
La soldadura por haz de electrones (EBW) es un proceso de unión de alta densidad energética que se utiliza principalmente cuando se requiere una penetración profunda, una baja deformación térmica y un entorno de soldadura limpio. No es el método de soldadura más económico, pero resuelve problemas que la soldadura TIG, MIG y la soldadura láser estándar no pueden abordar, como la unión de piezas CNC totalmente mecanizadas en las que ni siquiera 0,05 mm de deformación térmica son aceptables.
Este proceso resulta más adecuado para componentes herméticamente sellados, secciones de gran espesor, uniones específicas entre metales diferentes y conjuntos en los que la estabilidad dimensional es más importante que el precio unitario más bajo. Al comprender cómo funciona el proceso y cuáles son sus limitaciones físicas, los ingenieros y los responsables de compras pueden evaluar mejor si la soldadura por haz de electrones (EBW) es la opción más adecuada.
¿Cómo funciona la soldadura por haz de electrones?
Comprender el funcionamiento de la tecnología EBW ayuda a determinar si es adecuada para tu proyecto. A continuación te explicamos cómo este equipo crea soldaduras limpias y profundas sin necesidad de utilizar metal de aportación.
Enfoque del haz
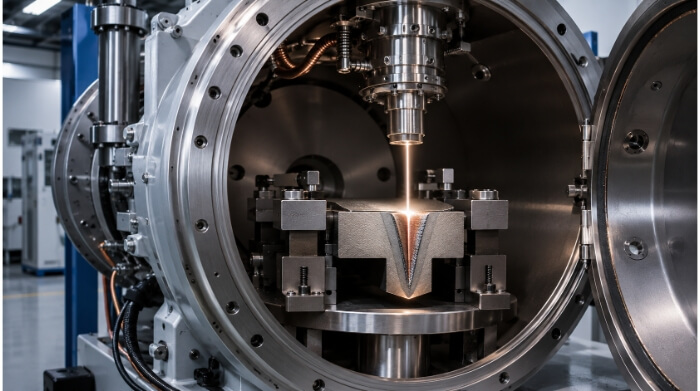
El proceso EBW utiliza un haz de electrones de alta velocidad generado por un cañón de electrones. Las lentes magnéticas enfocan este haz en un punto estrecho y muy concentrado sobre la pieza de trabajo.
Cuando los electrones chocan contra la superficie metálica, su energía cinética se transforma directamente en calor, lo que funde el material al instante en el punto de impacto.
Efecto «ojo de cerradura»
Dado que la densidad energética es muy elevada, el haz vaporiza el material situado en el centro del punto focal. Esto crea un canal capilar estrecho y lleno de vapor conocido como «ojo de cerradura».
A medida que el haz se desplaza a lo largo de la línea de unión, el metal líquido fluye alrededor de este «ojo de cerradura» y se solidifica detrás de él. Esto permite que la soldadura penetre profundamente en secciones gruesas en una sola pasada, en lugar de depender de la conducción térmica más lenta desde la superficie.
Cámara de vacío
El proceso EBW se lleva a cabo casi siempre dentro de una cámara de vacío. El hecho de trabajar en vacío evita que las moléculas de gas dispersen el haz y protege de forma natural el baño de fusión del oxígeno y el nitrógeno, lo que reduce el riesgo de porosidad y oxidación.
Sin embargo, este requisito impone estrictas limitaciones de fabricación. El tamaño físico de la cámara de vacío determina el tamaño máximo del conjunto, y el tiempo de bombeo necesario se suma directamente al ciclo de producción y al coste unitario final.
Soldadura autógena
El proceso suele ser autógeno, lo que significa que no requiere metal de aportación. La soldadura se forma exclusivamente mediante la fusión de los materiales de base, lo que ayuda a mantener la composición química y las propiedades mecánicas de las piezas originales.
El reto técnico radica en la preparación de las juntas. Al no disponer de alambre de aportación para cubrir los huecos, el mecanizado CNC previo a la soldadura debe ser increíblemente preciso, lo que a menudo requiere un ajuste línea a línea. Si el hueco de ajuste es demasiado grande, la soldadura quedará incompleta o fallará por completo.
Piezas adecuadas y límites de aplicación
El EBW destaca en determinados casos de ingeniería, pero no es imprescindible para todos los proyectos. Revisa estas limitaciones funcionales para comprobar si el proceso se ajusta a los requisitos de tu pieza.
Penetración profunda
El efecto «ojo de cerradura» permite a la tecnología EBW soldar materiales de gran espesor de forma eficiente. Dependiendo de la potencia de la máquina, la tecnología EBW puede alcanzar profundidades de penetración de entre 50 mm y más de 100 mm en acero o aluminio en una sola pasada, lo que supone un ahorro de tiempo de procesamiento en comparación con las soldaduras en ranura en V de varias pasadas.
Sin embargo, las soldaduras profundas de una sola pasada requieren un control de calidad minucioso. A menudo, los ingenieros deben especificar ensayos no destructivos (END) rigurosos, como radiografías o tomografías computarizadas, para verificar que no se hayan formado huecos internos al colapsarse el «ojo de cerradura» durante la fase de enfriamiento.
Baja distorsión
La elevada concentración de energía del haz de electrones hace que el aporte total de calor a la pieza sea muy bajo en comparación con la profundidad de la soldadura. Esto da lugar a una zona afectada por el calor (HAZ) estrecha y a una contracción térmica mínima.
Se suele utilizar en conjuntos mecanizados con precisión en los que el mecanizado posterior a la soldadura resulta difícil o imposible. Al mantener el calor localizado, la soldadura por electrónes (EBW) ayuda a mantener tolerancias dimensionales muy ajustadas en componentes críticos como engranajes y carcasas para la industria aeroespacial.
Componentes sellados
Dado que la soldadura se realiza en un entorno de vacío, cualquier cavidad interna del conjunto soldado queda sellada de forma natural con vacío en su interior. Esto resulta muy útil para la fabricación de sensores, transductores de presión y determinados implantes médicos que requieren un entorno interno inerte.
La limitación en este caso se produce durante la preparación de las piezas. Los ingenieros deben asegurarse de que no queden agujeros ciegos ni fluidos de corte atrapados en el interior del conjunto antes de la soldadura. Cualquier resto de humedad o aceite se desgasificará rápidamente en la cámara de vacío, lo que destruirá la soldadura y contaminará el equipo.
Metales distintos seleccionados
La tecnología EBW permite unir determinados metales con diferentes puntos de fusión o conductividades térmicas, como el cobre y el acero inoxidable. El ciclo rápido de calentamiento y enfriamiento, combinado con un control preciso del haz, ayuda a gestionar las diferencias metalúrgicas entre ambos materiales.
Sin embargo, la viabilidad depende en gran medida de las combinaciones específicas de aleaciones. Algunas mezclas de metales pueden dar lugar a fases intermetálicas frágiles que comprometen la resistencia de la unión, por lo que es necesario revisar y someter a ensayo la compatibilidad de los materiales antes de pasar a la fase de producción.
Requisitos de diseño y montaje de juntas
El haz extremadamente estrecho no deja margen alguno para un mal ajuste. Los ingenieros deben especificar tolerancias estrictas para el mecanizado CNC y un acceso adecuado a las uniones desde el inicio de la fase de diseño para evitar altas tasas de rechazo.

Acceso al haz
El haz de electrones requiere una línea de visión directa y sin obstáculos hacia la junta de soldadura. Dado que el haz se desplaza en línea recta desde la pistola hasta la pieza de trabajo, no puede llegar al interior de ángulos cerrados ni soldar alrededor de esquinas ciegas.
Si el cordón de soldadura está muy hundido, hay que ajustar la distancia de la pistola, lo que puede afectar al punto focal del haz y a la profundidad de penetración.
Además, los dispositivos de sujeción a medida, diseñados para mantener estas tolerancias tan estrictas dentro de una cámara de vacío —sin interferir con el haz—, suponen unos costes iniciales de utillaje considerables.
Diferencia de ajuste
Dado que el EBW no suele utilizar metal de aportación, las piezas deben encajar perfectamente entre sí. Como norma general, se debe mantener un espacio máximo entre las piezas de 0,05 mm (0,002 pulgadas), en función del espesor del material.
Si la holgura supera esta tolerancia, el metal fundido simplemente se filtrará o provocará un relleno insuficiente grave. Esto traslada la carga de los costes a las fases iniciales del proceso, ya que los componentes requieren un torneado o fresado CNC de precisión antes incluso de llegar al departamento de soldadura.
Tipo de junta
Las uniones a tope y las uniones escalonadas son las configuraciones más fiables para la soldadura por haz de electrones. Una unión escalonada ofrece una función natural de autoposicionamiento, lo que simplifica el diseño de los dispositivos de sujeción y ayuda a retener cualquier salpicadura interna en la raíz durante el proceso de «ojo de cerradura».
Las uniones tradicionales con ranura en V o en U que se utilizan en la soldadura estándar no son adecuadas, ya que no hay alambre de aportación para rellenar el hueco. El diseño de piezas con elementos de autoalineación (como un reborde o una marca de referencia) evita que las piezas se desplacen dentro de la cámara de vacío, lo que reduce el tiempo de preparación.
Magnetismo residual
Dado que el haz está compuesto por electrones cargados, es muy sensible a los campos magnéticos. Cualquier magnetismo residual que quede en las piezas debido al esmerilado previo, la sujeción con mandriles magnéticos o la manipulación del material desviará el haz de la línea de unión.
La desviación hace que el haz no alcance en absoluto la junta, lo que da lugar a una soldadura defectuosa. Para evitarlo, las piezas de acero deben desmagnetizarse rigurosamente y comprobarse con un medidor de gauss antes de introducirlas en la cámara de vacío.
Soldadura EBW frente a soldadura por láser, TIG y MIG
La comparación entre la EBW y los métodos de soldadura convencionales pone de manifiesto su utilidad práctica en el taller. Cada proceso presenta diferentes compensaciones entre coste y rendimiento, en función del material y el espesor.
Soldadura láser
La soldadura por láser de fibra de alta potencia ofrece características similares a las de la soldadura por haz de electrones (EBW), como una baja distorsión y la formación de un «agujero de llave», pero funciona a presión atmosférica. Esto elimina los tiempos de bombeo, lo que hace que la soldadura por láser sea considerablemente más rápida y rentable para la producción en serie de piezas de pequeño tamaño.
Sin embargo, los láseres tienen dificultades para igualar la profundidad de penetración en una sola pasada que alcanza la EBW en secciones de más de 25 mm de espesor. Además, para la fabricación en serie de componentes altamente reflectantes, como los disipadores de calor de cobre puro, la EBW sigue siendo mucho más fiable, ya que los electrones no se ven afectados por los problemas de reflexión óptica que reducen la eficiencia del láser.
Soldadura TIG (GTAW)
La soldadura TIG es un proceso muy versátil y rentable, ideal para la producción de pequeños volúmenes y geometrías complejas. Al no requerir una cámara de vacío, el tamaño físico del conjunto es prácticamente ilimitado y los costes de utillaje son relativamente bajos.
El principal inconveniente es el calor. Aunque el TIG es el estándar del sector para las carcasas y bastidores de chapa en general, genera una enorme cantidad de calor en el material circundante. No puede mantener las tolerancias de distorsión cero que se requieren para las carcasas de sensores mecanizadas con precisión, lo que a menudo provoca deformaciones graves.
Soldadura MIG (GMAW)
La soldadura MIG es un proceso rápido, con alimentación de alambre, que se utiliza habitualmente para acero estructural, estructuras pesadas y fabricación en general. Deposita material rápidamente y se adapta mucho mejor a los huecos de mal ajuste que la soldadura por láser y la soldadura por haz de electrones.
Sin embargo, el MIG no está diseñado para componentes de precisión. El proceso genera salpicaduras, requiere una limpieza exhaustiva tras la soldadura y crea una amplia zona afectada por el calor, lo que lo hace totalmente inadecuado para componentes aeroespaciales con tolerancias estrictas o dispositivos herméticamente sellados.
Factores que influyen en los costes de la producción mediante soldadura por haz de electrones
El coste total del EBW no se limita únicamente al tiempo de funcionamiento directo de la máquina. Las limitaciones de la cámara de vacío, la limpieza de superficies y las rutinas de puesta a punto influyen considerablemente en los gastos finales de producción.
Tamaño de la cámara
Las dimensiones físicas de tu conjunto determinan el tamaño de la cámara de vacío necesaria. La mayoría de las máquinas EBW estándar admiten piezas de tamaño pequeño a mediano.
Si tu proyecto requiere una cámara de grandes dimensiones, la tarifa por hora de la máquina aumenta considerablemente. Las cámaras de vacío de gran tamaño son caras de mantener y requieren una enorme cantidad de energía para alcanzar los niveles de vacío necesarios.
Tiempo de bombeo
Antes de que pueda comenzar la soldadura, la máquina debe evacuar el aire del interior de la cámara. Este «tiempo de bombeo» es un tiempo de inactividad en el que no se lleva a cabo ninguna operación de fabricación, pero que se suma directamente a la duración del ciclo.
En el caso de las cámaras de gran tamaño, esto puede llevar entre 10 y 45 minutos por ciclo. Los ingenieros deben tener en cuenta este periodo de espera a la hora de calcular el coste total de la unidad, ya que limita el número de piezas que se pueden procesar por turno.
Limpieza de piezas
El proceso EBW es muy sensible a la contaminación superficial. Cualquier residuo de fluidos de corte, aceites de estampación o huellas dactilares liberará gases al instante en el vacío, lo que provocará una porosidad grave en la soldadura y podría contaminar el cañón de electrones.
Todas las piezas deben someterse a un riguroso proceso de limpieza por ultrasonidos y desengrasado químico antes de entrar en la cámara. Esta limpieza previa a la soldadura, de carácter obligatorio, añade un paso adicional —y un coste— al proceso de fabricación.
Tiempo de preparación
La puesta en marcha de una máquina EBW requiere una alineación precisa, la calibración del enfoque del haz y comprobaciones de desmagnetización. Dado que el haz es tan estrecho y potente, los operarios no pueden probar los parámetros en las piezas reales de producción.
Para ajustar la máquina, el taller necesita «bloques de prueba» o piezas ficticias fabricadas exactamente con el mismo material, grosor y configuración de juntas. Si solo encargas un único prototipo, en la práctica estás pagando los costes de mecanizado y material de dos o tres piezas de prueba solo para homologar la viga, lo que hace que las series de bajo volumen resulten extremadamente caras.
Tamaño del lote
El EBW resulta mucho más rentable cuando se trabaja con grandes volúmenes. Si las piezas son lo suficientemente pequeñas, se pueden colocar varios conjuntos en un único dispositivo de sujeción especializado dentro de la cámara.
Esto permite al operario soldar docenas de piezas en un solo ciclo de bombeo. Al repartir el tiempo de vacío y los costes de preparación entre un lote más grande, el coste por unidad se reduce considerablemente.
Requisitos de inspección y notas sobre la solicitud de presupuesto
Una comunicación clara con tu socio fabricante evita retrasos costosos. Especificar desde el principio tus criterios de inspección exactos garantiza una fijación de precios precisa durante el proceso de elaboración del presupuesto.

Profundidad de soldadura
Especifica siempre de forma explícita si el diseño requiere una penetración parcial o total.
Si se requiere una penetración completa, el haz atravesará la parte posterior de la junta, dejando a menudo una herida de salida irregular o salpicaduras. Debes aclarar si se permite el uso de un anillo de apoyo o si es necesario un mecanizado posterior a la soldadura para limpiar la cara de la raíz.
Prueba de estanqueidad
En el caso de componentes herméticamente sellados, como los sensores y recintos, la inspección visual nunca es suficiente. Debes especificar en el plano el método exacto de comprobación de fugas que se requiere.
La espectrometría de masas con helio es el estándar del sector para verificar los sellos EBW. Asegúrate de indicar el umbral de tasa de fuga aceptable (por ejemplo, 1×10^-8 atm cc/seg) en tu solicitud de presupuesto (RFQ) para que el proveedor pueda calcular el precio de las pruebas en consecuencia.
Radiografía / TAC
Las soldaduras en forma de ojo de cerradura profundas son propensas a presentar defectos internos, como poros atrapados o fusión incompleta, que no se pueden apreciar desde la superficie.
Si el componente es crítico desde el punto de vista estructural, especifique pruebas radiográficas (rayos X) o una inspección por ultrasonidos. Tenga en cuenta que la inspección por rayos X de todo el lote aumentará drásticamente tanto el plazo de entrega como el coste final de la pieza.
Notas sobre el dibujo
Evita notas genéricas como «Soldar aquí». Para obtener un presupuesto preciso, indica la norma de soldadura específica (como la AWS D17.1 para el sector aeroespacial) y, lo que es más importante, los requisitos Clase de inspección.
Especificaciones de AWS D17.1 Clase A exige una inspección radiográfica 100% y criterios de aceptación estrictos, lo que supone un coste adicional de miles de dólares en cada tirada de producción. Por el contrario, Clase C puede que solo requiera una inspección visual. Especificar explícitamente la clase evita discrepancias importantes en los presupuestos y garantiza que no pagues por un control de calidad excesivamente sofisticado.
Volumen de producción
Cuando solicites un presupuesto, indica siempre el volumen anual estimado junto con la cantidad inicial de prototipos.
Conocer el volumen a largo plazo permite al fabricante decidir si debe invertir tiempo de ingeniería en el diseño de utillajes para lotes de varias piezas. Esto les permite ofrecerte un precio mucho más competitivo para la producción en serie.
Conclusión
La soldadura por haz de electrones es una opción muy válida cuando un proyecto requiere una penetración profunda, una baja deformación, soldaduras limpias y un control de calidad riguroso. Rara vez es la opción más económica, pero suele resolver problemas de ingeniería que los métodos de soldadura estándar no pueden abordar.
El proceso funciona mejor cuando se revisan minuciosamente el diseño de la pieza, el acceso a las uniones, las tolerancias de ensamblaje y los métodos de inspección antes de realizar el primer corte. Tener en cuenta estos factores desde el principio evita costosos rediseños y garantiza una transición fluida del prototipo a la producción en serie.
¿Estás listo para evaluar tu diseño de cara a la fabricación?
Si estás diseñando piezas mecanizadas de precisión o carcasas selladas y necesitas información fiable sobre el proceso de fabricación, ponte en contacto con el equipo de ingeniería de TZR. Revisamos sus planos, evaluamos las tolerancias de montaje y le ayudamos a determinar la estrategia de fabricación más rentable para su volumen específico.
Preguntas frecuentes
¿Se puede unir aluminio y acero inoxidable mediante soldadura por haz de electrones?
La soldadura directa de aluminio a acero mediante EBW resulta muy problemática. Las diferencias metalúrgicas extremas dan lugar a compuestos intermetálicos frágiles, lo que provoca que la unión falle bajo tensión. Por lo general, requiere un material de transición intermedio (como un inserto bimetálico soldado por explosión) o una estrategia de fijación completamente diferente.
¿Se calienta toda la pieza durante el proceso EBW?
No. Aunque las temperaturas en el punto focal exacto hacen que el metal se vaporice, el aporte térmico global es notablemente bajo. La zona afectada por el calor (HAZ) es increíblemente estrecha, lo que significa que la mayor parte de la pieza permanece fría. Por eso se utiliza la soldadura por haz de electrones (EBW) en piezas totalmente mecanizadas sin que se deformen.
¿Por qué es necesario desmagnetizar las piezas antes del EBW?
Los electrones tienen carga negativa. Si la pieza metálica presenta algún campo magnético residual (que suele provenir de los mandriles magnéticos durante el rectificado CNC o de la manipulación habitual en el taller), dicho campo desviará físicamente el haz de electrones de su centro. El haz no alcanzará la unión en absoluto, lo que provocará la destrucción de la pieza.
¿Qué grado de ajuste debe tener la junta?
Dado que el proceso EBW no utiliza alambre de aportación para cubrir los huecos, el ajuste debe ser casi perfecto. Como regla general, el hueco máximo debe ser de 0,05 mm (0,002 pulgadas). Si el hueco es mayor, el metal fundido se hundirá o se escurrirá a través de la junta, lo que dará lugar a una soldadura inaceptable.


