
Das Stanzen von Aluminium ist ein Schlüsselverfahren in der modernen Blechfertigung. Es verwandelt flache Aluminiumbleche mit großer Effizienz in starke, präzise Teile. Von Karosserieblechen und Batteriegehäusen bis hin zu industriellen Halterungen und Elektronikrahmen bietet das Aluminiumstanzen Geschwindigkeit, Genauigkeit und Konsistenz.
Branchendaten zeigen, dass durch den Ersatz von Stahl durch Aluminium das Gewicht einer Fahrzeugkarosserie um bis zu 40% gesenkt werden kann, was den Kraftstoffverbrauch oder die Reichweite eines Elektrofahrzeugs um 6-8% verbessern kann. Leichtbau ist mehr als ein Trend - er ist eine intelligente Strategie für Energieeinsparungen, Leistung und Nachhaltigkeit.
In diesem Artikel werden die grundlegenden Verfahren, Materialoptionen und Konstruktionspraktiken erläutert, mit denen Ingenieure leichtere und intelligentere Produkte entwickeln können.

Verständnis der Aluminium-Stanztechnik
Beim Stanzen von Aluminium werden flache Bleche durch kontrollierten Druck und Werkzeuge in präzise, haltbare Komponenten verwandelt. In diesem Abschnitt werden die wichtigsten Verfahrenstypen erläutert und wie sie jeweils Genauigkeit und Effizienz erreichen.
Was ist Aluminium-Stanzen?
Beim Aluminiumstanzen werden flache Aluminiumbleche mit einer Presse und einem Werkzeug geformt oder geschnitten. Jeder Pressenhub übt eine kontrollierte Kraft aus, die das Metall umformt, ohne es zu schmelzen oder zu bearbeiten.
Zu den wichtigsten Arbeitsschritten gehören Stanzen, Lochen, Biegen und Ziehen. In der Großserienfertigung kombinieren Folgeverbundwerkzeuge diese Schritte, um 60-120 Hübe pro Minute zu erreichen und dabei enge Toleranzen einzuhalten.
Arten von Aluminium-Stanzvorgängen
Verschiedene Stanzvorrichtungen dienen unterschiedlichen Produktionszielen - von einfachen flachen Teilen bis hin zu tiefen, komplexen Gehäusen.
| Methode | Beschreibung | Bester Anwendungsfall |
|---|---|---|
| Folgeverbundstempel | Mehrere Vorgänge laufen in einer kontinuierlichen Linie ab. | Großvolumige Teile mit engen Toleranzen. |
| Transferstempel | Jeder Rohling durchläuft separate Werkzeuge mit Robotertransfer. | Große oder tiefgezogene Bauteile. |
| Tiefziehen | Formen von Bechern oder Gehäusen durch Strecken von Blechen. | Batteriegehäuse, Geräteschalen. |
| Verbundstempel | Schneiden und Formen in einem einzigen Arbeitsgang. | Mittelgroße Teile von mittlerer Komplexität. |
| Vier-Schieber / Multi-Schieber | Mehrere Rutschen biegen sich gleichzeitig aus verschiedenen Richtungen. | Kleine, komplexe elektronische Teile. |
Materialeigenschaften, die das Stanzen beeinflussen
Das Verhalten von Aluminium unter Druck bestimmt den Erfolg beim Umformen. Wir wollen herausfinden, warum bestimmte Legierungen, Härten und Oberflächenbehandlungen den Unterschied in der Umformleistung ausmachen.
Warum Aluminium ideal für die Stanztechnik ist?
Aluminium verbindet leichte Festigkeit mit guter Formbarkeit und eignet sich daher hervorragend zum Stanzen. Seine Dichte beträgt nur 2,7 g/cm³, etwa ein Drittel von Stahl, und dennoch bleibt seine spezifische Festigkeit hoch. Durch den Ersatz von Stahl durch Aluminium kann das Gewicht um bis zu 40% gesenkt werden, ohne dass die Steifigkeit beeinträchtigt wird.
Außerdem bildet es eine dünne Oxidschicht, die vor Korrosion schützt. Die hohe thermische und elektrische Leitfähigkeit von Aluminium macht es für Gehäuse und Kühlsysteme geeignet.
Unter Umweltgesichtspunkten behält recyceltes Aluminium mehr als 90% seines ursprünglichen Energiewerts und unterstützt damit eine nachhaltige Produktion.
Gängige Aluminiumlegierungen für die Stanztechnik
Bei der Wahl der richtigen Legierung müssen Festigkeit, Verformbarkeit und Kosten in Einklang gebracht werden.
| Legierung | Festigkeit (MPa) | Verformbarkeit | Typische Anwendungen |
|---|---|---|---|
| 1100-O | 90 | Ausgezeichnet | Dekorative Platten, Reflektoren |
| 3003-H14 | 130 | Gut | HVAC-Paneele, Geräteabdeckungen |
| 5052-H32 | 215 | Ausgezeichnetes Gleichgewicht | Automobilverkleidungen, Schiffsrahmen |
| 6061-T6 | 275 | Mäßig | Strukturelle Halterungen, EV-Chassis |
| 7075-T6 | 505 | Niedrig | Teile für Luft- und Raumfahrt und Verteidigung |
Einblicke für Ingenieure: 5052-H32 bietet ein hervorragendes Gleichgewicht - stark für Halterungen, aber weich genug für das Folgeverbundverfahren. 6061-T6 benötigt mehr Tonnage und sorgfältige Eckenradien, um Kantenrisse zu vermeiden.
Materialzustand und Oberflächenbehandlungen
Der Härtezustand (O, H12, H32 usw.) beeinflusst das Verhalten von Aluminium beim Umformen. Weichere Zustände lassen sich leichter ziehen, können sich aber verziehen; härtere Zustände behalten ihre Form besser, können aber reißen.
Um die Reibung zu kontrollieren und die Lebensdauer der Werkzeuge zu verlängern, verwenden viele Fabriken Trockenfilm-Schmiermittel oder PVD-Beschichtungen wie TiN oder CrN. Nach dem Stanzen werden die Teile zum Schutz und zur Verbesserung des Aussehens häufig eloxiert, pulverbeschichtet oder umbeschichtet.
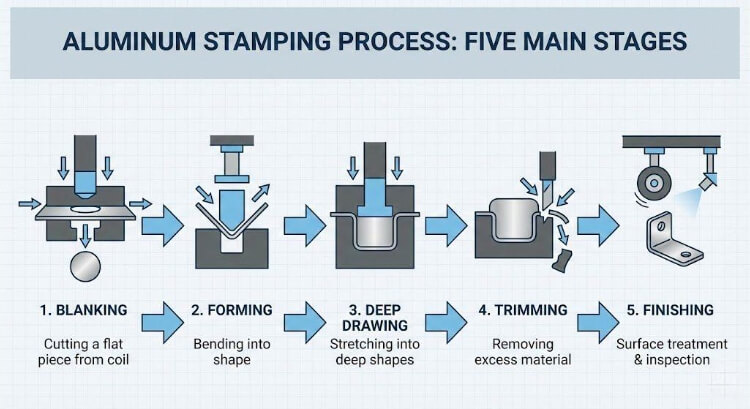
Die wichtigsten Schritte im Aluminium-Stanzprozess
Jeder Schritt - vom Stanzen bis zur Endbearbeitung - bestimmt die Qualität der Teile. Hier erfahren Sie, wie jeder Prozessschritt zu Präzision, Wiederholbarkeit und glatten Oberflächenergebnissen beiträgt.
Ausblenden und Durchstechen
Der Stanzprozess beginnt mit dem Stanzen, bei dem Aluminiumbleche mithilfe von Stempeln und Matrizen in exakte Formen geschnitten werden. Ein gut geplantes Verschachtelungslayout kann den Materialeinsatz um 15-25% erhöhen und so den Ausschuss und die Gesamtkosten senken.
Als Nächstes folgt das Lochstanzen, bei dem Löcher oder Ausschnitte hinzugefügt werden. Wenn der Abstand zwischen Stempel und Matrize etwa 6-10% der Blechdicke beträgt, werden Grate und konische Kanten vermieden. Bei Hochgeschwindigkeitsläufen überprüfen die Techniker häufig die Schärfe des Stempels und die Ausrichtung der Matrize.
Umformen und Biegen
Nach dem Schneiden kommen die Rohlinge in Umformpressen, die sie in Konturen oder Winkel bringen. Aluminium neigt aufgrund seiner Elastizität dazu, nach dem Biegen leicht in seine flache Form zurückzuspringen.
Um dem entgegenzuwirken, verwenden die Ingenieure Überbiegungen oder ändern die Geometrie des Werkzeugs. Bei den meisten Legierungen sollte der kleinste innere Biegeradius 1,5 × die Blechdicke betragen; bei 6061-T6 kann er 2 × sein.
Zeichnen und Münzen
Beim Tiefziehen werden aus flachen Rohlingen becher- oder schalenförmige Teile hergestellt. Glatte Radien, gleichmäßiger Druck des Niederhalters und gleichmäßige Schmierung sind die wichtigsten Faktoren, die Faltenbildung oder Risse verhindern.
Die Simulationsergebnisse zeigen, dass der Druckausgleich die Schwankungen in der Ziehtiefe im Vergleich zur manuellen Steuerung um bis zu 30% verringern kann.
Das Prägen ist in der Regel der letzte Präzisionsschritt. Es verfeinert die Kanten, glättet die Oberflächen und verbessert die Dichtungsbereiche, was ideal für elektronische oder flüssigkeitsdichte Gehäuse ist.
Beschneiden, Entgraten und Endbearbeitung
Die geformten Teile werden entgratet, um überschüssiges Metall zu entfernen und die Kanten zu glätten. Automatisiertes Bürsten und Gleitschleifen sorgen für gleichmäßige Ergebnisse im Maßstab.
Die Oberflächenbehandlung kann Eloxieren, Pulverbeschichten oder chemische Konversionsbeschichtungen umfassen, je nachdem, wo das Teil eingesetzt werden soll. Diese Behandlungen schützen vor Korrosion, verbessern das Aussehen oder erhalten die elektrische Leitfähigkeit.
Prozessherausforderungen und technische Überlegungen
Selbst erfahrene Hersteller stehen bei Aluminium vor besonderen Herausforderungen. In den folgenden Abschnitten werden häufige Probleme und bewährte Strategien zur Erzielung konsistenter Umformergebnisse beschrieben.
Typische Probleme beim Stanzen von Aluminium
| Defekt | Grundlegende Ursache | Ergebnis zum Teil |
|---|---|---|
| Faltenbildung | Ungleichmäßige Druckspannung beim Tiefziehen | Gekräuselte Seitenwände |
| Knacken | Übermäßige Dehnung oder kleiner Biegeradius | Einreißen der Kanten |
| Galling | Metallanhaftungen zwischen Matrize und Blech | Oberfläche ritzen |
| Rückfederung | Elastische Rückstellung nach Biegung | Änderungen des Winkels |
| Oberflächenmarkierungen | Verschmutzte Matrizen oder zu viel Druck | Kosmetische Mängel |
Strategien zur Überwindung von Defekten
- Verbesserung der Matrizengeometrie: Vergrößern Sie Verrundungsradien und polieren Sie Matrizenecken. Selbst eine Änderung des Radius um 1 mm kann die Lebensdauer der Matrize um 25% verlängern.
- Richtige Schmierung verwenden: Tragen Sie Trockenschmiermittel oder PVD-Beschichtungen wie TiN oder CrN auf, um die Reibung zu verringern.
- Kontrolle des Drucks im Leerguthalter: Servosysteme passen den Druck automatisch an, um einen gleichmäßigen Materialfluss zu gewährleisten.
- Temperatur einstellen: Erwärmen Sie Aluminium auf 120-150°C, um harte Legierungen besser verformbar zu machen.
- Kombinieren Sie Simulation mit SPC: Nutzen Sie Umformsimulation und statistische Prozesskontrolle, um Fehler frühzeitig zu erkennen.
Toleranzen und Maßkontrolle
Gestanzte Aluminiumteile haben oft eine Genauigkeit von ±0,05 mm bis ±0,10 mm. Um dies zu erreichen, verwenden die Pressen eine Kraftüberwachung in Echtzeit und eine regelmäßige Kalibrierung der Werkzeuge.
Änderungen der Temperatur oder der Blechdicke können die Toleranzen langsam verschieben. Moderne Servopressen können die Schließhöhe und den Hub automatisch anpassen, um dies zu korrigieren, was die Ausbeute um bis zu 40% gegenüber manuellen Systemen verbessert.
Branchenübergreifende Anwendungen
Das Stanzen von Aluminium ist der Motor für Innovationen in zahlreichen Branchen. Sehen Sie, wie es leichtere, stärkere und effizientere Produkte von Fahrzeugen bis hin zu Luft- und Raumfahrtsystemen ermöglicht.
Komponenten für Kraftfahrzeuge und Elektrofahrzeuge
Der Automobil- und der Elektrofahrzeugsektor sind in hohem Maße von der Aluminiumprägung abhängig, um die Ziele des Leichtbaus und der Nachhaltigkeit zu erreichen. Der Ersatz von Stahl durch Aluminium kann das Gesamtgewicht von Fahrzeugen um 15-20% senken, den Kraftstoffverbrauch um 6-8% verbessern und die Reichweite von Elektrofahrzeugen um 10-12% erhöhen.
Zu den gestanzten Aluminiumteilen gehören Karosserieteile, Batteriegehäuse, Crashboxen, Hitzeschilde und Halterungen. Diese Komponenten bieten Korrosionsbeständigkeit, Festigkeit und Langlebigkeit und funktionieren auch bei Vibrationen und Temperaturschwankungen zuverlässig.
Elektronik und Konsumgüter
In der Elektronik ermöglicht das Stanzen von Aluminium dünne, starke und attraktive Designs - perfekt für Laptop-Rahmen, LED-Gehäuse und Gehäuse von Kommunikationsgeräten. Seine Wärmeleitfähigkeit trägt zur natürlichen Wärmeableitung bei und reduziert den Bedarf an zusätzlichen Kühlkomponenten.
Gestanztes Aluminium bietet außerdem EMI/RFI-Abschirmung, um empfindliche Schaltkreise vor elektromagnetischen Störungen zu schützen. Oberflächenveredelungen wie Eloxierung und Konversionsbeschichtung verbessern sowohl das Aussehen als auch die Korrosionsbeständigkeit und erhöhen die Haltbarkeit von hochwertigen Produkten.
Luft- und Raumfahrt und Industrieausrüstung
In der Luft- und Raumfahrt wird das Aluminium-Stanzverfahren für Halterungen, Kanäle, Montageplatten und Instrumentengehäuse verwendet. Hochfeste Legierungen wie 2024-T3 und 7075-T6 erreichen Zugfestigkeiten von über 450 MPa, wodurch die Teile steif bleiben und das Gewicht im Vergleich zu Stahl um fast zwei Drittel reduziert wird.
Die gestanzten Komponenten werden häufig anschließend CNC-bearbeitet oder CMM-geprüft, um die strengen Präzisionsstandards der Luft- und Raumfahrt zu erfüllen.
In Industriemaschinen wird Aluminium häufig für Motorgehäuse, Lüftungsplatten und Gehäuserahmen gestanzt. Es ist oxidationsbeständig und verringert den Wartungsbedarf, was zu einer längeren Lebensdauer der Geräte beiträgt.

Wirtschaftliche und ökologische Erwägungen
Effizienz und Nachhaltigkeit gehen in der modernen Fertigung Hand in Hand. Wir wollen untersuchen, wie das Aluminium-Stanzverfahren ein Gleichgewicht zwischen Produktionskosten und langfristiger Umweltverantwortung herstellt.
Kosteneffizienz in der Produktion
Das Stanzen von Aluminium bietet ein ausgezeichnetes Gleichgewicht zwischen Kosten und Leistung, insbesondere bei großen Produktionsserien. Obwohl Aluminiumbleche pro Kilogramm mehr kosten als Baustahl, gleichen Hochgeschwindigkeitsstanzen und eine lange Lebensdauer der Werkzeuge diese Kosten aus. Moderne Pressen arbeiten mit 80-120 Hüben pro Minute und produzieren Tausende von Teilen pro Stunde.
Folgeverbundwerkzeuge reduzieren den Abfall weiter und verringern die Zeit für die sekundäre Bearbeitung. Untersuchungen zeigen, dass das Stanzen die Stückkosten im Vergleich zur CNC-Bearbeitung oder zum Gießen um 20-30% senken kann, sobald die Produktion 10.000 Teile überschreitet.
Nachhaltigkeit und Recycling
Aluminium kann ohne Qualitätsverlust endlos recycelt werden. Die Herstellung von recyceltem Aluminium erfordert nur 5% der Energie, die für die Herstellung von neuem Metall benötigt wird, und reduziert die CO₂-Emissionen um bis zu 95%.
Viele Fabriken verwenden inzwischen geschlossene Kreislaufsysteme, in denen Verschnitt und Schrott direkt zur Wiedereinschmelzung gesammelt werden. Dies senkt die Rohstoffkosten und unterstützt die Nachhaltigkeitsziele des Unternehmens.
Globale Lieferkette und Qualitätsstandards
Die meisten professionellen Stanzwerke arbeiten nach den Qualitätssicherungssystemen ISO 9001 oder IATF 16949, um die Konsistenz der Prozesse und eine vollständige Rückverfolgbarkeit zu gewährleisten. Das Versorgungsnetz für Aluminium ist heute stabil und global, mit zuverlässigen Coil- und Blechlieferanten in Asien, Europa und Nordamerika.
Moderne Fabriken nutzen Echtzeitüberwachung, Inline-Inspektion und cloudbasierte SPC-Systeme, um Größenabweichungen sofort zu erkennen. Diese Tools tragen dazu bei, hohe Präzision und Produktionsgeschwindigkeit gleichzeitig aufrechtzuerhalten.
Design-Tipps für die Aluminium-Stanztechnik
Großartige Stanzteile beginnen mit einem durchdachten Design. Die folgenden Einblicke zeigen, wie Geometrie, Toleranzen und Teamarbeit Ideen in fertigungsgerechte Präzision umsetzen.
Optimierung der Herstellbarkeit
Ein gutes Stanzdesign sorgt für ein Gleichgewicht zwischen Geometrie, Materialfluss und Werkzeuglebensdauer. Selbst kleine CAD-Details können die Effizienz und den Werkzeugverschleiß in der Produktion beeinflussen.
- Halten Sie die richtigen Biegeradien ein. Für die meisten Legierungen sollte der minimale innere Biegeradius 1-1,5× der Blechdicke betragen. Bei härteren Legierungen wie 6061-T6 sollte die Blechdicke 2× so groß sein, um Risse zu vermeiden.
- Lassen Sie genügend Spielraum für das Loch. Halten Sie Löcher mindestens 2× die Materialstärke von Biegungen entfernt, um Verformungen zu vermeiden.
- Verwenden Sie abgerundete Ecken. Scharfe Innenwinkel führen zu Spannungsaufbau und schnellerem Werkzeugverschleiß; abgerundete Ecken halten länger.
- Planen Sie die Rückfederung ein. Fügen Sie bei 5052- oder 6061-Legierungen 1-2° Überbiegung hinzu, um die elastische Erholung auszugleichen.
Einblicke für Ingenieure:
Vor der Serienproduktion führen Werkzeughersteller in der Regel kurze Testläufe durch, um die tatsächliche Rückfederung zu messen. Die Aktualisierung der Biegedaten aus diesen Tests kann die Nacharbeitsquote um bis zu 30% senken.
Zusammenarbeit zwischen Design und Fertigung
Eine gute Koordination zwischen Design- und Produktionsteams sorgt für eine reibungslosere, schnellere und wirtschaftlichere Umformung. Eine DFM-Prüfung (Design for Manufacturability) hilft dabei, potenzielle Probleme bei der Umformung zu erkennen, bevor das Werkzeug in Betrieb genommen wird.
Konstrukteure können zum Beispiel tiefe Gehäuse mit scharfen Ecken wählen. Fertigungsingenieure könnten abgerundete Übergänge vorschlagen, um die Belastung während der Umformung zu verringern. Moderne Simulationswerkzeuge wie AutoForm oder PAM-STAMP können Ausdünnungs- und Dehnungswerte mit einer Genauigkeit von ±10% der realen Werte vorhersagen und so dazu beitragen, Entwürfe zu verfeinern, bevor der Stahl für die Form geschnitten wird.
Design-Tipp:
Teilen Sie Ihre 3D-Modelle, Toleranzanforderungen und Produktionsziele frühzeitig mit Ihrem Stanzwerkzeuglieferanten. Er kann Ihnen die beste Pressentonnage, den besten Werkzeugaufbau und die beste Legierung empfehlen, um die Vorlaufzeit und die Kosten für die Werkzeugherstellung zu senken.
Oberfläche und Veredelungsoptionen
Richtig Veredelung verbessert sowohl die Korrosionsbeständigkeit als auch die optische Qualität von gestanzten Aluminiumteilen.
| Ausführung Typ | Zweck | Ideale Anwendungen |
|---|---|---|
| Eloxieren | Erzeugt eine harte Oxidschicht für Korrosionsschutz und Farboptionen | Außentafeln, Elektronikgehäuse |
| Pulverbeschichtung | Verleiht eine dauerhafte, dekorative Oberfläche, die UV- und verschleißfest ist | Geräteabdeckungen, Gehäuse |
| Konversionsbeschichtung (Alodine) | Verbessert Leitfähigkeit und Lackhaftung | Elektrische Steckverbinder, Teile für die Luft- und Raumfahrt |
| Mechanisches Polieren / Bürsten | Verbessert Oberflächenbeschaffenheit und Aussehen | Konsumgüter, sichtbare Paneele |
Einblicke für Ingenieure:
Wenn das Teil elektrisch leitfähig sein muss, sollte es nicht voll eloxiert werden. Seine Oxidschicht ist nicht leitfähig. Verwenden Sie stattdessen eine Chromatierungsbeschichtung, die sowohl Schutz als auch Leitfähigkeit bietet.
Schlussfolgerung
Das Aluminium-Stanzverfahren vereint Präzision, Skalierbarkeit und Ökoeffizienz in einem einzigen Prozess. Es ermöglicht Ingenieuren, leichtere Konstruktionen zu bauen, ohne auf Stärke oder Haltbarkeit zu verzichten.
Seine Anpassungsfähigkeit macht es so leistungsstark - sowohl für Hochgeschwindigkeits-EV-Linien als auch für kleine Prototypenprojekte. Wenn die Wahl der Legierung, die Einrichtung des Werkzeugs und die Prozesssteuerung aufeinander abgestimmt sind, liefert das Stanzen gleichbleibende Qualität und Kosteneinsparungen.
Möchten Sie die Effizienz und Qualität Ihrer Aluminium-Stanzprojekte verbessern? Kontakt zu unserem Ingenieurteam für eine kostenlose Design- oder Prozessüberprüfung. Wir helfen Ihnen bei der Auswahl der richtigen Legierung, bei der Optimierung Ihres Umformprozesses und bei der Entwicklung von Werkzeugen, die für langfristige Zuverlässigkeit ausgelegt sind.
FAQs
Welche Aluminiumlegierungen eignen sich am besten zum Tiefziehen?
Weiche und duktile Sorten wie 3003-O und 5052-O eignen sich am besten. Sie lassen sich leicht dehnen, ohne zu reißen, und erzeugen glatte, gleichmäßige Wände in tiefgezogenen Teilen.
Wie unterscheidet sich das Stanzen von Aluminium vom Stanzen von Stahl?
Aluminium benötigt etwa 40-60% weniger Umformkraft als Stahl, weist aber mehr Rückfederung auf. Die Werkzeugausrichtung und die Oberflächenbeschaffenheit der Matrize müssen präziser sein, um die Formgenauigkeit zu erhalten.
Können Servopressen die Präzision beim Stanzen verbessern?
Ja. Servopressen ermöglichen variable Hubgeschwindigkeiten und Verweilzeiten. Diese Steuerung verringert die Rückfederung und trägt dazu bei, dass die Dicke bei stärkeren Legierungen gleichmäßig bleibt.
Was sind die häufigsten Stanzfehler und wie kann man sie vermeiden?
Typische Fehler sind Faltenbildung, Risse und Abrieb. Verwenden Sie größere Eckenradien, eine gleichmäßige Schmierung und einen ausgewogenen Druck auf den Niederhalter. Das Reinigen der Matrizen verhindert häufig Ablagerungen und Oberflächenmarkierungen.
Ist das Stanzen von Aluminium für Kleinserien kosteneffizient?
Ja. Mit modularen Werkzeugen und CNC-gesteuerten Pressen ist das Aluminium-Stanzen selbst bei Prototypen und Kleinserien effizient. Es liefert eine gleichbleibende Teilegenauigkeit, bevor es in die Massenproduktion übergeht.


