
El acero inoxidable es inherentemente resistente a la corrosión. El niquelado es una decisión de ingeniería calculada para alterar la mecánica de la superficie, no una medida de prevención de la oxidación. Especificamos el niquelado para mejorar drásticamente la resistencia al desgaste, aumentar la dureza superficial, eliminar el gripado de las roscas y permitir una soldadura fiable durante el montaje final.
El niquelado del acero inoxidable aumenta significativamente la resistencia a la corrosión, la dureza superficial y la soldabilidad. Para garantizar una adherencia superior, la capa de óxido pasiva del metal debe eliminarse mediante un Woods Nickel Strike antes de aplicar el níquel galvánico o químico. Esta activación especializada evita la descamación y garantiza un acabado duradero y resistente al desgaste para los componentes industriales.
Esta guía se centra estrictamente en la realidad práctica del revestimiento de acero inoxidable en el taller. Desglosamos la selección de procesos, el control de la adherencia, la planificación de tolerancias y las compensaciones de costes físicos que dicta la fabricación a gran escala.

Por qué es difícil chapar acero inoxidable?
El acero inoxidable resiste el chapado debido a su capa superficial estable. Bloquea la adherencia y requiere pasos de activación específicos antes del revestimiento.
La capa de óxido pasiva
La característica que define al acero inoxidable es su capa de óxido pasiva rica en cromo. Esta película se forma instantáneamente tras la exposición al oxígeno, protegiendo el sustrato pero actuando como barrera física a la galvanoplastia.
Depositar níquel directamente sobre esta capa pasiva da lugar a una "falsa adherencia". El revestimiento puede pasar la inspección visual en el depósito, pero inevitablemente se ampollará o descascarillará en el momento en que se enfrente a una tensión mecánica durante una prueba de doblado estándar o un ciclo térmico.
Huelga de níquel de Wood
No se puede pasar por alto la capa pasiva; hay que eliminarla químicamente y, al mismo tiempo, impedir que vuelva a formarse. La norma industrial para ello es un Huelga de níquel de Wood.
- La química: Este proceso utiliza un baño altamente ácido -una proporción precisa de cloruro de níquel y ácido clorhídrico-funcionan con una densidad de corriente muy alta.
- El mecanismo: Elimina agresivamente la capa de óxido y deposita instantáneamente una capa microfina y muy activa de níquel, creando la unión metalúrgica necesaria.
Límites de activación en superficie
La activación requiere una gestión química agresiva y específica. Los distintos grados de acero inoxidable reaccionan de forma diferente en la línea.
Los grados de alta aleación, como el 316, o las piezas que han sufrido endurecimiento por trabajo durante estampación de chaparequieren una activación catódica mucho más rigurosa que una chapa 304 estándar. Si no se activa completamente la geometría específica de la superficie, se garantiza el fallo del ataque inicial.
Plazos de transferencia estrictos
En entornos de producción estrictos, los fallos de adherencia suelen producirse entre los depósitos, no dentro de ellos. Una vez aplicado el golpe de Wood, la superficie es muy reactiva.
Si el tiempo de transferencia entre la cuba de ataque y el baño de níquel primario es demasiado lento (a menudo debe mantenerse por debajo de los 30 segundos), la pieza se secará o volverá a pasivarse en el aire ambiente, provocando una delaminación posterior.
Selección del proceso: Niquelado químico vs. Niquelado electrolítico
Los distintos métodos de metalizado producen resultados muy diferentes en piezas reales. Cada proceso modifica el coste, la calidad de la cobertura y el comportamiento funcional.
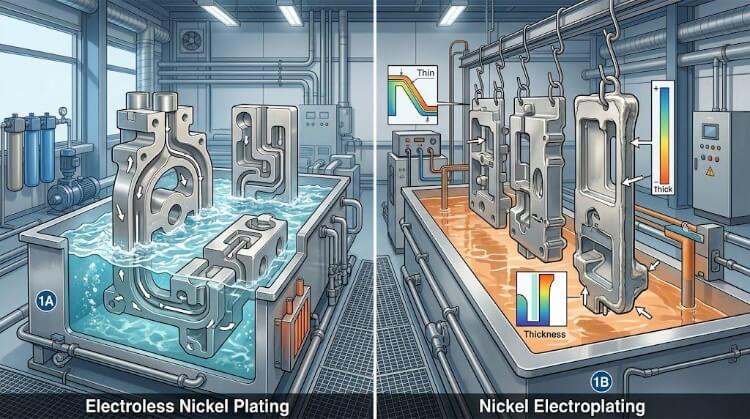
Niquelado químico (ENP)
La PEV es un proceso de reducción química autocatalítica que no requiere corriente eléctrica externa. Co-deposita níquel y fósforo, lo que lo hace muy predecible para la fabricación de precisión.
- Dureza controlada: Controlando el contenido de fósforo (bajo, medio o alto), los ingenieros pueden establecer con precisión niveles específicos de dureza y resistencia al desgaste.
- Uniformidad absoluta: La velocidad de deposición depende totalmente de la temperatura del baño y de la química. Si un dibujo especifica una 15 micras recubrimiento, la pieza recibe exactamente 15 micras de manera uniforme en todas las superficies.
- Geometrías complejas: ENP es la única opción viable para piezas mecanizadas por CNC con roscas internas, rebajes profundos u orificios transversales que se cruzan. Garantiza que las superficies internas reciban exactamente la misma protección que las exteriores.
Níquel electrolítico
El níquel electrolítico utiliza una corriente continua externa para conducir los iones de níquel desde un ánodo hasta el sustrato de acero inoxidable.
- Eficiencia de gran volumen: Por lo general, es más rápido de depositar y mucho más rentable para tiradas de producción de gran volumen, como los soportes de chapa plana.
- El efecto jaula de Faraday: El metalizado electrolítico tiene serias dificultades con las geometrías complejas. La corriente eléctrica no llega a las cavidades internas blindadas ni a los agujeros ciegos, por lo que quedan sin recubrir.
- Variaciones de la densidad de corriente: Las zonas de alta corriente, como las esquinas CNC afiladas o los bordes cizallados, experimentan una rápida acumulación de material conocida como "efecto hueso de perro". Por el contrario, los centros planos de baja corriente son mucho más delgados. Esta acumulación desigual hace que las piezas con tolerancias estrictas se salgan fácilmente de las especificaciones.
Cómo el mecanizado y el conformado determinan la calidad del niquelado?
Las operaciones de mecanizado en taller determinan directamente el ajuste final y la fiabilidad de un componente chapado. La geometría, la planificación de tolerancias y la topografía de la superficie interactúan con el proceso de metalizado.
Compensación de tolerancia
Los ingenieros suelen pasar por alto que los tratamientos superficiales añaden material físico al sustrato. Si un plano de ingeniería especifica una capa de niquelado químico (ENP) de 15 micras, el maquinista de CNC debe calcular con precisión esta acumulación volumétrica.
Para mantener las tolerancias del montaje final, los ejes deben mecanizarse 15 micras por debajo de su tamaño original. por lado (30 micras en total sobre el diámetro), y los orificios deben sobredimensionarse exactamente la misma cantidad antes de que la pieza salga del taller.
Hilo de limpieza
Las roscas internas son el principal punto de fallo de los componentes mecánicos chapados. Los tamaños de macho estándar no funcionan; el grosor del revestimiento altera el diámetro de paso en aproximadamente cuatro veces el grosor del revestimiento.
Los maquinistas deben utilizar machos de roscar especializados, como los machos de roscar 6G o los machos de roscar con límite H personalizados, para garantizar que las roscas acepten los herrajes estándar sin que se produzcan rozamientos o agarrotamientos después de aplicar el níquel.
Rugosidad superficial (Ra)
Un error común en la fabricación es creer que una capa gruesa de níquel suavizará las marcas de mecanizado. En realidad, la PEV reproduce perfectamente la topografía subyacente del sustrato.
Si una pieza CNC sale de la fresadora con un acabado rugoso de 3,2 Ra (µm) debido a un avance agresivo de la herramienta, la pieza chapada se convertirá simplemente en una superficie brillante y endurecida de 3,2 Ra. Las superficies de sellado críticas deben esmerilarse o pulirse hasta alcanzar su especificación Ra final antes del metalizado. El metalizado no oculta un mecanizado deficiente, sino que lo resalta.
Cantos de chapa
Estampado o chapa de acero inoxidable cortada con láser requiere el radiado mecánico de los bordes antes de entrar en la línea de metalizado. Los bordes afilados y sin desbarbar actúan como zonas de alta densidad de corriente durante el metalizado electrolítico, provocando una acumulación de material grave y quebradizo.
Además, la zona afectada por el calor (HAZ) generada por el corte por láser altera fundamentalmente la metalurgia local. Esta carbonización de los bordes se resiste activamente a la activación química, lo que provoca vacíos localizados en el metalizado y descascarillado.
Causas fundamentales de los fallos de niquelado en el taller
Los fallos de metalizado rara vez son anomalías misteriosas; son el resultado directo de una desviación del proceso o de una preparación inadecuada de la superficie.

Adherencia deficiente
Cuando el níquel se desprende de un sustrato inoxidable durante un ensayo de choque térmico o de adherencia cruzada (ASTM D3359), la causa principal rara vez se encuentra en el baño de níquel primario. Casi siempre apunta a un Wood's Nickel Strike agotado o a un desengrase inadecuado.
Residuos de silicato de limpiadores alcalinos, o fluidos de corte sintéticos que quedan atrapados en agujeros ciegosdestruirá instantáneamente la unión metalúrgica entre el sustrato y el níquel.
Quema de bordes
El "quemado" es un grave defecto del recubrimiento electrolítico en el que la capa de níquel se vuelve oscura, áspera y muy quebradiza en los extremos de la pieza. Esto ocurre cuando la densidad de corriente es demasiado alta para acelerar la producción.
Los chapistas deben diseñar sistemas de estanterías a medida equipados con los "ladrones" actuales o "ladrones"-adiciones de alambre metálico que desvían deliberadamente el exceso de corriente de las esquinas afiladas para garantizar una deposición uniforme.
Fragilización por hidrógeno
La activación ácida agresiva necesaria para eliminar la capa pasiva del acero inoxidable introduce hidrógeno atómico directamente en la red metálica. En el caso de los inoxidables de alta resistencia o endurecidos por precipitación (como el 17-4 PH o Serie 400), este hidrógeno atrapado puede provocar un agrietamiento repentino y catastrófico bajo carga mecánica.
Para mitigar este grave riesgo, estas aleaciones específicas deben someterse a un estricto ciclo de horneado de alivio de hidrógeno. Según las normas del sector, las piezas deben hornearse a 190 °C exactamente cuatro horas después de salir de la línea de metalizado.
Zonas soldadas
Los ensamblajes soldados son notoriamente difíciles de chapar de manera uniforme debido a la fuerte incrustación de óxido y a la alteración de las microestructuras. El intenso calor de Soldadura TIG o MIG crea una condición superficial localizada que el decapado ácido estándar no puede penetrar.
La activación química no es suficiente por sí sola; los cordones de soldadura deben lijarse mecánicamente, cepillarse con alambre o granallarse antes del ataque químico para garantizar que el níquel se adhiera correctamente a la junta.
Lista de comprobación para la auditoría de proveedores: Investigando a un socio de metalizado
Antes de adjudicar un contrato de gran volumen, verifique estos parámetros con su proveedor de acabado de superficies:
- "¿Cuál es el tiempo máximo de transferencia entre la huelga de Wood y el baño principal de níquel?" (Cualquier duración superior a 60 segundos es una señal de alarma para la repasivación).
- "¿Cómo se gestionan los hilos internos?" (Deberían solicitar proactivamente sus límites de grifo previos a la placa).
- "¿Cuál es su ventana de cocción para 17-4 PH inoxidable?" (Si no se cumple estrictamente la regla de las 4 horas, sus piezas corren un riesgo inmediato de fragilización por hidrógeno).
Selección de materiales y coste real del acabado de superficies
La elección del material determina si el chapado es una necesidad práctica o un gasto evitable. Los distintos grados de inoxidable modifican la relación coste-rendimiento.
Acero inoxidable 304 frente a 316
No todos los aceros inoxidables se comportan igual en la línea de metalizado. El inoxidable 304 estándar es relativamente fácil de activar utilizando los parámetros estándar del taller.
Sin embargo, el acero inoxidable 316 de calidad marina contiene molibdeno, lo que hace que su capa de óxido pasiva sea mucho más resistente a los productos químicos. Esto exige un golpe de madera más agresivo y estrictamente controlado para lograr una adherencia de referencia, lo que a menudo se traduce en precios por pieza más elevados.
Acero inoxidable de alta resistencia
Grados martensíticos (como 420 o 440C) y las aleaciones endurecidas introducen altos niveles de carbono en la matriz metálica. Cuando se exponen a ácidos de activación, estos elementos no se disuelven, dejando tras de sí un polvo negro. "obscenidad" en la superficie.
Si este tizón de carbono no se elimina por completo mediante un paso especializado de electro-limpieza anódica, la capa de níquel se depositará directamente sobre la suciedad, garantizando un fallo masivo de la adherencia sobre el terreno.
Niquelado frente a aleaciones sólidas
Los responsables de compras deben calcular el verdadero umbral de rentabilidad del acabado de superficies durante la fase de diseño para la fabricación (DFM). Es realmente más barato mecanizar una pieza estándar 304 y pagar un tratamiento ENP de alto contenido en fósforo para conseguir resistencia al desgaste?
Una vez que se tiene en cuenta la logística externa, los plazos de entrega más largos y las posibles tasas de desecho del metalizado, el mecanizado de la pieza directamente a partir de una superaleación de alta calidad resistente al desgaste suele ser la decisión comercial más inteligente.
Coste del ciclo de vida
El presupuesto más bajo de un proveedor de revestimientos suele ser la opción más cara a lo largo del ciclo de vida de un producto. Una capa de níquel de 10 micras porosa y mal controlada puede ahorrar unos céntimos en el pedido inicial.
Sin embargo, intentar reducir costes con un chapado chapucero es un falso ahorro. Si ese chapado de calidad inferior se descascarilla y provoca la corrosión de una rosca de acero inoxidable con tolerancias estrictas, es posible que se vea obligado a desechar todo un conjunto de bomba de fluido de gran valor.
Cuando el niquelado es la opción de ingeniería equivocada?
El niquelado no es una solución universal. Dependiendo del entorno mecánico y de las interfaces de los materiales, los tratamientos superficiales alternativos suelen ofrecer un rendimiento superior y un menor índice de desechos.
Pasivación
No especifique el niquelado si el principal requisito de ingeniería es la estricta prevención de la oxidación. Si el acero inoxidable simplemente necesita sobrevivir a un entorno corrosivo sin alterar sus propiedades mecánicas, pasivación estándar (ASTM A967) es la opción correcta.
El uso de baños de ácido nítrico o cítrico elimina el hierro libre de la superficie y engrosa artificialmente la capa natural de óxido de cromo. Este proceso es muy rentable e introduce absolutamente ningún cambio dimensional en piezas CNC con tolerancias estrictas.
Cromo duro
El níquel químico es duro, pero puede fallar en condiciones extremas de desgaste por deslizamiento, fricción abrasiva o fuerte carga de impacto (como en los ejes de cilindros hidráulicos). En estos entornos, la capa de níquel acabará desconchándose o agrietándose.
El cromado duro industrial es la mejor opción para estas aplicaciones. Proporciona un coeficiente de fricción significativamente menor y una dureza de base mucho mayor antes de aplicar cualquier tratamiento térmico posterior a la placa.
Zinc-Níquel
El níquel es altamente catódico. Si un componente de acero inoxidable niquelado se atornilla directamente a una carcasa de aluminio en un entorno húmedo, hará que el aluminio más blando se deteriore rápidamente por corrosión galvánica.
Para montajes aeroespaciales o de automoción de metales mixtos, es necesario el cinc-níquel. Proporciona una protección de sacrificio, corroyéndose activamente en primer lugar para proteger tanto la fijación inoxidable como la estructura de aluminio circundante.
Revestimientos PVD
Cuando las tolerancias dimensionales se limitan a micras de un solo dígito, incluso una fina capa de ENP queda fuera de especificación. Los revestimientos por deposición física de vapor (PVD), como Nitruro de titanio (TiN)ofrecen una dureza superficial extrema (más de 2000 HV) con una fracción del grosor.
Aplicado en una cámara de vacío, el PVD normalmente deposita sólo De 2 a 5 micras de material. Es el estándar industrial para herramientas de moldeado por inyección de alta gama e instrumentos médicos de corte en los que el filo debe mantenerse perfectamente.
Guía de referencia rápida:
- ¿Necesita pura prevención contra el óxido sin cambio dimensional? Utilizar la pasivación.
- ¿Necesita una resistencia extrema a los impactos y una baja fricción? Usa cromo duro.
- ¿Atornillar la pieza directamente al aluminio? Utilice Zinc-Níquel.
- ¿Necesita un borde afilado con cambio de tolerancia cero? Usa PVD.
Mitigación de los defectos de metalizado en el taller
Un metalizado consistente requiere una estricta preparación de la superficie y decisiones de diseño deliberadas. Los defectos de metalizado rara vez son anomalías químicas; suelen ser fallos en el control del proceso o en la geometría.
Control del pretratamiento
El depósito más crítico de una instalación de galvanizado es el desengrasador alcalino. Si un proveedor prolonga la vida útil de sus productos químicos de limpieza para reducir los costes operativos, fluidos de corte sintéticos y lubricantes de estampación sobrevivirán al lavado.
Estos residuos microscópicos de aceite pasan a los tanques de activación ácida, neutralizando inmediatamente el Huelga de Wood. Esto garantiza fallos masivos de adherencia en todo el lote de producción.
Agujeros ciegos
Los agujeros ciegos profundos en los colectores mecanizados por CNC son un grave inconveniente para el procesamiento en húmedo. Las soluciones químicas quedan atrapadas en estas cavidades, lo que provoca "desangramiento"-un defecto por el que días después se filtran ácidos altamente corrosivos que destruyen la capa de níquel circundante.
Si los agujeros ciegos no se pueden diseñar durante la fase de ingeniería, se recomienda orientar las estanterías de forma personalizada y agresiva. limpieza ultrasónica para forzar la salida de los fluidos atrapados en los huecos internos.
Diseño del drenaje
La química del revestimiento es cara, y los proveedores penalizan los diseños que causan "arrastre" (recoger el líquido del baño y llevarlo a la cubeta siguiente). Las cajas de chapa embutida suelen actuar como cubos en la línea de procesado.
Durante la fase de diseño para la fabricación (DFM), integre siempre orificios de drenaje estratégicos en sus diseños de chapa metálica. De este modo se elimina la contaminación química cruzada, se aceleran los tiempos de aclarado y se reduce el precio por pieza.
Conformidad con RoHS y REACH
Nunca dé por sentado que un baño estándar de PEV es respetuoso con el medio ambiente. Históricamente, los proveedores de productos químicos utilizaban trazas de metales pesados, concretamente plomo y cadmio, como estabilizadores para evitar que el baño se degradara.
Para la distribución mundial de productos, exija una certificación por escrito de que su proveedor utiliza productos químicos modernos y libres de metales pesados. Si no obtiene esta documentación, el conjunto del producto no cumplirá las normas RoHS y REACH, lo que provocará incautaciones en aduanas y retrasos importantes en la cadena de suministro.
Conclusión
El niquelado del acero inoxidable no es sólo un paso de acabado. Es un proceso que afecta directamente al ajuste, la durabilidad y el rendimiento a largo plazo. Si la superficie no se prepara correctamente, incluso un buen recubrimiento fallará en la producción.
El resultado final depende siempre de lo bien que se controlen conjuntamente el diseño, el mecanizado y el proceso de revestimiento. Pequeñas decisiones sobre la tolerancia, el acabado superficial o la calidad del material pueden cambiar tanto la calidad como el coste.
Si está trabajando con piezas CNC, componentes de chapa metálica o conjuntos de acero inoxidable que requieren niquelado, podemos ayudarle a revisar el diseño antes de la producción y reducir los riesgos del niquelado en las primeras fases del proceso. Envíenos sus dibujos o requisitos. Evaluaremos la viabilidad, sugeriremos opciones de proceso y ofreceremos una solución de fabricación clara para su proyecto.