den Nähten vollständig WIG-geschweißt, bündig geschliffen und passiviert werden. Der Versuch, ein IP-geschütztes Gehäuse zu vernieten, erfordert sekundäre Silikondichtmittel oder schwere Dichtungen. Diese zersetzen sich unter UV-Belastung und Temperaturschwankungen, was letztlich zu katastrophalem Wassereintritt und Kurzschlüssen führt.
Telekommunikationsschränke und vorbeschichtete Baugruppen
5G-Telekommunikationsschränke und HLK-Geräte für den Außenbereich werden häufig aus vorverzinktem Blech gestanzt, um Rost zu vermeiden.
Wenn Sie verzinkten Stahl schweißen, verdampft der 3000 °C heiße Lichtbogen sofort die schützende Zinkschicht, wobei giftige Dämpfe freigesetzt werden und die hitzebeeinflusste Zone völlig ungeschützt bleibt. Wenn nicht der gesamte geschweißte Rahmen nach der Fertigung einer teuren Feuerverzinkung unterzogen wird, rostet diese Schweißnaht in einer Küstenumgebung innerhalb von 6 Monaten. Beim Nieten bleibt die Zinkschicht 100% intakt, so dass es das vorgeschriebene Verfahren für vorbeschichtete Materialien ist.
Schwere strukturelle Klammern und Versandvolumen
Beim Bau von tragenden Rahmen aus 3 mm bis 6 mm starkem Q235-Kohlenstoffstahl sorgt das MIG-Schweißen für die nötige Scherfestigkeit, um massive statische Lasten zu bewältigen. Bei grenzüberschreitenden Lieferketten bedeutet ein vollständig geschweißter 100%-Großrahmen jedoch, dass Sie für den Versand von Leergut bezahlen müssen.
Kluge Beschaffungsteams verwenden eine modulare Strategie. Sie schweißen die kritischen, stark beanspruchten Unterbaugruppen im Werk WIG- oder MIG-geschweißt, konstruieren aber den äußeren Hauptrahmen für die Montage mit hochbelastbaren strukturellen Nieten oder Schrauben. Durch diesen hybriden Ansatz bleibt die strukturelle Integrität des Q235-Stahls erhalten, während gleichzeitig das Versandvolumen per Seefracht um über 40% reduziert wird.
Tiefgezogene Komponenten und Eigenspannung
Beim Tiefziehen von Metallteilen wird das Blech extrem plastisch verformt. Dies führt zu massiven inneren Eigenspannungen in den Wänden des gezogenen Teils.
Wenn Sie starke Schweißhitze anwenden, um eine interne Halterung an einer tiefgezogenen Schale zu befestigen, wird diese Spannung schnell freigesetzt. Das Gehäuse wird wahrscheinlich reißen, sich verziehen oder völlig aus der Maßtoleranz geraten. Für stark geformte Bereiche an Tiefziehteilen sind Kaltumformverfahren wie Blindnieten nach wie vor die sicherste technische Lösung, um sekundäre Komponenten zu befestigen, ohne die Primärgeometrie zu beeinträchtigen.
Wenn Schweißen und Nieten besser zusammen funktionieren?
Der häufigste Fehler, den angehende Ingenieure machen, ist, dass sie Schweißen und Nieten als eine streng binäre Wahl betrachten. In der Weltklasse-Hardwareentwicklung verwenden die besten Baugruppen eine gemischte Verbindungsstrategie.
Der "Exoskelett"-Ansatz
Eine klassische DFM-Strategie für Industriemaschinen ist der Aufbau eines "Exoskeletts".
Die Ingenieure entwerfen einen schweren inneren Strukturrahmen aus 2 mm dickem geschweißtem Stahlrohr, um absolute Steifigkeit und Schwingungsdämpfung zu gewährleisten. Die äußeren kosmetischen Verkleidungen - oft aus leichtem, eloxiertem 1,2 mm starkem Aluminium - werden jedoch mit strukturellen Blindnieten oder Gewindeeinsätzen an diesem geschweißten Rahmen befestigt. So entsteht ein hochbelastbarer Kern mit perfekt flachen, verzugsfreien ästhetischen Platten.
Geschweißte Nähte mit abnehmbaren Servicepaneelen
Dauerhafte Verbindungen sind ein Alptraum für die Wartung vor Ort. Wenn eine Flüssigkeitspumpe in einem vollverschweißten Tank ausfällt, können die Techniker vor Ort nicht mit einem Winkelschleifer und einem WIG-Schweißgerät zum Kunden kommen, um das Gehäuse zu öffnen und wieder zu verschließen.
Intelligente Baugruppen verwenden durchgängige Schweißnähte für den primären Sicherheitsbehälter, um die Dichtigkeit zu gewährleisten, und verwenden hochbelastbare genietete oder verschraubte Flansche für die Zugangsklappen. Wenn ein Bauteil ausfällt, kann ein Techniker die Nieten innerhalb von 10 Sekunden aufbohren, das Teil austauschen und mit einem $50-Handwerkzeug neue Nieten anbringen - so werden Ausfallzeiten im Werk praktisch vermieden.
💡 Profi-Tipp: Bei der Konstruktion eines gemischten Außengehäuses ist auf die galvanische Korrosion zwischen dem geschweißten Rahmen und den genieteten Platten zu achten. Wenn Sie Aluminiumplatten an einen geschweißten Rahmen aus Kohlenstoffstahl nieten, sollten Sie immer zink-nickel-beschichtete Nieten oder Isolierscheiben aus Nylon verwenden. Wir haben schon $10.000 Schaltschränke versagen sehen, nur weil eine blanke $0,05 Stahlniete mit einer Aluminiumtür reagiert hat.
Schlussfolgerung
Schweißen und Nieten sind keine konkurrierenden Verfahren. Sie lösen unterschiedliche Verbindungsprobleme in der Blechfertigung. Schweißen ist oft besser für stabile Rahmen, dichte Nähte und saubere Außenflächen geeignet. Nieten eignet sich oft besser für dünne Bleche, gemischte Materialien, beschichtete Teile und Baugruppen, die repariert oder ersetzt werden müssen.
Bevor Sie sich für Schweißen oder Nieten entscheiden, sollten Sie Material, Dicke, Belastungsanforderungen, Oberflächengüte, Toleranzen und Produktionsmenge prüfen. Wenn Sie sich nicht sicher sind, welches Verfahren für Ihre Blechbaugruppe geeignet ist, Senden Sie uns Ihre Zeichnung. Unser Ingenieurteam kann den Entwurf der Verbindung überprüfen und einen praktischen Herstellungsweg vorschlagen.


