
Rostfreier Stahl ist von Natur aus korrosionsbeständig. Die Beschichtung ist eine kalkulierte technische Entscheidung zur Veränderung der Oberflächenmechanik, keine Maßnahme zur Rostverhütung. Wir setzen die Vernickelung ein, um die Verschleißfestigkeit drastisch zu verbessern, die Oberflächenhärte zu erhöhen, das Festfressen von Gewinden zu verhindern und ein zuverlässiges Löten bei der Endmontage zu ermöglichen.
Die Vernickelung von rostfreiem Stahl erhöht die Korrosionsbeständigkeit, die Oberflächenhärte und die Lötbarkeit erheblich. Um eine hervorragende Haftung zu gewährleisten, muss die passive Oxidschicht des Metalls durch einen Woods Nickel Strike entfernt werden, bevor galvanisches oder chemisches Nickel aufgetragen wird. Diese spezielle Aktivierung verhindert ein Abblättern und gewährleistet eine dauerhafte, verschleißfeste Oberfläche für industrielle Komponenten.
Dieser Leitfaden konzentriert sich ausschließlich auf die praktischen Gegebenheiten in der Werkstatt bei der Beschichtung von rostfreiem Stahl. Wir gehen auf die Prozessauswahl, die Haftungskontrolle, die Toleranzplanung und die physikalischen Kostenabwägungen ein, die bei der Herstellung in großem Maßstab eine Rolle spielen.

Warum Edelstahl schwer zu beschichten ist?
Rostfreier Stahl ist aufgrund seiner stabilen Oberflächenschicht resistent gegen Beschichtungen. Er blockiert die Adhäsion und erfordert vor der Beschichtung spezielle Aktivierungsschritte.
Die passive Oxidschicht
Das charakteristische Merkmal von rostfreiem Stahl ist seine chromhaltige passive Oxidschicht. Diese Schicht bildet sich sofort, wenn sie Sauerstoff ausgesetzt wird, und schützt das Substrat, wirkt aber als physikalische Barriere für die Galvanisierung.
Die direkte Abscheidung von Nickel über dieser passiven Schicht führt zu einer "falschen Haftung". Die Beschichtung mag die Inspektion im Tank visuell bestehen, aber sie wird unweigerlich Blasen werfen oder abblättern, sobald sie bei einem Standard-Biegetest oder einer Temperaturwechselprüfung mechanisch belastet wird.
Wood's Nickel Strike
Die Passivschicht kann nicht umgangen werden; sie muss chemisch abgetragen werden, wobei gleichzeitig verhindert werden muss, dass sie sich neu bildet. Der Industriestandard hierfür ist ein Wood's Nickel Strike.
- Die Chemie: Bei diesem Verfahren wird ein stark saures Bad verwendet - ein genaues Verhältnis von Nickelchlorid und Chlorwasserstoffsäure-mit einer sehr hohen Stromdichte betrieben werden.
- Der Mechanismus: Es ätzt die Oxidschicht aggressiv weg und scheidet sofort eine mikrodünne, hochaktive Nickelschicht ab, die die notwendige metallurgische Verbindung schafft.
Grenzwerte für die Oberflächenaktivierung
Die Aktivierung erfordert ein aggressives, gezieltes Chemikalienmanagement. Verschiedene Edelstahlsorten reagieren in der Anlage unterschiedlich.
Hochlegierte Qualitäten wie 316 oder Teile, die während des Prozesses einer Kalthärtung unterzogen wurden Blechprägungerfordern eine viel strengere kathodische Aktivierung als ein Standard-304-Blech. Wenn die spezifische Oberflächengeometrie nicht vollständig aktiviert wird, ist das Scheitern des ersten Angriffs garantiert.
Strenge Transferzeiten
In strengen Produktionsumgebungen kommt es häufig zu Haftungsfehlern zwischen den Tanks, nicht in ihnen. Sobald der Holzanstrich aufgebracht ist, ist die Oberfläche sehr reaktiv.
Wenn die Transferzeit zwischen dem Abbeiztank und dem primären Nickelbad zu langsam ist - oft muss sie deutlich unter 30 Sekunden gehalten werden -, trocknet das Teil oder wird an der Umgebungsluft repassiviert, was zu einer Delaminierung in der Folgezeit führt.
Prozessauswahl: Chemische Vernickelung vs. elektrolytisches Nickel
Verschiedene Beschichtungsverfahren führen zu sehr unterschiedlichen Ergebnissen bei realen Teilen. Jedes Verfahren verändert Kosten, Abdeckungsqualität und Funktionsverhalten.
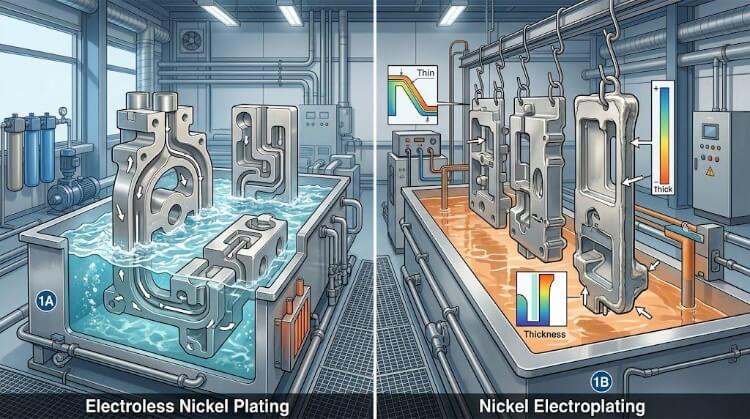
Chemisches Vernickeln (ENP)
ENP ist ein autokatalytischer chemischer Reduktionsprozess, der keinen externen elektrischen Strom benötigt. Bei diesem Verfahren werden Nickel und Phosphor gemeinsam abgeschieden, was es für die Präzisionsfertigung sehr berechenbar macht.
- Kontrollierte Härte: Durch die Steuerung des Phosphorgehalts (niedrig, mittel oder hoch) können die Ingenieure bestimmte Härtegrade und Verschleißfestigkeit genau einstellen.
- Absolute Gleichförmigkeit: Die Abscheidungsrate wird vollständig von der Badtemperatur und der Chemie bestimmt. Wenn eine Zeichnung eine 15-Mikrometer Beschichtung erhält das Teil genau 15 Mikrometer gleichmäßig über alle Oberflächen.
- Komplexe Geometrien: ENP ist die einzige praktikable Option für CNC-gefertigte Teile mit Innengewinden, tiefen Vertiefungen oder sich kreuzenden Löchern. Es stellt sicher, dass die Innenflächen genau den gleichen Schutz erhalten wie die Außenflächen.
Elektrolytisches Nickel
Bei der elektrolytischen Vernickelung wird ein externer Gleichstrom verwendet, um Nickelionen von einer Anode auf das Substrat aus rostfreiem Stahl zu treiben.
- Hochvolumiger Wirkungsgrad: Es ist in der Regel schneller abzuscheiden und wesentlich kostengünstiger für großvolumige Produktionsläufe, wie z. B. flache Blechhalterungen.
- Der Faradaysche Käfig-Effekt: Die elektrolytische Beschichtung hat mit komplexen Geometrien große Schwierigkeiten. Elektrischer Strom gelangt nicht in abgeschirmte innere Hohlräume oder Sacklöcher, so dass diese nicht beschichtet werden.
- Schwankungen in der Stromdichte: In Bereichen mit hoher Stromstärke - wie z. B. an scharfen CNC-Ecken oder Scherkanten - kommt es zu einer schnellen Materialansammlung, die als "Hundeknochen-Effekt". Umgekehrt sind flache Zentren mit niedrigem Strom viel dünner. Dieser ungleichmäßige Aufbau führt leicht dazu, dass eng tolerierte Teile außerhalb der Spezifikation liegen.
Wie Bearbeitung und Umformung die Qualität der Vernickelung bestimmen?
Die Bearbeitungsvorgänge in der Werkstatt haben direkten Einfluss auf die endgültige Passform und Zuverlässigkeit eines beschichteten Bauteils. Geometrie, Toleranzplanung und Oberflächentopografie stehen alle in Wechselwirkung mit dem Beschichtungsprozess.
Toleranzausgleich
Ingenieure übersehen oft, dass Oberflächenbehandlungen dem Substrat physikalisches Material hinzufügen. Wenn in einer technischen Zeichnung eine 15 Mikrometer dicke Chemisch-Nickel-Beschichtung (ENP) vorgeschrieben ist, muss der CNC-Bearbeiter diese volumetrische Aufstockung genau berechnen.
Um die Toleranzen für die Endmontage einzuhalten, müssen die Wellen mit einem Untermaß von 15 Mikrometern bearbeitet werden. pro Seite (insgesamt 30 Mikrometer am Durchmesser), und die Bohrungen müssen um genau den gleichen Betrag überdimensioniert werden, bevor das Teil die Werkstatt verlässt.
Gewindefreigabe
Innengewinde sind ein Hauptfehler bei beschichteten mechanischen Komponenten. Standard-Gewindebohrergrößen funktionieren nicht; die Beschichtungsstärke verändert den Steigungsdurchmesser um etwa das Vierfache der Beschichtungsstärke.
Die Bearbeiter müssen spezielle Gewindebohrer für die Vorplatte verwenden, wie z. B. 6G- oder kundenspezifische H-Grenzgewindebohrer, um zu gewährleisten, dass die Gewinde nach dem Aufbringen des Nickels Standardbeschläge ohne Abrieb oder Bindung aufnehmen können.
Oberflächenrauhigkeit (Ra)
Ein weit verbreiteter Irrglaube bei der Herstellung ist, dass eine dicke Nickelschicht schlechte Bearbeitungsspuren ausgleicht. In Wirklichkeit bildet ENP die darunter liegende Topografie des Substrats perfekt nach.
Wenn ein CNC-Teil die Fräse aufgrund aggressiver Werkzeugvorschübe mit einer rauen Oberfläche von 3,2 Ra (µm) verlässt, wird das beschichtete Teil einfach zu einer glänzenden, gehärteten 3,2 Ra Oberfläche. Kritische Dichtungsflächen müssen vor der Beschichtung auf ihre endgültige Ra-Spezifikation geschliffen oder poliert werden. Eine Beschichtung kann eine schlechte Bearbeitung nicht verbergen, sie hebt sie hervor.
Blechkanten
Gestempelt oder lasergeschnittenes Edelstahlblech muss vor dem Eintritt in die Beschichtungsanlage mechanisch gerundet werden. Scharfe, nicht entgratete Kanten wirken während der elektrolytischen Beschichtung als Zonen mit hoher Stromdichte, was zu schweren, spröden Materialanhaftungen führt.
Außerdem verändert die beim Laserschneiden entstehende Wärmeeinflusszone (HAZ) die lokale Metallurgie grundlegend. Diese Randverkohlung widersetzt sich aktiv der chemischen Aktivierung, was zu lokalen Beschichtungslücken und Ablösungen führt.
Ursachen von Vernickelungsfehlern in der Werkstatt
Fehler in der Beschichtung sind selten mysteriöse Anomalien; sie sind das direkte Ergebnis von Prozessabweichungen oder unzureichender Oberflächenvorbereitung.

Schlechte Adhäsion
Wenn Nickel während eines Thermoschock- oder Kreuzschraffur-Haftungstests (ASTM D3359) von einem rostfreien Substrat abblättert, liegt die Ursache selten im primären Nickelbad. Es deutet fast immer auf einen erschöpften Wood's Nickel Strike oder eine unzureichende Entfettung hin.
Silikatrückstände aus alkalischen Reinigern oder synthetische Schneidflüssigkeiten, die in Sacklochbohrungenwird die metallurgische Verbindung zwischen dem Substrat und dem Nickel sofort zerstört.
Kantenverbrennung
"Burning" ist ein schwerwiegender Fehler bei der elektrolytischen Beschichtung, bei dem die Nickelschicht an den Enden des Teils dunkel, rau und sehr spröde wird. Dies tritt auf, wenn die Stromdichte viel zu hoch angesetzt wird, um den Produktionsdurchsatz zu beschleunigen.
Galvanotechniker müssen maßgeschneiderte Regalsysteme entwerfen, die mit aktuelle "Räuber" oder "Diebe"-Metalldrähte, die den überschüssigen Strom absichtlich von scharfen Ecken wegleiten, um eine gleichmäßige Ablagerung zu gewährleisten.
Wasserstoffversprödung
Durch die aggressive saure Aktivierung, die erforderlich ist, um die Passivschicht von nichtrostendem Stahl zu entfernen, wird atomarer Wasserstoff direkt in das Metallgitter eingebracht. Bei hochfesten oder ausscheidungsgehärteten nichtrostenden Stählen (wie 17-4 PH oder Serie 400), kann dieser eingeschlossene Wasserstoff bei mechanischer Belastung zu plötzlichen, katastrophalen Rissen führen.
Um dieses ernste Risiko zu mindern, müssen diese speziellen Legierungen einen strengen Wasserstoffentlastungs-Backzyklus durchlaufen. Die Industriestandards schreiben vor, dass die Teile innerhalb von genau vier Stunden nach Verlassen der Beschichtungsanlage bei 190 °C eingebrannt werden müssen.
Geschweißte Bereiche
Geschweißte Baugruppen lassen sich aufgrund starker Oxidablagerungen und veränderter Mikrostrukturen bekanntermaßen nur schwer gleichmäßig beschichten. Die intensive Hitze von WIG- oder MIG-Schweißen erzeugt eine örtlich begrenzte Oberflächenbeschaffenheit, in die eine normale Säurebeize nicht eindringen kann.
Die chemische Aktivierung allein reicht nicht aus; die Schweißnähte müssen vor dem chemischen Angriff mechanisch abgeschliffen, mit Draht gebürstet oder perlgestrahlt werden, damit das Nickel richtig an der Verbindung haftet.
Checkliste für Lieferantenaudits: Überprüfung eines Galvanikpartners
Bevor Sie einen Großauftrag vergeben, sollten Sie diese Parameter mit Ihrem Lieferanten für die Oberflächenbehandlung abklären:
- "Wie lange ist die maximale Transferzeit zwischen dem Holzschlag und dem Hauptnickelbad?" (Jede Dauer von mehr als 60 Sekunden ist ein Warnsignal für eine erneute Aktivierung).
- "Wie gehen Sie mit internen Threads um?" (Sie sollten proaktiv nach den Höchstgrenzen für den Vorabzug fragen.)
- "Wie groß ist das Backfenster für 17-4 PH Edelstahl? (Bei Nichteinhaltung der 4-Stunden-Regel besteht die unmittelbare Gefahr der Wasserstoffversprödung Ihrer Teile).
Materialauswahl und die wahren Kosten der Oberflächenveredelung
Die Wahl des Materials entscheidet darüber, ob eine Beschichtung eine praktische Notwendigkeit oder eine vermeidbare Ausgabe ist. Unterschiedliche nichtrostende Güten verschieben das Verhältnis zwischen Kosten und Leistung.
Edelstahl 304 vs. Edelstahl 316
Nicht alle nichtrostenden Stähle verhalten sich in der Beschichtungsanlage gleich. Der rostfreie Standardstahl 304 lässt sich mit den üblichen Werkstattparametern relativ einfach aktivieren.
Edelstahl 316 enthält jedoch Molybdän, wodurch seine passive Oxidschicht chemisch wesentlich widerstandsfähiger ist. Dies erfordert einen aggressiveren, streng überwachten Wood's Strike, um eine Grundhaftung zu erreichen, was oft zu höheren Stückpreisen führt.
Hochfester rostfreier Stahl
Martensitische Sorten (z. B. 420 oder 440C) und gehärtete Legierungen bringen einen hohen Anteil an Kohlenstoff in die Metallmatrix ein. Wenn diese Elemente Aktivierungssäuren ausgesetzt werden, lösen sie sich nicht auf und hinterlassen einen schwarzen, pulverförmigen "Schweinereien" an der Oberfläche.
Wird diese Kohlenstoffverschmutzung nicht durch einen speziellen anodischen Elektroreinigungsschritt vollständig entfernt, lagert sich die Nickelschicht direkt auf dem Schmutz ab, was ein massives Haftungsversagen in der Praxis garantiert.
Vernickeln vs. Massivlegierungen
Beschaffungsmanager müssen in der DFM-Phase (Design for Manufacturability) den wahren Break-even-Punkt der Oberflächenbehandlung berechnen. Ist es tatsächlich billiger, ein Standard-304-Teil zu bearbeiten und für eine ENP-Behandlung mit hohem Phosphorgehalt zu bezahlen, um Verschleißfestigkeit zu erreichen?
Berücksichtigt man die externe Logistik, die längeren Vorlaufzeiten und die möglichen Ausschussraten bei der Beschichtung, ist die direkte Bearbeitung des Teils aus einer hochwertigen verschleißfesten Superlegierung oft die wirtschaftlichere Entscheidung.
Lebenszykluskosten
Das günstigste Angebot eines Beschichtungslieferanten ist häufig die teuerste Option über den Lebenszyklus eines Produkts. Eine schlecht kontrollierte, poröse 10-Mikron-Nickelschicht spart vielleicht ein paar Cent bei der Erstbestellung.
Der Versuch, mit einem schlampigen Wood's Strike Kosten zu sparen, ist jedoch eine falsche Wirtschaft. Wenn die minderwertige Beschichtung abblättert und ein eng toleriertes Edelstahlgewinde beschädigt, sind Sie möglicherweise gezwungen, eine gesamte hochwertige Flüssigkeitspumpenbaugruppe zu verschrotten.
Wenn Vernickeln die falsche technische Wahl ist?
Vernickeln ist keine Universallösung. Je nach mechanischer Umgebung und Materialschnittstellen bieten alternative Oberflächenbehandlungen oft eine bessere Leistung und geringere Ausschussraten.
Passivierung
Verzichten Sie auf eine Vernickelung, wenn die wichtigste technische Anforderung die Vermeidung von Rost ist. Wenn der nichtrostende Stahl lediglich eine korrosive Umgebung überstehen muss, ohne seine mechanischen Eigenschaften zu verändern, Standard-Passivierung (ASTM A967) ist die richtige Wahl.
Durch Salpeter- oder Zitronensäurebäder wird freies Eisen von der Oberfläche entfernt und die natürliche Chromoxidschicht künstlich verdichtet. Dieses Verfahren ist äußerst kosteneffizient und führt zu absolut keinen Maßänderungen bei eng tolerierten CNC-Teilen.
Hartchrom
Chemisch Nickel ist hart, versagt aber bei extremem Gleitverschleiß, abrasiver Reibung oder starker Stoßbelastung (z. B. bei Hydraulikzylinderwellen). In diesen Umgebungen wird die Nickelschicht schließlich abplatzen oder abblättern.
Die industrielle Hartverchromung ist die beste Wahl für diese Anwendungen. Sie bietet einen deutlich niedrigeren Reibungskoeffizienten und eine viel höhere Grundhärte, bevor eine Wärmebehandlung nach der Beschichtung durchgeführt wird.
Zink-Nickel
Nickel ist stark kathodisch. Wird ein vernickeltes Bauteil aus rostfreiem Stahl in einer feuchten Umgebung direkt mit einem Aluminiumgehäuse verschraubt, führt dies zu einer raschen Zerstörung des weicheren Aluminiums durch galvanische Korrosion.
Für Baugruppen aus gemischten Metallen in der Luft- und Raumfahrt oder in der Automobilindustrie ist eine Zink-Nickel-Beschichtung erforderlich. Sie bietet einen Opferschutz, indem sie zuerst aktiv korrodiert, um sowohl das nichtrostende Verbindungselement als auch die umgebende Aluminiumstruktur zu schützen.
PVD-Beschichtungen
Wenn die Maßtoleranzen auf einen einstelligen Mikrometerbereich beschränkt sind, ist selbst eine dünne ENP-Schicht außerhalb der Spezifikation. PVD-Beschichtungen (Physical Vapor Deposition), wie z. B. Titannitrid (TiN)bieten extreme Oberflächenhärte (über 2000 HV) bei einem Bruchteil der Dicke.
Bei der Anwendung in einer Vakuumkammer werden durch PVD in der Regel nur 2 bis 5 Mikrometer des Materials. Es ist der Industriestandard für hochwertige Spritzgusswerkzeuge und medizinische Schneidinstrumente, bei denen die Kantenschärfe perfekt erhalten werden muss.
Kurzreferenz:
- Brauchen Sie einen reinen Rostschutz ohne Maßverschiebung? Passivierung verwenden.
- Benötigen Sie extreme Stoßfestigkeit und geringe Reibung? Verwenden Sie Hartchrom.
- Wird das Teil direkt in Aluminium verschraubt? Verwenden Sie Zink-Nickel.
- Sie brauchen eine scharfe Kante mit Null-Toleranz-Verschiebung? PVD verwenden.
Minderung von Beschichtungsfehlern in der Werkstatt
Eine konsistente Beschichtung erfordert eine strenge Oberflächenvorbereitung und eine bewusste Auswahl der Konstruktion. Beschichtungsfehler sind selten chemische Anomalien, sondern in der Regel Fehler in der Prozesssteuerung oder Geometrie.
Vorbehandlungskontrolle
Der kritischste Tank in einer Galvanisierungsanlage ist der alkalische Entfetter. Wenn ein Lieferant die Lebensdauer seiner Reinigungschemie verlängert, um die Betriebskosten zu senken, synthetische Schneidflüssigkeiten und Stanzschmierstoffe überstehen die Wäsche.
Diese mikroskopisch kleinen Ölrückstände gelangen in die Säureaktivierungstanks und neutralisieren sofort die Woods Streik. Dies garantiert Massenhaftungsausfälle in der gesamten Produktionscharge.
Sacklöcher
Tiefe Sacklöcher in CNC-gefrästen Verteilern sind ein ernsthaftes Problem bei der Nassbearbeitung. Chemische Lösungen werden in diesen Hohlräumen eingeschlossen, was zu "Ausbluten"-Ein Defekt, bei dem noch Tage später hochkorrosive Säuren austreten und die umgebende Nickelschicht zerstören.
Wenn Sacklochbohrungen in der Konstruktionsphase nicht vermieden werden können, müssen kundenspezifische Regalausrichtungen und aggressive Ultraschallreinigung um eingeschlossene Flüssigkeiten aus den inneren Vertiefungen zu drücken.
Entwässerungsplanung
Die Beschichtungschemie ist teuer, und die Lieferanten bestrafen Designs, die zu "Ausziehen" (Aufnehmen der Badflüssigkeit und Transport in den nächsten Behälter). Tiefgezogene Blechgehäuse wirken oft wie Eimer in der Verarbeitungslinie.
Integrieren Sie während der DFM-Phase (Design for Manufacturability) stets strategische Sickerlöcher oder Entwässerungsausschnitte in Ihre Blechkonstruktionen. Dies verhindert eine chemische Kreuzkontamination, beschleunigt die Spülzeiten und senkt aktiv Ihren Stückpreis.
RoHS- und REACH-Konformität
Gehen Sie niemals davon aus, dass ein Standard-ENP-Bad umweltverträglich ist. In der Vergangenheit haben Chemikalienlieferanten Spuren von Schwermetallen - insbesondere Blei und Kadmium - als Stabilisatoren verwendet, um die Zersetzung des Bades zu verhindern.
Fordern Sie für den weltweiten Vertrieb Ihrer Produkte eine schriftliche Bestätigung, dass Ihr Lieferant moderne, schwermetallfreie Chemie verwendet. Wenn Sie diese Dokumentation nicht sicherstellen können, wird die gesamte Produktbaugruppe die RoHS- und REACH-Vorschriften nicht erfüllen, was zu Zollbeschlagnahmungen und erheblichen Verzögerungen in der Lieferkette führt.
Schlussfolgerung
Die Vernickelung von rostfreiem Stahl ist nicht nur ein Veredelungsschritt. Es ist ein Prozess, der sich direkt auf Passform, Haltbarkeit und langfristige Leistung auswirkt. Wenn die Oberfläche nicht richtig vorbereitet ist, kann selbst eine gute Beschichtung in der Produktion versagen.
Das Endergebnis hängt immer davon ab, wie gut das Design, die Bearbeitung und der Beschichtungsprozess zusammen gesteuert werden. Kleine Entscheidungen in Bezug auf Toleranzen, Oberflächengüte oder Materialqualität können sowohl die Qualität als auch die Kosten verändern.
Wenn Sie an CNC-Teilen, Blechkomponenten oder Baugruppen aus rostfreiem Stahl arbeiten, die vernickelt werden müssen, können wir Ihnen helfen, das Design vor der Produktion zu überprüfen und die Risiken der Beschichtung in einem frühen Stadium des Prozesses zu reduzieren. Senden Sie uns Ihre Zeichnungen oder Anforderungen. Wir bewerten die Machbarkeit, schlagen Verfahrensoptionen vor und bieten eine klare Fertigungslösung für Ihr Projekt.