
Le rivetage à la presse est un procédé de formage à froid qui crée un verrouillage mécanique permanent entre un élément de fixation et la tôle sans utiliser de chaleur. Dans ce processus, la pression pousse un rivet ou une fixation dans un trou pré-percé pour former une connexion solide et durable. Il est largement utilisé pour produire des joints reproductibles tout en réduisant la distorsion, la finition secondaire et le temps d'assemblage.
La valeur du rivetage à la presse va au-delà de la machine elle-même. Les équipes doivent savoir comment concevoir le joint, quand le préférer au soudage et comment il affecte le coût total de l'assemblage, du prototypage à la production en série.
Ce guide explique comment le joint gagne en résistance et quelles sont les règles de conception les plus importantes. Il aborde également les limites de l'outillage, les défauts courants et le moment où le processus est rentable pour la fabrication.

La place du rivetage à la presse dans l'assemblage de la tôle?
Le rivetage à la presse est la méthode la plus efficace lorsqu'un joint doit être solide, rapide et ne pas subir de déformation due à la chaleur. Les points ci-dessous indiquent les domaines dans lesquels cette méthode est efficace et ceux dans lesquels une autre méthode peut s'avérer meilleure.
Assemblage mécanique à froid
Contrairement aux procédés thermiques, le rivetage à la presse repose entièrement sur la force mécanique. Une fixation spécialisée est pressée dans un trou pré-perforé ou découpé au laser. Sous l'effet de la pression, la tôle de base s'écoule à froid dans la géométrie prévue pour la fixation (généralement une contre-dépouille ou une rainure).
Il en résulte un verrouillage solide et résistant aux vibrations. Le processus se déroulant à température ambiante, il élimine les risques de distorsion thermique, de dégradation des matériaux et de changements métallurgiques dans le métal de base.
Conditions de charge et d'assemblage appropriées
Le rivetage à la presse est le choix standard lorsqu'il s'agit d'ajouter des filets ou des points de fixation solides et porteurs à des tôles trop fines pour être taraudées en toute sécurité. Il s'agit généralement de matériaux d'une épaisseur inférieure à 2,5 mm.
Il est également très efficace dans les environnements soumis à des vibrations. Il s'agit donc d'une méthode d'assemblage de base pour les châssis de serveurs, les boîtiers électriques, les sous-ensembles automobiles et les supports aérospatiaux.
Quand la soudure par points ajoute un coût supplémentaire
Si le soudage par points ou par bossage peut sembler moins cher sur une base de consommation, les coûts cachés ruinent souvent l'économie de l'unité. Le soudage de métaux de faible épaisseur (tels que l'aluminium ou l'acier inoxydable de 1,0 mm) provoque souvent un gauchissement dû à la chaleur, ce qui nécessite un redressage manuel.
En outre, le soudage brûle les revêtements de surface. Si vous soudez, vous devez meuler la surface et procéder à un placage ou à un revêtement par poudre après l'assemblage. Le rivetage à la presse vous permet d'utiliser des pièces préplaquées, prépeintes ou enduites d'un revêtement en poudre. tôle anodiséeLe système d'aspiration de l'eau de pluie permet d'éliminer la nécessité d'une finition secondaire de la surface.

Cas nécessitant une autre méthode
Le rivetage à la presse n'est pas une solution universelle. Si votre projet nécessite une surface parfaitement plane sur le sol, il est préférable d'utiliser des rivets à pression. à la fois Ce procédé ne fonctionnera pas s'il n'y a pas de contre-usinage sur les deux faces de la feuille.
En outre, elle est fortement limitée par l'accès à l'outillage. Si l'emplacement du rivet se trouve profondément à l'intérieur d'un étroit profilé en U ou d'une boîte à surprises, le cadre en C de la presse interférera physiquement avec la pièce. Enfin, si l'assemblage nécessite des démontages fréquents ou une maintenance non destructive, les fixations mécaniques amovibles sont l'alternative requise.
Ce qui renforce les articulations?
La force du joint ne provient pas uniquement de la force de pression. Elle dépend de l'écoulement du matériau, de l'ajustement du trou et de la façon dont la fixation se verrouille dans la tôle.
Flux de matériaux et verrouillage mécanique
L'intégrité structurelle d'un assemblage riveté à la presse n'est pas déterminée par l'élément de fixation seul, mais par l'efficacité du mouvement du matériau de base. Lorsque le vérin de la presse applique une force axiale, l'élément de fixation plus dur agit comme une matrice.
Il déplace la tôle plus molle, la forçant à céder et à s'écouler plastiquement dans le creux annulaire de la fixation (la contre-dépouille). Ce volume de métal emprisonné est à l'origine du verrouillage mécanique permanent.
Remplissage des trous et formage de la face arrière
Pour une résistance maximale, la tôle déplacée doit remplir la contre-dépouille de la fixation. Si le matériau ne s'écoule pas suffisamment, l'assemblage cédera sous la charge.
Un joint de rivets à sertir correctement conçu est propre des deux côtés. Du côté de l'installation, la tête de la fixation est encastrée à fleur (ou légèrement en dessous) de la surface de la tôle. Du côté opposé (aveugle), la tôle reste plate, sans fissure, bombement ou déformation excessive.
Résistance à l'arrachement et au couple
Les ingénieurs doivent évaluer la résistance des articulations selon deux vecteurs spécifiques : l'arrachement (poussée) et le couple.
- Résistance à l'arrachement est dicté par le volume de tôle qui s'écoule avec succès dans la rainure de contre-dépouille.
- Résistance à l'arrachement est générée par l'anneau moleté, les cannelures ou la forme hexagonale sous la tête de la fixation. Lorsque la fixation est enfoncée, ces dents mordent dans la tôle, empêchant la fixation de tourner lorsqu'une vis correspondante est serrée.
Dureté du matériau et épaisseur de la tôle
La règle la plus importante pour le rivetage à la presse est la différence de dureté. Si vous essayez d'enfoncer un rivet standard en acier inoxydable de la série 300 dans une tôle en acier inoxydable de la série 300, la fixation s'écrasera avant que la tôle ne coule.
En outre, l'épaisseur de la tôle détermine le choix des ferrures. La tôle doit être suffisamment épaisse pour que le volume de matériau puisse s'écouler dans la contre-dépouille.
💡 Règle empirique d'ingénierie : > Écart de dureté : La fixation doit être au moins 20 HRB plus dure que la tôle de base.
- Épaisseur minimale de la feuille : Généralement 0,8 mm (0,030″) pour le matériel auto-agrippant standard. Une épaisseur plus faible nécessite des micro-attaches spécialisées.
Ce que les ingénieurs doivent confirmer dans la conception?
De nombreux problèmes de rivetage à la presse commencent au stade du dessin. Des contrôles de conception précoces permettent d'éviter les joints fragiles, les interférences avec l'outillage et les modifications coûteuses ultérieures.
Tolérance du trou pilote et épaisseur de la tôle
La solidité d'un assemblage riveté à la presse dépend de celle de son avant-trou. Le processus reposant sur un déplacement précis de la matière, le trou doit être parfaitement dimensionné. Si le trou est trop grand, il n'y aura pas assez de tôle pour s'écouler dans la contre-dépouille de la fixation, ce qui réduira considérablement la résistance à l'arrachement.
Si le trou est sous-dimensionné, la force de pressage nécessaire augmente. La tôle peut alors se déformer, se tordre ou même endommager l'outillage d'installation. En outre, le trou doit être créé proprement. Bien que les lasers à fibre modernes soient acceptables, les trous poinçonnés CNC sont souvent préférés car ils ne créent pas de zone affectée par la chaleur (HAZ) qui durcit le bord du trou.
💡 Règle empirique d'ingénierie : > Tolérance du trou : Les avant-trous standard pour les fixations auto-agrippantes exigent une tolérance serrée, généralement +0,08mm / -0,00mm (+0,003″ / -0,000″).
- Ne jamais ébavurer : Ne chanfreinez pas et n'ébavurez pas fortement le bord du trou pilote. Vous avez besoin de ces bords tranchants pour fournir le volume de matériau qui s'écoule dans la fixation.
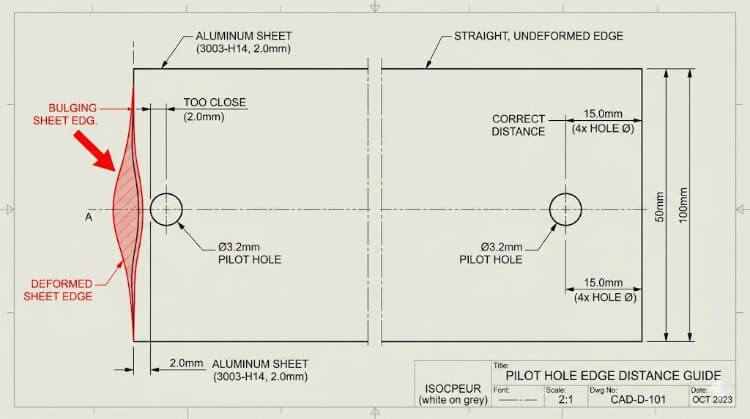
Distance des bords et espacement des trous
Lorsque la fixation est enfoncée, la tôle déplacée se dilate vers l'extérieur. Si le trou pilote est placé trop près du bord de la tôle, cette expansion du matériau poussera le bord vers l'extérieur, ce qui le fera bomber ou se déchirer.
De même, si plusieurs fixations sont placées trop près l'une de l'autre, le chevauchement des zones de contrainte entraînera une déformation permanente de la tôle. Vous devez consulter le catalogue du fabricant de fixations pour connaître la distance minimale entre l'axe et le bord.
Coudes, canaux et dégagement de l'outillage
De nombreux échecs de rivetage à la presse ne sont pas dus à un mauvais matériel, mais à des interférences physiques. La presse à cadre en C nécessite un poinçon trempé sur le dessus et une enclume sur le dessous. Si vous placez un rivet trop près d'un coude à 90 degrés, l'enclume ne peut pas s'appuyer à plat sur la tôle.
Lorsque la tôle est inclinée, la fixation est enfoncée de travers, ce qui abîme le joint. En outre, si vous concevez un profilé en U profond ou l'intérieur d'un châssis de serveur, vous devez vous assurer que la profondeur de la gorge de la presse peut atteindre l'emplacement du trou.
💡 Règle empirique d'ingénierie : > Dégagement de la courbure : La distance entre le centre de l'avant-trou et le point d'ancrage de l'avant-trou. à l'intérieur d'un coude doit être d'au moins 1,5 fois le diamètre extérieur de la fixation plus le rayon du coude.
Métaux dissemblables et risque de corrosion
Le rivetage à la presse vous permet d'assembler des métaux différents (par exemple, des attaches en acier au carbone sur des feuilles d'aluminium) sans avoir à subir les cauchemars métallurgiques de l'assemblage d'attaches en acier au carbone. soudage. Cependant, il présente une autre menace : la corrosion galvanique.
Lorsqu'un métal noble (tel qu'une fixation en acier inoxydable) est pressé dans un métal actif (tel qu'une feuille d'aluminium) et que l'assemblage est exposé à l'humidité, l'aluminium se corrode rapidement. Pour éviter cela, les ingénieurs doivent spécifier le placage de surface correct sur la fixation. Par exemple, l'utilisation d'une fixation en acier au carbone zingué dans un châssis en aluminium sert de barrière sacrificielle, protégeant le métal de base.
Qu'est-ce qui maintient le processus stable dans la production? ?
Un échantillon réussi ne conduit pas toujours à une production stable. La stabilité de la production dépend du contrôle des réglages, de la constance de la force et de la clarté des points d'inspection.
Mise en place d'une fenêtre de cohérence et de processus
Le passage d'une conception CAO parfaite à l'atelier nécessite la définition d'une fenêtre de processus stricte. Le rivetage à la presse ne consiste pas simplement à "frapper un rivet jusqu'à ce qu'il s'arrête". Il s'agit d'un équilibre précis entre la force et le déplacement.
Si le technicien utilise trop de force, la tôle s'écrase et se déforme. S'il n'en met pas assez, les dents moletées ne mordront pas, ce qui fera tourner la quincaillerie. La fenêtre du processus, c'est-à-dire le tonnage exact requis pour que la fixation soit posée à fleur, doit être établie lors de l'inspection du premier article et bloquée pour l'ensemble du lot.
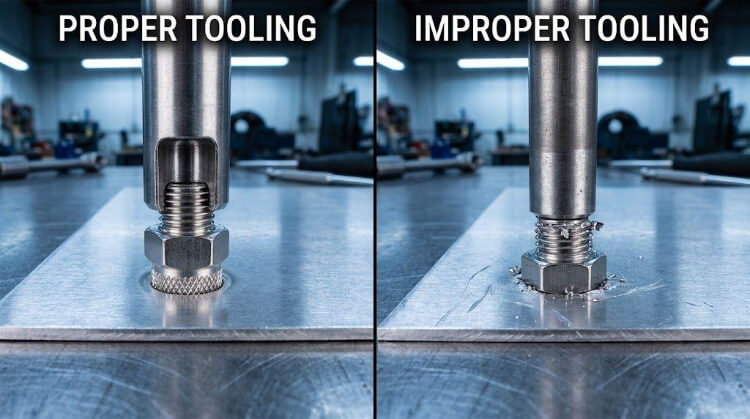
Correspondance des fixations et de l'outillage
Chaque type de fixation à la presse nécessite une combinaison spécifique de poinçon (outil supérieur) et d'enclume (outil inférieur). Il n'est pas possible d'utiliser une enclume plate universelle pour tout.
Par exemple, un écrou à tête plate nécessite un poinçon plat et une enclume plate. En revanche, une fixation à blocage automatique nécessite un poinçon avec une cavité en retrait pour empêcher l'écrasement du canon fileté. L'utilisation d'un outil inadapté détruira les filets de la fixation ou laissera de terribles marques esthétiques sur la face cachée de la tôle.
Force de pression, temporisation et support de la pièce
La force n'est qu'une partie de l'équation, le temps en est l'autre. La déformation à froid de la tôle est un processus de déformation plastique qui s'effectue en une fraction de seconde. Les presses modernes utilisent un "temps d'arrêt" programmé en fin de course.
Cette pause de quelques millisecondes permet au métal de s'écouler complètement dans la contre-dépouille et de se stabiliser avant que la pression ne soit relâchée. En outre, l'opérateur doit s'assurer que la tôle est entièrement soutenue et à plat contre l'enclume avant d'actionner la machine.
Suivi des forces et contrôles d'inspection
Dans le cadre d'une production en grande série, le fait de se fier uniquement à l'inspection visuelle représente un risque considérable. Une fixation peut avoir l'air affleurante mais échouer à un test de couple.
Les presses modernes utilisent des cellules de charge et des encodeurs linéaires pour surveiller la courbe force-distance de chaque cycle de pressage. Si un trou est trop grand, la force diminuera trop tôt et la machine signalera la pièce comme défectueuse.
💡 Règle empirique d'ingénierie pour le contrôle qualité : > Essais non destructifs : Vérifier que la tête de la fixation affleure à 0,05 mm près la surface de la feuille.
- Essais destructifs : Prélever 1 pièce sur 500 dans le lot pour effectuer un essai physique d'extraction et de serrage à l'aide d'une clé dynamométrique étalonnée, en comparant le rendement à la fiche technique du fabricant.
Quelles sont les causes des défauts courants de rivetage à la presse? ?
La défaillance d'un assemblage riveté à la presse est rarement un mystère. Il s'agit presque toujours d'une défaillance du contrôle du processus, de l'alignement de l'outillage ou des tolérances dimensionnelles. Vous trouverez ci-dessous un guide de dépannage pour les quatre défaillances les plus courantes dans l'atelier.
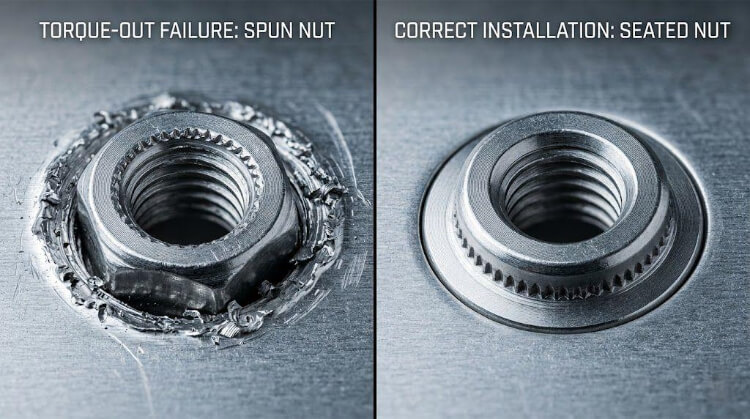
Rotation de l'articulation et maintien d'un faible couple
Le défaut : La tête de la fixation semble affleurante, mais lorsque l'opérateur de la chaîne de montage enfonce une vis dans l'écrou (ou serre un écrou sur le goujon), le rivet tourne dans la tôle.
- Cause première 1 : Force de pression insuffisante. Les dents moletées sous la tête ne s'enfoncent jamais complètement dans le matériau de base.
- Cause fondamentale 2 : Le trou pilote a été percé au maximum de la tolérance supérieure, laissant trop peu de tôle pour s'écouler dans les cannelures.
- Cause fondamentale 3 : La tôle a été durcie lors d'une étape précédente de formage, ce qui la rend trop dure pour que les dents de la fixation puissent y pénétrer.
- La solution : Vérifier la taille du trou à l'aide d'une jauge. Augmenter légèrement le tonnage de la presse. Vérifier l'écart de dureté entre le lot de tôles spécifique et la fixation.
Prise incomplète et faible résistance à l'arrachement
Le défaut : La fixation sort sous l'effet d'une charge axiale, ou la tête se trouve visiblement au-dessus de la surface de la tôle.
- Cause première 1 : Le contre-alésage de l'enclume (outil inférieur) est trop grand, ce qui permet à la tôle de s'écouler vers le bas en s'éloignant du joint au lieu de s'écouler vers l'intérieur dans la contre-dépouille de la fixation.
- Cause fondamentale 2 : La course de la presse était trop rapide, manquant du "temps d'arrêt" nécessaire pour permettre à la déformation plastique de s'achever.
- La solution : Remplacer l'enclume par une enclume dont les dimensions correspondent à celles spécifiées par le fabricant. Ajouter un temps d'arrêt de 0,5 seconde au cycle de la presse au point mort bas.
Marques de surface et déformation locale de la feuille
Le défaut : Le côté aveugle de la tôle comporte un anneau lourd estampé, ou la tôle est déformée et n'est plus plate autour de la fixation.
- Cause première 1 : Surpression. L'opérateur a appliqué un tonnage trop important en essayant de forcer une mise à plat, enfonçant l'enclume profondément dans le côté aveugle.
- Cause fondamentale 2 : Désalignement de l'outil. Le poinçon et l'enclume ne sont pas parfaitement concentriques, ce qui fait que l'élément de fixation est enfoncé en biais.
- La solution : Réalignez les axes de l'outillage du cadre en C. Baisser la pression et vérifier que la longueur de la fixation correspond à l'épaisseur de la tôle.
Variation du processus d'un lot à l'autre
Le défaut : Le processus fonctionne parfaitement le lundi mais produit un taux d'échec de 10% le jeudi en utilisant les mêmes paramètres de la machine.
- Cause première : L'épaisseur standard des tôles varie. Une tôle d'acier de "1,5 mm" provenant de l'usine peut en réalité mesurer 1,42 mm dans un lot et 1,55 mm dans le suivant. Si la presse est réglée sur une course mécanique fixe (distance) plutôt que sur une force fixe (tonnage), la pression appliquée au joint fluctuera fortement.
- La solution : Passez à des presses hydrauliques ou servoélectriques qui s'arrêtent en fonction d'une logique de courbe de force, plutôt que d'un arrêt mécanique brutal.
Comment comparer les méthodes et contrôler le coût total? ?
Les équipes chargées des achats commettent souvent l'erreur de comparer les méthodes d'assemblage en se basant uniquement sur le coût de la nomenclature du consommable. Or, en fabrication de tôlesLa fixation la moins chère est souvent à l'origine du sous-ensemble le plus coûteux.
Rivetage à la presse ou soudage par points
Le soudage par points ne nécessite pratiquement aucun consommable (seulement de l'électricité et l'usure des pointes en cuivre). Un rivet à sertir peut coûter entre $0,05 et $0,15 pièce. Sur le papier, le soudage l'emporte. Cependant, vous devez calculer le coût de la soudure. Coût total de l'assemblage (TCA).
- Structure des coûts du soudage par points : Consommables (faible) + main d'œuvre qualifiée (élevée) + meulage/ponçage manuel pour éliminer les marques de soudure (élevé) + placage/vernissage par poudrage après assemblage (élevé) = Coût unitaire élevé.
- Structure des coûts du rivetage à la presse : Coût des fixations (moyen) + Travail de l'opérateur (moyen) + Pas de meulage (zéro) + Possibilité d'utiliser de la tôle préplaquée (économies massives) = Coût unitaire inférieur.
Si l'esthétique de la pièce est importante ou si elle doit être plaquée, le rivetage à la presse est presque toujours le choix le plus économique à long terme.
Fixations standard ou pièces sur mesure
Les ingénieurs en mécanique adorent concevoir du matériel sur mesure pour pallier les contraintes d'espace. Du point de vue de l'approvisionnement, il s'agit d'une habitude dangereuse pour le rivetage à la presse.
Les attaches de presse embouties sur mesure nécessitent des filières d'emboutissage, des filières de roulage de filets et des racks de placage spécialisés. Cela fait passer les quantités minimales de commande de 1 000 à plus de 50 000 pièces et les délais de livraison de 2 jours à 8 semaines.
💡 Règle empirique en matière de coûts : > Toujours concevoir en fonction des dimensions standard du catalogue PEM® ou équivalent. N'autorisez une fixation par pression personnalisée que si le matériel standard ne peut pas s'adapter structurellement au boîtier.
Production manuelle, automatique et dans l'outil
Le dernier facteur de coût est la méthode utilisée pour introduire l'élément de fixation dans la presse. Le volume de votre production détermine l'équipement, ce qui modifie complètement le coût de la main-d'œuvre par unité.
- Presse manuelle (100 - 5 000 unités) : L'opérateur place manuellement la feuille, saisit un petit élément de fixation, l'insère et fait tourner la machine. Coût élevé de la main-d'œuvre, temps de cycle lent (5-10 secondes par rivet).
- Presse automatique à cuvette (5 000 - 50 000 unités) : La machine utilise un bol vibrant pour introduire automatiquement un élément de fixation dans le poinçon. L'opérateur déplace la tôle. Coût moyen de la main-d'œuvre, temps de cycle rapide (1 à 2 secondes par rivet).
- In-Die Clinching (>50 000 unités) : La solution de volume ultime. L'outillage spécialisé est intégré directement dans la matrice d'emboutissage progressif. Lorsque la grande presse mécanique estampille la forme de la tôle, elle enfonce simultanément les rivets de manière automatique. Coût marginal de la main-d'œuvre proche de zéro, dépenses d'investissement massives pour l'outillage.
Conclusion
Le rivetage à la presse n'est pas une simple étape de fixation. Il s'agit d'un choix de processus qui affecte la résistance du joint, la conception de la pièce, l'accès à l'outillage, la stabilité de la production, le risque de défaut et le coût total de l'assemblage. Lorsque le trou, le matériau, l'élément de fixation et l'installation sont correctement adaptés, il est possible d'obtenir un joint solide et reproductible sans la chaleur, la distorsion et le travail de finition supplémentaire qui accompagnent souvent le soudage.
Vous travaillez sur un assemblage de tôle qui peut nécessiter un rivetage à la presse ? Envoyez-nous votre dessin ou fichier 3D. Notre équipe peut examiner la conception du trou, le matériau, le choix de la fixation et la méthode de production, puis vous aider à confirmer si le rivetage à la presse est adapté à votre pièce.