
A medida que las industrias exigen tolerancias más estrictas, superficies más lisas y una producción más rápida, el estampado tradicional ya no puede satisfacer todas las necesidades. El corte fino se ha convertido en un método de corte de precisión que combina la exactitud del mecanizado con la rapidez del estampado.
Este proceso crea piezas con bordes lisos y sin rebabas y dimensiones uniformes, a menudo sin necesidad de acabado adicional. Desempeña un papel importante en piezas de automoción, componentes eléctricos y maquinaria industrial, donde la precisión y la eficiencia son importantes.
En este artículo explicaremos qué es el troquelado fino, en qué se diferencia de la estampación estándar y por qué los ingenieros y compradores lo eligen cada vez más para piezas de alta precisión.

¿Qué es el blanqueo fino?
El corte fino es un proceso de conformado de metales de alta precisión utilizado para cortar y dar forma a chapas metálicas en piezas con bordes lisos y rectos y tolerancias ajustadas.
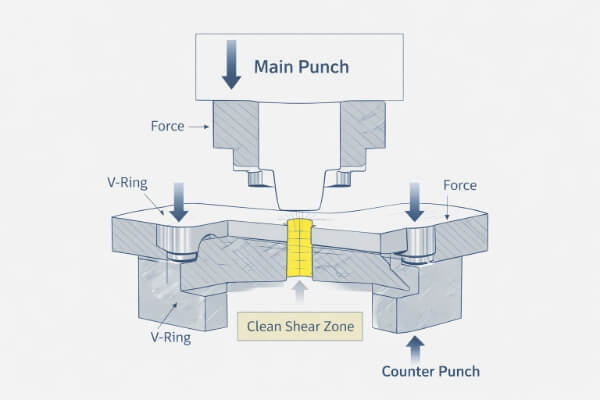
Antes de iniciar el corte, la chapa se sujeta firmemente por arriba y por abajo dentro de una prensa de corte fino. Un anillo en forma de V presiona el metal alrededor de la zona de corte, sujetándolo firmemente. Al mismo tiempo, un contrapunzón empuja hacia arriba desde abajo, mientras que el punzón principal se mueve hacia abajo desde arriba.
El metal se comprime desde todas las direcciones con tanta fuerza que no puede doblarse, estirarse ni rasgarse. En su lugar, se cizalla limpiamente en todo su espesor, produciendo un borde plano y sin rebabas que a menudo no necesita más acabado.
Diferencias entre la estampación fina y la tradicional?
Tanto el troquelado fino como el estampado utilizan un punzón y una matriz para cortar chapas metálicas. Sin embargo, su mecánica, el control de la presión y los resultados son muy diferentes.
| Característica | Estampación tradicional | Corte fino |
| Mecanismo de corte | Cizallamiento + fractura | Cizallamiento total bajo compresión |
| Holgura del troquel | 5-10% de espesor de chapa | 0,5-1% de espesor de chapa |
| Superficie del borde | Áspero, con zona de fractura | Liso, 100% cizallado |
| Altura de la rebaba | 0,05-0,2 mm | <0,01 mm |
| Precisión dimensional | ±0,05-0,10 mm | ±0,01-0,03 mm |
| Tratamiento posterior | A menudo necesario | Normalmente no es necesario |
Estampación tradicional produce bordes con zonas de fractura visibles. El corte fino, por el contrario, mantiene el material bajo compresión durante el corte. Esto evita las grietas y garantiza un filo completamente liso.
El papel del control de la presión de triple acción
El cegado fino se basa en un sistema de prensa de triple acción, que aplica fuerza desde tres direcciones al mismo tiempo:
- Soporte en blanco (anillo en V) - sujeta la hoja firmemente y detiene el movimiento lateral.
- Contragolpe - empuja hacia arriba para equilibrar la fuerza del punzón y evitar el abombamiento.
- Puñetazo principal - se mueve hacia abajo para realizar el corte completo.
Estas fuerzas combinadas mantienen la lámina bajo una compresión uniforme. En este estado, el material actúa como una masa plástica sólida, lo que le permite cizallar limpiamente sin grietas.
Cuando la configuración se ajusta correctamente, el resultado es una pieza con una planitud inferior a 0,05 mm y una altura de rebaba inferior a 10 micras, un nivel de precisión que el estampado estándar no puede alcanzar.
Calidad de la superficie y ventajas de rendimiento
Los bordes lisos del corte fino ofrecen algo más que un aspecto limpio. Mejoran el rendimiento de la pieza de varias maneras:
- Mejor ajuste y montaje - las piezas se alinean perfectamente sin espacios.
- Mayor resistencia a la fatiga - sin pequeñas grietas en los bordes.
- Menor fricción en las piezas móviles - Las superficies más lisas reducen el desgaste.
- Sellado mejorado - ideal para placas en sistemas hidráulicos o neumáticos.
Paso a paso: cómo funciona el corte fino
El proceso de blanqueo fino incluye tres etapas principales:
Sujeción y sellado
El soporte de la pieza en bruto bloquea la hoja en su lugar para definir el área de corte y evitar el movimiento lateral.
Aplicar contrapresión
El contrapunzón empuja hacia arriba -normalmente 30-70% de la fuerza del punzón principal- para estabilizar la chapa y garantizar un corte limpio.
Perforación y expulsión
El punzón principal corta la chapa por completo. La pieza acabada se empuja suavemente hacia fuera con un borde limpio.
Por qué la selección de materiales define el éxito del corte fino?
El éxito del corte fino depende tanto de la configuración de la máquina como del material utilizado. Este proceso consiste en comprimir el metal a una presión muy alta, por lo que el material debe ser lo suficientemente blando y dúctil como para deformarse suavemente sin agrietarse.
| Tipo de material | Espesor típico (mm) | Notas |
| Acero con bajo contenido en carbono (C10-C20) | 1.0-10.0 | Fácil de moldear, bordes lisos, asequible |
| Acero inoxidable (304, 430) | 0.5-6.0 | Resistente a la corrosión, necesita mayor fuerza de corte |
| Aleaciones de aluminio (5052, 6061) | 0.5-5.0 | Fácil de cortar, ideal para aplicaciones ligeras |
| Cobre y latón | 0.3-4.0 | Suave, conductor, necesita lubricación limpia |
La mejor dureza del material es inferior a HB 250. Cuando se trabaja con acero de alta resistencia, el tratamiento térmico de alivio de tensiones o las prensas servocontroladas pueden reducir el agrietamiento.
El papel de la estructura del grano y la microconsistencia
El corte fino requiere que el metal fluya uniformemente cuando se comprime. Los metales con granos grandes o superficies endurecidas se resisten a este flujo, lo que puede provocar bordes ásperos o pequeñas grietas.
- Chapas laminadas en frío o recocidas suelen dar mejores resultados.
- Aceros templados pueden necesitar diferentes formas de herramienta o recubrimientos superficiales para evitar daños en la herramienta.
- Microestructura irregular puede desplazar la línea de corte o reducir la zona de cizalladura lisa.
Diseño para corte fino (DfFB): Reglas prácticas de geometría
Diseñar para un corte fino significa ayudar a que el proceso funcione sin problemas en lugar de forzar sus límites. La geometría de la pieza afecta a la vida útil de la matriz, la estabilidad del corte y la calidad del acabado superficial.
1. Radios de esquina
Evite las esquinas afiladas. Utilice un radio interior mínimo de 0,5 × espesor de chapa para repartir la tensión uniformemente y evitar grietas.
2. Distancia entre agujeros y bordes
Mantenga los orificios a una distancia mínima de 1,5-2 × espesor de chapa del borde más próximo. Este espaciado evita la deformación y mantiene la presión uniforme.
3. Espesor de la pared y diseño de la banda
Mantenga al menos 1,5 × de espesor de chapa entre agujeros cercanos o secciones delgadas. Las zonas más delgadas pueden doblarse o deformarse bajo presión.
4. Dirección de las rebabas y caras funcionales
Aunque el blanking fino produce rebabas inferiores a 0,01 mm, es mejor colocar el lado de la rebaba alejado de las superficies de sellado o montaje. Esto ahorra tiempo de pulido y mejora el rendimiento.
5. Integración de la formación y la acuñación
El corte fino también puede incluir el conformado ligero o el acuñado en una sola carrera de la prensa. Diseñe siempre transiciones suaves y características curvas para reducir el esfuerzo de la herramienta.
Tolerancias y planificación dimensional
El blanking fino puede alcanzar repetidamente tolerancias de ±0,01-0,03 mm, según el tipo y el grosor de la chapa. Para zonas muy críticas, como orificios de cojinetes o piezas deslizantes, son habituales tolerancias de ±0,01 mm. La planitud suele ser de 0,05 mm en chapas de hasta 200 mm de ancho.
Sin embargo, no todos los elementos necesitan este nivel de precisión. Las tolerancias demasiado estrictas aumentan el desgaste de la herramienta y el coste de producción sin mejorar la función. Los diseñadores deben fijar tolerancias estrictas sólo en los elementos clave y utilizar tolerancias menos estrictas en el resto.
Pauta recomendada:
- Áreas críticas de ajuste → ±0,01 mm
- Formas generales → ±0,05 mm
- Planitud → ≤ 0,05 mm
Por qué el utillaje define la precisión del corte fino?
En el troquelado fino, el conjunto de troqueles es el núcleo de la precisión. La prensa proporciona potencia y control, pero son las herramientas las que garantizan la precisión, la uniformidad y la calidad de las piezas.
Anatomía de un troquel de corte fino
Un troquel de corte fino está formado por varios componentes ajustados que trabajan juntos para controlar el corte:
- Insertos para punzones y matrices - Son las principales herramientas de corte, normalmente de acero rápido (HSS) o carburo de tungsteno y templadas a 60-64 HRC para una mayor duración.
- Anillo en V (anillo de sujeción) - Este anillo dentado presiona la hoja alrededor del borde de corte, sujetando firmemente el material para evitar el flujo lateral.
- Contragolpe - Empuja hacia arriba con 30-70% de la fuerza del punzón principal, manteniendo el metal estable y asegurando un corte limpio.
- Pilares guía y casquillos - Mantenga las mitades superior e inferior del troquel perfectamente alineadas durante cada carrera.
- Pasadores eyectores - Empuje la pieza acabada hacia fuera suavemente sin rayar ni doblar los bordes.
Conocimientos de ingeniería:
La holgura entre el punzón y la matriz en el troquelado fino es de sólo 0,5-1% del grosor de la chapa. La estampación estándar utiliza 5-10%. Alcanzar esta precisión requiere un esmerilado fino, un lapeado y un tratamiento térmico cuidadoso.
Fabricación y mantenimiento de herramientas de corte fino
La fabricación de un troquel de corte fino implica el mecanizado CNC, el corte EDM, el rectificado de precisión y el ajuste manual para conseguir tolerancias de nivel micrométrico. Las superficies críticas suelen pulirse a Ra 0,1 µm o superior. Tras el montaje, la herramienta se somete a varias pruebas para comprobar el equilibrio de la presión y la calidad del filo.
Dado que el troquelado fino se somete a una gran fuerza, las herramientas se desgastan lentamente con el uso. Para mantener un rendimiento estable, cada troquel sigue un programa de mantenimiento planificado basado en el número de carreras o la dureza del material.
Plan de mantenimiento típico:
- Inspección: cada 100.000-200.000 accidentes cerebrovasculares
- Rectificado menor: después de 300.000-500.000 golpes
- Revisión a fondo o cambio de inserción: después de 1-3 millones de golpes
Con el cuidado adecuado y una buena lubricación, un troquel de corte fino puede durar más de 5 millones de golpes. Muchas fábricas modernas utilizan contadores digitales de golpes y sensores de desgaste para controlar el estado de la herramienta y planificar el mantenimiento con antelación, reduciendo así los tiempos de inactividad imprevistos.
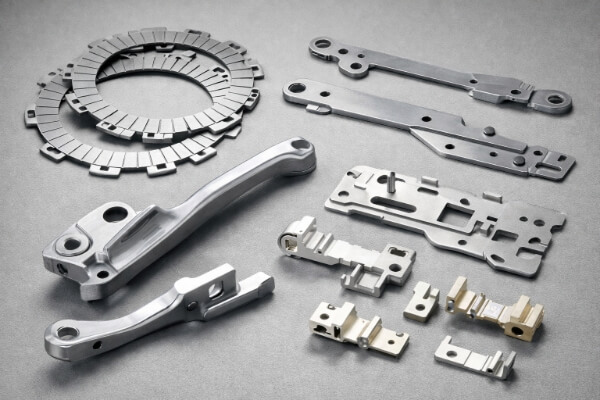
Donde el corte fino destaca en la fabricación en el mundo real?
El corte fino ha pasado de ser un proceso de nicho a convertirse en una solución clave de corte de precisión en múltiples sectores. Proporciona bordes limpios, superficies planas y tolerancias ajustadas, por lo que es ideal para componentes metálicos en los que la calidad de la superficie afecta directamente al rendimiento.
Industria del automóvil
La industria del automóvil utiliza el corte fino más que ningún otro sector. Muchas piezas críticas para la seguridad dependen de su capacidad para crear superficies lisas y sin rebabas con precisión repetible. Algunos ejemplos comunes son:
- Piezas de freno como placas de apoyo y palancas, donde los bordes lisos mejoran el contacto de las pastillas de fricción.
- Discos de embrague y segmentos de engranajeque necesitan formas de dientes precisas y control del grosor.
- Piezas de ajuste del asiento y sistemas de cierredonde la consistencia dimensional garantiza la fiabilidad a largo plazo.
- Componentes de dirección y suspensióndonde la resistencia de los bordes y la planitud mejoran la durabilidad y la seguridad.
Equipos industriales y eléctricos
En la fabricación industrial y eléctrica, el corte fino suele elegirse para piezas pequeñas y detalladas que requieren ajustes estrechos o superficies de contacto precisas. Algunos ejemplos son:
- Palancas de interruptores, conectores de terminales y placas de relés que necesitan un rendimiento eléctrico fiable.
- Platos de válvulas hidráulicasLos bordes lisos y planos garantizan un sellado adecuado.
- Soportes de precisión y piezas de bisagra para sistemas de automatización o montaje.
Aplicaciones emergentes en vehículos eléctricos y dispositivos médicos
Nuevas industrias están encontrando valor en el corte fino a medida que los diseños se vuelven más compactos y orientados al rendimiento.
- En vehículos eléctricosse utiliza para fabricar barras colectoras, placas de conexión de baterías y soportes de montaje, donde la conductividad y la precisión son cruciales.
- En productos sanitariosLa biocompatibilidad y el alto nivel de acabado de las superficies de las piezas de implante, los soportes en miniatura y las herramientas quirúrgicas son posibles gracias a esta tecnología.
- En aeroespacialGracias a la tecnología de corte fino, se fabrican cierres de asiento, marcos de cierre y soportes ligeros que combinan resistencia, ligereza y un estricto control dimensional.
Ventajas del corte fino
El corte fino tiende un puente entre el estampado tradicional y el mecanizado de precisión. Entre sus ventajas se incluyen:
| Ventaja | Descripción |
| Alta precisión dimensional | Tolerancia típica de ±0,01-0,03 mm para un ajuste perfecto del montaje. |
| Bordes lisos y sin rebabas | La zona de cizallamiento casi 100% elimina la necesidad de desbarbar o rectificar. |
| Integridad de los bordes | El cizallamiento por compresión evita las microfisuras, mejorando la vida a fatiga. |
| Repetibilidad constante | La sujeción estable y la alineación de las matrices garantizan piezas uniformes en tiradas largas. |
| Rentabilidad en volumen | Elimina los pasos de mecanizado adicionales, reduciendo el coste total de producción. |
| Flexibilidad de diseño | Admite formas complejas y varios niveles en un solo trazo. |
Limitaciones y retos técnicos
Aunque el corte fino ofrece una precisión excelente, no es ideal para todas las situaciones. Conocer sus límites ayuda a los ingenieros a seleccionar el método adecuado para cada diseño.
Alta inversión en herramientas y prensas
Las prensas de corte fino son más complejas y combinan sistemas hidráulicos y mecánicos para un control de triple acción. El coste inicial de preparación y matrices es mayor que en el caso de la estampación estándar.
Límites de dureza del material
El proceso funciona mejor con materiales dúctiles por debajo de HB 250. Los aceros más duros pueden provocar un desgaste prematuro de la herramienta o cortes incompletos. Las servoprensas modernas y las herramientas revestidas pueden trabajar con materiales más duros, pero a un coste mayor.
Restricciones de grosor
El blanking fino se utiliza generalmente para chapas de hasta 10 mm de grosor. A partir de ahí, resulta difícil mantener una contrapresión uniforme.
Menos flexible para lotes pequeños
Dado que las matrices se fabrican a medida, el troquelado fino es más económico para tiradas de producción medianas o grandes.
Se necesita personal cualificado para la instalación y el mantenimiento
La alineación de la herramienta, la lubricación y el control de la presión requieren operarios formados. Una mala configuración puede provocar deformaciones en los bordes o reducir la vida útil de la herramienta.
Conclusión
El corte fino es más que un método de corte: es un sistema de fabricación de precisión que ofrece exactitud, uniformidad y control de costes. Mediante el cizallado por compresión y el utillaje de alta presión, crea piezas que igualan la calidad del mecanizado a la velocidad del estampado.
Si su proyecto requiere tolerancias estrictas, bordes lisos y una consistencia fiable de las piezas, el troquelado fino puede ser la elección correcta. Nuestro equipo de ingeniería puede ayudarle a elegir materiales, perfeccionar su diseño y desarrollar un plan de utillaje rentable. Póngase en contacto con nosotros para revisar su proyecto y explorar soluciones de blanking fino adaptadas a sus necesidades.
Preguntas frecuentes
¿Qué grosor de material es mejor para el corte fino?
El blanking fino suele trabajar con espesores de chapa de 0,5 mm a 10 mm, según el material y la capacidad de la prensa. Las chapas finas (por debajo de 1 mm) pueden conseguir bordes muy limpios, mientras que las chapas más gruesas requieren prensas más fuertes y un control más estricto de la contrapresión.
¿Hasta qué punto son precisas las piezas de chapa fina en comparación con las mecanizadas?
El corte fino puede alcanzar tolerancias dimensionales de ±0,01-0,03 mm, lo que se aproxima a la precisión del mecanizado CNC. Mientras que las piezas mecanizadas pueden ofrecer más flexibilidad en contornos complejos, las piezas de corte fino mantienen esta precisión en grandes volúmenes de producción con una variación mínima.
¿Qué materiales funcionan mejor?
Los mejores materiales son los que ofrecen una buena ductilidad y una estructura de grano fino. Las opciones más comunes son:
- Aceros con bajo contenido en carbono (C10-C20) para piezas industriales y de automoción en general.
- Aceros inoxidables (304, 430) cuando se necesita resistencia a la corrosión.
- Aleaciones de aluminio (5052, 6061) para aplicaciones ligeras.
- Cobre y latón para piezas eléctricas y decorativas.
¿Cuánto dura un troquel de corte fino?
Una matriz de corte fino de alta calidad puede durar entre 1 y 3 millones de golpes, y en configuraciones bien mantenidas, incluso más de 5 millones de golpes. La inspección y el pulido rutinarios de los bordes del punzón, una lubricación adecuada y una limpieza constante son esenciales.


