Das Abkantpressen ist eine der gängigsten Methoden, um ein flaches Blech in brauchbare Teile zu verwandeln. Sie wird häufig für Halterungen, Paneele, Abdeckungen, Schalen und Gehäuse verwendet, da sie wiederholbare Biegungen ohne die Werkzeugkosten des Stanzens erzeugen kann.
Der Prozess sieht einfach aus, aber stabile Ergebnisse sind nicht automatisch. Ein Teil kann einmal gebogen werden und trotzdem ein schlechtes Produktionsteil sein. Kurze Flansche, enge Radien, nahe gelegene Merkmale, Materialschwankungen und Rückfederung können eine einfache Zeichnung erschweren.
Deshalb ist die eigentliche Frage nicht nur, ob ein Teil gebogen werden kann. Die eigentliche Frage ist, ob es sauber gebogen, gleichmäßig gehalten und in der gesamten Produktion ohne ständige Korrekturen wiederholt werden kann. Gute Ergebnisse bei Abkantpressen beginnen in der Regel schon bei der Konstruktion, lange bevor die erste Biegung durchgeführt wird.

Was ist das Umformen mit der Abkantpresse?
Das Abkantpressen ist ein Verfahren, bei dem Bleche zwischen einem Stempel und einer Matrize gebogen werden. Der Stempel bewegt sich nach unten, das Blech wird in die Öffnung der Matrize gepresst, und das Metall nimmt einen neuen Winkel oder ein neues Profil an.
Die Biegung bleibt bestehen, weil das Material über seine Elastizitätsgrenze hinaus belastet wird. Nachdem die Last entfernt wurde, federt das Teil leicht zurück, kehrt aber nicht in seinen flachen Zustand zurück. Diese Rückfederung ist normal. Das ist auch einer der Gründe, warum eine Biegung, die während des Auftreffens korrekt aussieht, nach der Entlastung immer noch schief sein kann.
In der Produktion wird dieses Verfahren für flache Zuschnitte verwendet, die zu Formteilen mit geraden Biegungen werden. Gängige Beispiele sind Montagebügel, SchrankteileElektrische Abdeckungen, Tragschienen und gebogene Profile, die später in geschweißten Baugruppen verwendet werden. Diese Teile haben oft eine einfache Form, aber die Biegung bestimmt dennoch die Passform, das Aussehen und die nachfolgende Montage.
Wie das Umformen mit der Abkantpresse funktioniert?
Nicht alle Biegungen werden auf einer Abkantpresse auf die gleiche Weise ausgeführt. Die Biegemethode beeinflusst die Winkelkontrolle, die Rückfederung und die Stabilität des Auftrags in der Produktion.
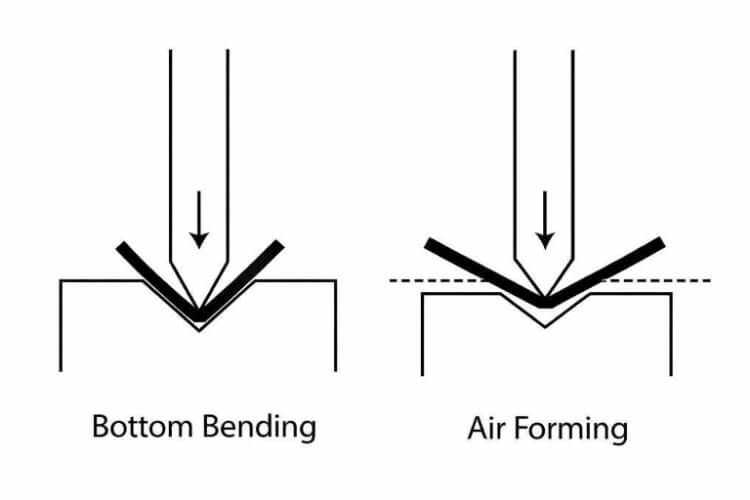
Luftbiegen
Das Luftbiegen ist die gängigste Methode bei Abkantarbeiten. Der Stempel drückt das Blech in die Matrizenöffnung, aber das Material wird nicht vollständig in die Matrize gedrückt.
Diese Methode ist weit verbreitet, da sie eine hohe Flexibilität bietet. Mit ein und demselben Werkzeug können oft verschiedene Biegewinkel durch Änderung der Stempeltiefe erzeugt werden. Das macht das Luftbiegen zu einer praktischen Wahl für kundenspezifische Teile, Prototypen und Aufträge mit unterschiedlichen Biegewinkeln.
Der Kompromiss ist die Empfindlichkeit der Steuerung. Da die Biegung nicht vollständig in die Matrize gepresst wird, wird der endgültige Winkel stärker durch Dickenschwankungen, Materialstärke und Rückfederung beeinflusst. Eine Einrichtung kann bei einer Charge gut laufen und muss bei der nächsten korrigiert werden, wenn sich das Material so stark verändert, dass sich der Winkel verschiebt.
Bottoming
Durch das Absenken wird das Blech tiefer in die Matrize gedrückt, so dass das Material einen besseren Kontakt mit dem Werkzeug hat. Im Vergleich zum Luftbiegen hat die Matrize mehr direkte Kontrolle über den endgültigen Winkel.
Dieser zusätzliche Kontakt kann die Winkelstabilität verbessern, insbesondere bei Teilen, die eine engere Biegekontrolle erfordern. Aber es macht die Einstellung auch weniger fehlerverzeihend. Werkzeugwinkel, Matrizenauswahl und Materialreaktion müssen besser aufeinander abgestimmt werden, und die erforderliche Kraft ist in der Regel höher als beim Luftbiegen.
In der realen Produktion kann die Bodenbildung die Wiederholbarkeit verbessern, aber sie kann eine schwache Biegegeometrie nicht retten. Wenn der Flansch zu kurz oder der Feature-Abstand zu eng ist, kann es immer noch schwierig sein, das Teil gut zu fertigen.
Prägung
Beim Prägen wird ein viel höherer Druck als beim Luftbiegen oder Bodenbiegen verwendet. Der Stempel drückt das Material hart in den Matrizenbereich, wodurch die Rückfederung stark reduziert und eine definiertere Biegeform erzielt wird.
Diese Methode kann die Winkelgenauigkeit verbessern, aber der Preis dafür sind höhere Kräfte, eine höhere Werkzeugbelastung und eine geringere Prozessflexibilität. Für viele allgemeine Blechteile ist dieser Kompromiss nicht lohnenswert.
Aus diesem Grund ist das Prägen in der normalen Auftragsfertigung weniger verbreitet. Es wird in der Regel nur dann gewählt, wenn die Biegeanforderung streng genug ist, um die zusätzliche Kraft und das engere Prozessfenster zu rechtfertigen.
Konstruktionsregeln für besseres Biegen
Viele Biegeprobleme beginnen in der Zeichnung, nicht an der Maschine. Einige wenige Konstruktionsentscheidungen entscheiden oft darüber, ob das Teil reibungslos läuft oder schwer zu kontrollieren ist.
Minimale Flanschlänge
Die Flanschlänge wirkt sich direkt auf die Stabilität der Biegung aus. Wenn die Flansch zu kurz ist, lässt sich das Teil während der Umformung schwerer abstützen, und die Winkelkontrolle verschlechtert sich tendenziell.
Dies ist eines der häufigsten Konstruktionsprobleme bei Abkantarbeiten. Ein Flansch mag zwar noch biegbar sein, aber das bedeutet nicht, dass er sich leicht und gut biegen lässt. Kurze Kanten verschieben sich eher, verformen sich oder lösen sich von der Bremse, was zu schlechter Wiederholbarkeit führt.
Als praktischer Ausgangspunkt hängt die Mindestlänge des Flansches in der Regel von der Werkzeugöffnung, der Materialstärke und dem Biegeradius ab. Wenn der Flansch zu klein für das gewählte Werkzeug ist, benötigt die Werkstatt möglicherweise spezielle Werkzeuge oder einen anderen Biegeansatz. Dies erschwert die Einrichtung, ohne die eigentliche Konstruktionsschwäche zu beheben.
Abstand zwischen Bohrung und Biegung
Merkmale, die zu nahe an der Biegelinie platziert sind, verursachen oft Probleme. Ein Loch, ein Schlitz oder ein Ausschnitt in der Nähe kann sich dehnen, verformen oder verschieben, sobald sich das umgebende Material zu formen beginnt.
Dies geschieht, weil sich die Biegezone nicht allein bewegt. Auch das Material um die Biegung herum ändert während der Umformung seine Form und seinen Spannungszustand. Wenn das Merkmal zu nah sitzt, verhält sich dieser Bereich nicht mehr wie ein stabiles Flachmaterial, sondern wie ein Teil der Biegung.
Bei vielen Routinearbeiten wird das 2- bis 3-fache der Materialdicke als grobe, frühzeitige Prüfung des Abstands zwischen Bohrung und Biegung verwendet. Die tatsächliche Anforderung hängt immer noch von der Featuregröße, dem Biegeradius, dem Material und den Toleranzanforderungen ab. Ein Teil kann auch mit einem geringeren Abstand geformt werden, aber die Qualität des Merkmals wird in der Regel weniger zuverlässig.
Innerer Biegeradius
Der innere Biegeradius beeinflusst sowohl die Biegequalität als auch das Rissrisiko. Ist der Radius für das Material zu klein, wird die Außenfläche während der Umformung stärker belastet, was das Risiko von Rissen oder Oberflächenschäden erhöht.
Dies ist bei rostfreiem Stahl, härteren Aluminiumlegierungen und dickeren Blechen von größerer Bedeutung. Ein kleiner Radius mag auf der Zeichnung sauber aussehen, lässt aber in der Regel weniger Umformspielraum auf dem Boden.
Bei vielen allgemeinen Konstruktionen ist ein Innenradius, der ungefähr der Materialstärke entspricht, ein praktischer Ausgangspunkt. Der beste Wert hängt immer noch von Material und Härte ab. Ein größerer Radius verbessert in der Regel die Umformbarkeit, verändert aber auch die Entwicklung des flachen Musters und die endgültige Passform. Aus diesem Grund sollte der Biegeradius als echte Prozessentscheidung und nicht nur als Zeichnungsdetail behandelt werden.
Relief biegen
Die Biegeentlastung hilft, die Spannungskonzentration in der Nähe von Kanten und Ecken während des Biegens zu verringern. Ohne ausreichende Entlastung kann das Material in der Nähe des Biegeendes reißen, sich wölben oder verformen, wenn sich die Biegung bildet.
Dies zeigt sich häufig, wenn eine Biegung in der Nähe einer Kante, einer Ecke oder eines anderen geformten Merkmals endet. Das flache Muster sieht vielleicht einfach aus, aber der Zustand der Kante wird instabil, sobald das Blech in Bewegung gerät.
Eine kleine Biegeerleichterung kann die Biegung sauberer und wiederholbarer machen. Es handelt sich dabei um ein einfaches Konstruktionsmerkmal, das jedoch oft Kantenschäden verhindert, die viel schwieriger zu beheben sind, wenn das Teil bereits geformt ist.
Richtung der Körnung
Die Faserrichtung kann beeinflussen, wie sicher sich ein Teil biegt. Wenn die Biegelinie quer zur Faser verläuft, reißt das Material in der Regel weniger. Verläuft die Biegelinie mit dem Faserverlauf, steigt das Rissrisiko schneller, insbesondere bei härteren Materialien oder engeren Biegeradien.
Dies ist nicht überall gleich kritisch, aber es wird wichtiger, wenn die Konstruktion bereits eine geringe Umformspanne aufweist. Bei Aluminium und rostfreiem Stahl ist dies in der Regel leichter zu erkennen.
Aus diesem Grund sollte die Faserrichtung bei engeren Biegungen nicht als unwichtiges Detail betrachtet werden. Eine Biegung kann im CAD akzeptabel aussehen, aber in der Produktion riskant werden, wenn die Materialrichtung der Biegung entgegengesetzt ist.

Häufige Probleme beim Umformen mit Abkantpressen
Abkantpressenteile versagen oft auf vorhersehbare Weise, wenn die Biegebedingungen zu aggressiv oder instabil sind. Der Schlüssel liegt darin, zu verstehen, was das Problem ist, warum es auftritt und wie man es beheben kann.
Rückfederung
Rückfederung ist der Winkelverlust, der auftritt, nachdem der Stempel wieder nach oben kommt. Nachdem der Stempel entfernt wurde, versucht das Material, einen Teil seiner ursprünglichen Form wiederzuerlangen, so dass sich die Biegung leicht öffnet.
Dies geschieht, weil ein Teil der Materialverformung elastisch ist. Stärkere Materialien federn in der Regel stärker zurück. Bei rostfreiem Stahl und härterem Aluminium ist dies oft deutlicher zu erkennen, und das Luftbiegen ist in der Regel empfindlicher, weil der endgültige Winkel stärker von der Reaktion des Materials abhängt.
Die richtige Lösung liegt in der Regel in der Prozesssteuerung, nicht in zusätzlicher Kraft. Ein besserer Biegeausgleich, eine strengere Kontrolle der Stempeltiefe, eine andere Biegemethode oder eine Materialbeschaffenheit mit geringerer Rückfederung bewirken in der Regel mehr als einfach nur ein stärkerer Druck. Wenn die Rückfederung bereits hoch ist, ist es in der Regel besser, den Prozessspielraum frühzeitig zu erweitern, als die Teile nach der Formgebung weiter zu korrigieren.
Knickstellen
Biegemarken sind Linien oder Oberflächenbeschädigungen, die durch den Kontakt des Werkzeugs während des Biegens entstehen. Bei nicht kosmetischen Teilen kann eine leichte Markierung akzeptabel sein. Bei sichtbaren Abdeckungen, Türen oder fertigen Paneelen kann die gleiche Markierung ein brauchbares Teil in Nacharbeit verwandeln.
Die Ursache ist in der Regel ganz einfach. Das Blech wird unter Last in das Werkzeug gepresst, und der Kontakt hinterlässt eine Markierung. Kleine Matrizenöffnungen, abgenutzte Werkzeuge, hoher Anpressdruck und schlechte Teileausrichtung verschlimmern das Problem in der Regel. Bei rostfreiem Stahl, Aluminium und lackierten Oberflächen ist das Problem leichter zu erkennen.
Die beste Lösung besteht darin, den Kontakt zu kontrollieren, bevor das Teil die Produktion erreicht. Eine sauberere Werkzeugausstattung, eine geeignetere Matrizenöffnung, eine bessere Ausrichtung des Teils und ein Oberflächenschutz sind in der Regel hilfreicher als der Versuch, das Ergebnis im Nachhinein zu verbessern. Wenn das Aussehen eine Rolle spielt, muss die kosmetische Kontrolle als Teil der Biegeeinstellung behandelt werden.
Knacken
Risse entstehen, wenn die Außenfläche der Biegung über die Materialgrenze hinaus gedehnt wird. Sie kann als feiner Oberflächenriss beginnen oder so offen sein, dass das Teil sofort aussortiert wird.
Die übliche Ursache ist eine Biegung, die für das Material zu stark ist. Ein kleiner Innenradius, ein harter Zustand oder das Biegen mit der Maserung können den Biegespielraum verringern. Dies zeigt sich in der Regel schneller bei rostfreiem Stahl, dickeren Blechen und härteren Aluminiumqualitäten.
Die normale Lösung besteht darin, die Belastung an der Biegung zu verringern. Ein größerer Innenradius, ein weicherer Härtegrad, eine bessere Faserrichtung oder ein weniger aggressiver Biegezustand helfen in der Regel mehr als zusätzliche Tonnage. Wenn Risse auftreten, sollte die erste Frage lauten, ob die Biegekonstruktion für das gewählte Material zu eng ist.
Verdrehen
Eine Verdrehung tritt auf, wenn das Teil nicht während des gesamten Hubs stabil bleibt. Eine Seite hebt sich, dreht sich oder bewegt sich anders, und die Biegung verzerrt sich, anstatt ausgeglichen zu bleiben.
Dies ist in der Regel auf eine instabile Geometrie während der Umformung zurückzuführen. Schmale Teile, asymmetrische Formen und Teile mit ungleichmäßiger Unterstützung um die Biegelinie herum sind anfälliger für eine Verdrehung. Auch eine Biegefolge kann das Problem verschlimmern, wenn frühere Biegungen die Stabilität für spätere Biegungen verringern.
Die Lösung ist in der Regel eine bessere Kontrolle, nicht mehr Kraft. Bessere Unterstützung, eine bessere Biegeanordnung und eine bessere Handhabung sind in der Regel hilfreicher als ein härterer Druck. Wenn sich das Teil weiterhin verdreht, muss möglicherweise die Geometrie geändert werden, damit die Biegung unter stabileren Bedingungen durchgeführt werden kann.
Inkonsistente Biegewinkel
Inkonsistente Biegewinkel treten auf, wenn die Einrichtung nicht über die gesamte Serie hinweg das gleiche Ergebnis liefert. Der erste Teil mag korrekt sein, aber die letzten Teile weichen so stark ab, dass Passform- oder Montageprobleme entstehen.
Dies ist in der Regel auf Prozessschwankungen und nicht auf eine einzelne Ursache zurückzuführen. Änderungen der Materialstärke, Schwankungen in der Ausbeute, Einrichtungsbewegungen, Werkzeugverschleiß und die Positionierung der Teile können den Endwinkel verändern. Bei langen Biegungen ist das Problem in der Regel leichter zu erkennen.
Die Lösung liegt in der Kontrolle der Serie, nicht nur des Musters. Ein stabiles Material, eine wiederholbare Einrichtung, ein guter Zustand der Werkzeuge und eindeutige Winkelprüfungen sind wichtiger als ein Teil, das zu Beginn richtig liegt. Ein erster Artikel kann erfolgreich sein, und der Auftrag kann später immer noch abdriften, wenn der Prozess selbst nicht stabil ist.
Wann Abkantpressen die richtige Wahl ist?
Abkantpressen ist nützlich, aber nicht für jedes Teil die beste Lösung. Die richtige Wahl hängt von der Geometrie, dem Volumen und den tatsächlichen Anforderungen des Auftrags ab.
Besser als Schweißen für einige verbogene Teile
Abkantpressen ist oft die bessere Wahl, wenn ein gebogener Rohling mehrere geschweißte Teile ersetzen kann. Weniger Teile bedeuten in der Regel weniger Verbindungen, weniger Schweißzeit und weniger Nachbearbeitung.
Das verbessert mehr als die Kosten. Weniger Schweißen bedeutet in der Regel weniger Wärmeverzug, weniger Ausrichtungsvariablen und weniger Möglichkeiten für spätere Anpassungsprobleme. Bei Halterungen, Ablagen, Abdeckungen und vielen Gehäuseteilen ist das Biegen eines Stücks oft einfacher zu kontrollieren als die Herstellung derselben Form aus mehreren kleineren Abschnitten.
Besser als maschinelle Bearbeitung für viele einfache Formen
Das Abkantpressen ist auch dann sinnvoll, wenn die Form des Teils hauptsächlich durch Biegungen und nicht durch starken Materialabtrag bestimmt wird. Wenn ein Teil als Blech beginnt und hauptsächlich Flansche, gefaltete Wände oder geformte Abschnitte benötigt, ist die Bearbeitung der gleichen Form aus Vollmaterial in der Regel der weniger effiziente Weg.
Bei der maschinellen Bearbeitung wird die Form durch Abtragen von Material hergestellt. Beim Biegen wird die Form durch die Bewegung von Material erzeugt. Für viele Platten, Abdeckungen, Halterungen und Trägerteile bedeutet dies in der Regel weniger Abfall und einen einfacheren Prozessablauf.
Wenn das Stempeln eine bessere Option ist?
Das Abkantpressen ist flexibel, aber nicht immer die beste Lösung. Das Stanzen kann die bessere Wahl sein, wenn das Teiledesign stabil ist, die Biegeeigenschaften sich in großen Mengen wiederholen und eine spezielle Werkzeugausstattung gerechtfertigt werden kann.
In dieser Situation kann das Stanzen die Zykluszeit verkürzen und den Durchsatz verbessern. Die Werkzeugkosten am Anfang sind viel höher, aber die Kosten pro Teil können schnell sinken, sobald die Serie groß und stabil genug ist.
Wann ist ein Rollformular die bessere Wahl?
Das Walzprofilieren kann besser geeignet sein, wenn das Teil lang ist und von einem Ende zum anderen den gleichen Querschnitt hat. Diese Art von Geometrie unterscheidet sich von den diskreten Biegelinien, die normalerweise mit einer Abkantpresse hergestellt werden.
Das Abkantpressen funktioniert am besten, wenn das Teil definierte Biegungen aufweist, die Schritt für Schritt ausgeführt werden. Das Walzprofilieren funktioniert besser, wenn das Profil über die gesamte Länge durchgängig ist.
Wie man die Biegeergebnisse verbessert?
Bessere Biegequalität entsteht in der Regel durch frühere Entscheidungen, nicht durch spätere Korrekturen. Kleine Änderungen im Design, bei den Werkzeugen und der Einrichtung machen oft den größten Unterschied.
Design mit Biegegrenzen im Hinterkopf
Besseres Biegen beginnt in der Regel bei der Zeichnung, nicht bei der Maschine. Ein Teil kann in der CAD-Zeichnung akzeptabel aussehen und dennoch schwer zu bearbeiten sein, wenn der Flansch zu kurz, der Innenradius zu klein oder die Merkmale zu nahe an der Biegelinie liegen.
Die effektivste Lösung besteht darin, vor Beginn der Produktion mehr Biegespielraum in den Entwurf einzubauen. Ein etwas größerer Radius, mehr Spielraum in der Nähe der Biegung oder eine bessere Biegerichtung verbessern oft die Stabilität, ohne die Funktion des Teils zu verändern. Es handelt sich dabei um kleine Änderungen am Druck, die jedoch in der Regel das Risiko stärker verringern als eine späte Korrektur der Einstellungen.
Anpassung der Werkzeuge an das Teil
Die Werkzeuge müssen der Biegeanforderung entsprechen, nicht nur der Einrichtung, die bereits auf der Maschine vorhanden ist. Die Form des Stempels, die Öffnung der Matrize und die Biegemethode wirken sich alle auf die Winkelkontrolle, die Oberflächenbeschaffenheit und die Prozessstabilität aus.
Der richtige Ansatz besteht darin, die Werkzeuge auf der Grundlage von Material, Zielradius, Biegelänge und Oberflächenanforderungen auszuwählen. Eine zu kleine Matrizenöffnung kann die Kraft und die Markierung erhöhen, ohne das tatsächliche Ergebnis zu verbessern. Eine zu große Matrizenöffnung kann die Kontrolle über dünnere Teile oder schmale Merkmale verringern. Bei vielen Routinearbeiten wird die Matrizenbreite oft um das 6- bis 10-fache der Materialdicke gewählt, aber die endgültige Wahl muss immer noch zum Teil passen.
Überprüfung kritischer Biegungen vor der Produktion
Nicht jede Biegung ist in gleicher Weise wichtig. Einige Biegungen sind einfach zu machen und leicht zu halten. Andere steuern die Passgenauigkeit der Baugruppe, das sichtbare Erscheinungsbild oder die Position späterer Arbeitsgänge.
Die sinnvolle Lösung besteht darin, diese kritischen Biegungen zu identifizieren, bevor der Auftrag ausgeführt wird. Wenn eine Biegung die Passform oder das Aussehen des Teils beeinflusst, sollte sie als wichtiger Prozesspunkt geprüft und nicht wie der Rest der Geometrie behandelt werden. Dies verhindert in der Regel die häufige Situation, dass Teile zwar die grundlegende Biegung bestehen, aber dennoch Probleme bei der Montage oder Endbearbeitung verursachen.
Einsatz von Prototypen zur Risikominderung
Prototyp-Biegungen sind nützlich, weil sie zeigen, wo die Zeichnung Schwächen aufweist. Rückfederung, Markierungen, lokale Verformungen und Probleme mit der Biegeordnung treten oft erst auf, wenn das Teil tatsächlich geformt ist.
Der beste Nutzen eines Prototyps besteht nicht nur darin, zu beweisen, dass das Teil einmal gebogen werden kann. Es geht darum, zu bestätigen, dass das Teil stabil gebogen werden kann. Das gibt dem Team die Möglichkeit, Radius, Spielraum, Werkzeug oder Biegefolge anzupassen, bevor der Auftrag in die Serienproduktion geht. In den meisten Fällen ist eine kleine Korrektur in der Prototypenphase viel billiger als wiederholte Korrekturen während der Produktion.
Schlussfolgerung
Das Abkantpressen ist nach wie vor eine der praktischsten Möglichkeiten, ein flaches Blech in wiederholbare Teile zu verwandeln. Sie eignet sich gut für Halterungen, Paneele, Abdeckungen, Schalen und Gehäuse, da sie eine hohe Flexibilität bei der Formgebung bietet, ohne dass die Werkzeugkosten des Stanzens anfallen.
Planen Sie ein Blechteil, das durch Abkantpressen geformt werden muss? Wir unterstützen Projekte vom Prototyp bis zur Produktion und helfen Ihnen mit Biegeprüfungen, Feedback zur Herstellbarkeit und individuellen Angeboten. Senden Sie uns Ihre Zeichnungen oder Projektdetails damit wir die beste Umformmethode für Ihr Teil besprechen können.