
L'acier inoxydable est intrinsèquement résistant à la corrosion. Le placage est une décision d'ingénierie calculée pour modifier la mécanique de surface, et non une mesure de prévention de la rouille. Nous spécifions le nickelage pour améliorer considérablement la résistance à l'usure, augmenter la dureté de la surface, éliminer le grippage des filetages et permettre un brasage fiable lors de l'assemblage final.
Le nickelage de l'acier inoxydable améliore considérablement la résistance à la corrosion, la dureté de la surface et la soudabilité. Pour garantir une adhérence supérieure, la couche d'oxyde passive du métal doit être éliminée par une attaque au nickel de Woods avant l'application de nickel électrodéposé ou chimique. Cette activation spécialisée empêche l'écaillage et garantit une finition durable et résistante à l'usure pour les composants industriels.
Ce guide se concentre strictement sur les réalités pratiques de la métallisation de l'acier inoxydable dans l'atelier. Nous analysons la sélection des procédés, le contrôle de l'adhérence, la planification des tolérances et les compromis en matière de coûts physiques qui dictent la fabrication à grande échelle.

Pourquoi l'acier inoxydable est difficile à plaquer?
L'acier inoxydable résiste au placage en raison de la stabilité de sa couche superficielle. Il bloque l'adhérence et nécessite des étapes d'activation spécifiques avant le revêtement.
La couche d'oxyde passive
La caractéristique principale de l'acier inoxydable est sa couche d'oxyde passive riche en chrome. Ce film se forme instantanément lors de l'exposition à l'oxygène, protégeant le substrat mais agissant comme une barrière physique à la galvanoplastie.
Le dépôt de nickel directement sur cette couche passive entraîne une "fausse adhérence". Le placage peut visuellement passer l'inspection dans la cuve, mais il se boursouflera ou s'écaillera inévitablement dès qu'il sera soumis à une contrainte mécanique au cours d'un essai de pliage standard ou d'un cycle thermique.
La grève du nickel de Wood
Il n'est pas possible de contourner la couche passive ; il faut la décaper chimiquement tout en l'empêchant de se reformer. La norme industrielle en la matière est un La grève du nickel de Wood.
- La chimie : Ce procédé utilise un bain très acide - un rapport précis entre le chlorure de nickel et l'acide sulfurique. acide chlorhydrique-fonctionner à une densité de courant très élevée.
- Le mécanisme : Il attaque agressivement la couche d'oxyde et dépose instantanément une couche de nickel micro-mince et hautement active, créant ainsi la liaison métallurgique nécessaire.
Limites d'activation de la surface
L'activation nécessite une gestion chimique agressive et ciblée. Les différentes qualités d'acier inoxydable réagissent différemment sur la ligne.
Les qualités d'alliage élevé comme le 316, ou les pièces qui ont subi un durcissement par écrouissage au cours du processus de fabrication, peuvent être utilisées pour la fabrication de pièces en acier inoxydable. emboutissage de tôlesLes tôles d'acier inoxydable, par exemple, nécessitent une activation cathodique beaucoup plus rigoureuse qu'une tôle 304 standard. Le fait de ne pas activer complètement la géométrie spécifique de la surface garantit l'échec de la frappe initiale.
Délais de transfert stricts
Dans les environnements de production stricts, les défauts d'adhérence se produisent souvent entre les réservoirs et non à l'intérieur de ceux-ci. Une fois la frappe du bois appliquée, la surface est très réactive.
Si le temps de transfert entre la cuve de percussion et le bain de nickel primaire est trop lent - il doit souvent être maintenu bien en dessous de 30 secondes - la pièce séchera ou se repassivarisera dans l'air ambiant, ce qui provoquera une délamination en aval.
Choix du procédé : Nickelage chimique vs. nickelage électrolytique
Les différentes méthodes de placage produisent des résultats très différents sur des pièces réelles. Chaque procédé modifie le coût, la qualité de la couverture et le comportement fonctionnel.
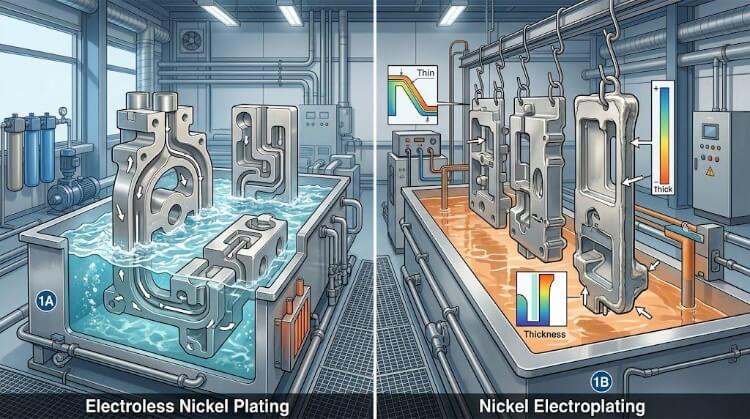
Nickelage chimique (ENP)
L'ENP est un processus de réduction chimique autocatalytique qui ne nécessite pas de courant électrique externe. Il dépose conjointement du nickel et du phosphore, ce qui le rend hautement prévisible pour la fabrication de précision.
- Dureté contrôlée : En contrôlant la teneur en phosphore (faible, moyenne ou élevée), les ingénieurs peuvent définir avec précision des niveaux de dureté et de résistance à l'usure spécifiques.
- Uniformité absolue : La vitesse de dépôt dépend entièrement de la température et de la composition chimique du bain. Si un dessin spécifie une température de 15 microns la pièce reçoit exactement 15 microns uniformément sur toutes les surfaces.
- Géométries complexes : L'ENP est la seule option viable pour les pièces usinées CNC comportant des filets internes, des évidements profonds ou des trous transversaux entrecroisés. Il garantit que les surfaces internes reçoivent exactement la même protection que l'extérieur.
Nickel électrolytique
Le nickel électrolytique utilise un courant continu externe pour faire passer les ions de nickel d'une anode au substrat d'acier inoxydable.
- Efficacité à haut volume : Il est généralement plus rapide à déposer et nettement plus rentable pour les grandes séries, telles que les supports en tôle plate.
- L'effet cage de Faraday : Le placage électrolytique se heurte à des géométries complexes. Le courant électrique n'atteint pas les cavités internes blindées ou les trous borgnes, ce qui fait qu'ils ne sont pas plaqués.
- Variations de la densité actuelle : Les zones à fort courant, telles que les angles aigus de la CNC ou les bords cisaillés, subissent une accumulation rapide de matière, connue sous le nom d'"effet de levier". L'effet "os de chien". À l'inverse, les centres plats à faible courant sont beaucoup plus minces. Cette accumulation inégale pousse facilement les pièces à tolérance stricte hors des spécifications.
Comment l'usinage et le formage déterminent la qualité du nickelage?.
Les opérations d'usinage en atelier déterminent directement l'ajustement final et la fiabilité d'un composant plaqué. La géométrie, la planification des tolérances et la topographie de la surface interagissent toutes avec le processus de placage.
Compensation de la tolérance
Les ingénieurs oublient souvent que les traitements de surface ajoutent de la matière physique au substrat. Si un dessin technique spécifie une couche de nickelage chimique (ENP) de 15 microns, le machiniste CNC doit calculer précisément cette accumulation volumétrique.
Pour respecter les tolérances de l'assemblage final, les arbres doivent être usinés à 15 microns en dessous de leur taille. par côté (30 microns au total sur le diamètre), et les alésages doivent être surdimensionnés de la même quantité avant que la pièce ne quitte l'atelier.
Dégagement du fil
Les filetages internes sont un des principaux points de défaillance des composants mécaniques revêtus. Les tarauds de taille standard ne fonctionnent pas ; l'épaisseur du placage modifie le diamètre primitif d'environ quatre fois l'épaisseur du revêtement.
Les machinistes doivent utiliser des tarauds pré-plaques spécialisés, tels que les tarauds 6G ou les tarauds personnalisés à limite H, afin de garantir que les filetages accepteront le matériel standard sans se gripper ou se bloquer après l'application du nickel.
Rugosité de la surface (Ra)
Une erreur de fabrication courante consiste à croire qu'une épaisse couche de nickel atténuera les mauvaises marques d'usinage. En réalité, l'ENP reproduit parfaitement la topographie sous-jacente du substrat.
Si une pièce CNC sort de l'usine avec une finition rugueuse de 3,2 Ra (µm) en raison d'une avance agressive de l'outil, la pièce plaquée deviendra simplement une surface brillante et durcie de 3,2 Ra. Les surfaces d'étanchéité critiques doivent être rectifiées ou polies à leur Ra final avant le placage. Le placage ne cache pas un mauvais usinage, il le met en évidence.
Bords de tôle
Estampillé ou tôle d'acier inoxydable découpée au laser nécessite un arrondi mécanique des bords avant d'entrer dans la ligne de placage. Les arêtes vives et non ébarbées constituent des zones à forte densité de courant pendant le placage électrolytique, ce qui entraîne une accumulation de matériau grave et cassant.
En outre, la zone affectée par la chaleur (HAZ) générée par la découpe au laser modifie fondamentalement la métallurgie locale. Cette carbonisation des bords résiste activement à l'activation chimique, ce qui entraîne des vides de placage localisés et un décollement.
Causes profondes des défaillances du nickelage dans l'atelier
Les échecs de placage sont rarement des anomalies mystérieuses ; ils sont le résultat direct d'une déviation du processus ou d'une préparation de surface inadéquate.

Mauvaise adhérence
Lorsque le nickel s'écaille sur un substrat inoxydable lors d'un choc thermique ou d'un essai d'adhérence (ASTM D3359), la cause profonde se trouve rarement dans le bain de nickel primaire. Il s'agit presque toujours d'un Wood's Nickel Strike épuisé ou d'un dégraissage inadéquat.
Résidus de silicates provenant de nettoyants alcalins ou de fluides de coupe synthétiques restés coincés dans les trous borgnesEn effet, l'utilisation d'une couche d'oxyde d'aluminium ou d'une couche d'oxyde d'azote détruit instantanément la liaison métallurgique entre le substrat et le nickel.
Brûlage des bords
Le "brûlage" est un défaut grave du placage électrolytique où le revêtement de nickel devient sombre, rugueux et très cassant aux extrémités de la pièce. Ce phénomène se produit lorsque la densité de courant est beaucoup trop élevée pour accélérer la production.
Les ingénieurs en placage doivent concevoir des systèmes de rayonnage sur mesure équipés de les "voleurs" actuels ou "voleurs"-des ajouts de fils métalliques qui détournent délibérément l'excès de courant des angles vifs afin d'assurer un dépôt uniforme.
Fragilisation par l'hydrogène
L'activation acide agressive nécessaire pour décaper la couche passive de l'acier inoxydable introduit de l'hydrogène atomique directement dans le réseau métallique. Pour les qualités d'acier inoxydable à haute résistance ou durcies par précipitation (comme le 17-4 PH ou Série 400), cet hydrogène piégé peut provoquer des fissures soudaines et catastrophiques sous l'effet d'une charge mécanique.
Pour atténuer ce risque grave, ces alliages spécifiques doivent être soumis à un cycle de cuisson strict de dégagement d'hydrogène. Selon les normes industrielles, les pièces doivent être cuites à 190°C dans un délai de quatre heures exactement après leur sortie de la chaîne de métallisation.
Zones soudées
Les assemblages soudés sont notoirement difficiles à plaquer uniformément en raison de l'importance de la couche d'oxyde et de l'altération des microstructures. La chaleur intense dégagée par les Soudage TIG ou MIG crée un état de surface localisé que le décapage acide standard ne peut pas pénétrer.
L'activation chimique n'est pas suffisante en soi ; les joints soudés doivent être abrasés mécaniquement, brossés à la brosse métallique ou microbillés avant l'application du produit chimique afin de garantir que le nickel adhère correctement au joint.
Liste de contrôle pour l'audit des fournisseurs : Sélection d'un partenaire de placage
Avant d'attribuer un contrat portant sur un volume important, vérifiez ces paramètres avec votre fournisseur de produits de finition de surface :
- "Quel est le temps de transfert maximum entre la frappe du bois et le bain de nickel principal ? (Toute durée supérieure à 60 secondes est un signal d'alarme pour la repassivation).
- "Comment gérez-vous les fils internes ? (Ils devraient demander de manière proactive les limites de robinetterie avant la plaque).
- "Quelle est la fenêtre de cuisson pour l'acier inoxydable 17-4 PH ? (Si vous n'appliquez pas strictement la règle des 4 heures, vos pièces risquent immédiatement d'être fragilisées par l'hydrogène).
Sélection des matériaux et coût réel du traitement de surface
Le choix du matériau détermine si le placage est une nécessité pratique ou une dépense évitable. Les différentes qualités d'acier inoxydable modifient l'équilibre entre le coût et les performances.
Acier inoxydable 304 ou 316
Tous les aciers inoxydables ne se comportent pas de la même manière sur la ligne de métallisation. L'acier inoxydable 304 standard est relativement facile à activer en utilisant les paramètres standard de l'atelier.
Cependant, l'acier inoxydable 316 de qualité marine contient du molybdène, ce qui rend sa couche d'oxyde passive beaucoup plus résistante aux produits chimiques. Cela exige une frappe de Wood plus agressive et étroitement contrôlée pour obtenir une adhérence de base, ce qui se traduit souvent par des devis à la pièce plus élevés.
Acier inoxydable à haute résistance
Qualités martensitiques (comme 420 ou 440C) et les alliages durcis introduisent des niveaux élevés de carbone dans la matrice métallique. Lorsqu'ils sont exposés à des acides d'activation, ces éléments ne se dissolvent pas, laissant derrière eux une poudre noire. "smut" en surface.
Si cette saleté de carbone n'est pas complètement éliminée par une étape d'électro-nettoyage anodique spécialisée, la couche de nickel se déposera directement sur la saleté, garantissant un échec massif de l'adhérence sur le terrain.
Nickelage et alliages solides
Les responsables des achats doivent calculer le véritable seuil de rentabilité de la finition de surface au cours de la phase de conception pour la fabrication (DFM). Est-il en fait moins cher d'usiner une pièce standard en 304 et de payer pour un traitement ENP à haute teneur en phosphore afin d'obtenir une résistance à l'usure ?
Si l'on tient compte de la logistique externe, des délais d'exécution plus longs et des taux de rebut potentiels du placage, l'usinage de la pièce directement à partir d'un superalliage résistant à l'usure est souvent la décision commerciale la plus judicieuse.
Coût du cycle de vie
Le devis le plus bas d'un fournisseur de métallisation est souvent l'option la plus coûteuse sur le cycle de vie d'un produit. Une couche de nickel de 10 microns mal contrôlée et poreuse peut permettre d'économiser quelques centimes sur le bon de commande initial.
Cependant, essayer de réduire les coûts sur une frappe de bois bâclée est une fausse économie. Si ce placage de qualité inférieure s'écaille et provoque le grippage d'un filetage en acier inoxydable aux tolérances serrées, vous risquez d'être contraint de mettre au rebut tout un ensemble de pompe à fluide de grande valeur.
Quand le nickelage est le mauvais choix technique?
Le nickelage n'est pas une solution universelle. En fonction de l'environnement mécanique et des interfaces entre les matériaux, d'autres traitements de surface permettent souvent d'obtenir des performances supérieures et de réduire les taux de rebut.
Passivation
Ne spécifiez pas le nickelage si la principale exigence technique est une prévention stricte de la rouille. Si l'acier inoxydable doit simplement survivre à un environnement corrosif sans altérer ses propriétés mécaniques, passivation standard (ASTM A967).
L'utilisation de bains d'acide nitrique ou citrique permet d'éliminer le fer libre de la surface et d'épaissir artificiellement la couche naturelle d'oxyde de chrome. Ce procédé est très rentable et n'introduit absolument aucune modification dimensionnelle dans les pièces CNC à tolérances serrées.
Chrome dur
Le nickel chimique est dur, mais il se détériore en cas d'usure extrême par glissement, de frottement abrasif ou de forte charge d'impact (comme les arbres de vérins hydrauliques). Dans ces conditions, la couche de nickel finit par s'écailler ou s'effriter.
Le chromage dur industriel est le meilleur choix pour ces applications. Il permet d'obtenir un coefficient de frottement nettement inférieur et une dureté de base beaucoup plus élevée avant l'application de tout traitement thermique postérieur au dépôt.
Zinc-Nickel
Le nickel est très cathodique. Si un composant en acier inoxydable nickelé est boulonné directement sur un boîtier en aluminium dans un environnement humide, l'aluminium plus mou se détériorera rapidement par corrosion galvanique.
Pour les assemblages de métaux mixtes dans l'aérospatiale ou l'automobile, le zingage-nickel est nécessaire. Il fournit une protection sacrificielle, se corrodant activement en premier pour protéger à la fois la fixation en acier inoxydable et la structure en aluminium qui l'entoure.
Revêtements PVD
Lorsque les tolérances dimensionnelles sont limitées à quelques microns, même une fine couche d'ENP n'est pas conforme aux spécifications. Les revêtements par dépôt physique en phase vapeur (PVD), tels que le Nitrure de titane (TiN)offrent une dureté de surface extrême (plus de 2000 HV) pour une fraction de l'épaisseur.
Appliqué dans une chambre à vide, le dépôt en phase vapeur (PVD) ne dépose généralement que 2 à 5 microns de matériau. C'est la norme industrielle pour les outils de moulage par injection haut de gamme et les instruments de coupe médicaux où l'acuité des arêtes doit être parfaitement maintenue.
Guide de référence rapide :
- Vous avez besoin d'une protection antirouille pure sans changement de dimension ? Utiliser la passivation.
- Besoin d'une résistance extrême aux chocs et d'une faible friction ? Utilisez Hard Chrome.
- Boulonner la pièce directement dans l'aluminium ? Utiliser du Zinc-Nickel.
- Besoin d'un bord tranchant avec un décalage de tolérance zéro ? Utiliser le PVD.
Atténuer les défauts de placage dans l'atelier
Un placage homogène exige une préparation stricte de la surface et des choix de conception délibérés. Les défauts de placage sont rarement des anomalies chimiques ; il s'agit généralement de défaillances dans le contrôle du processus ou de la géométrie.
Contrôle du prétraitement
Le réservoir le plus critique d'une installation de placage est le dégraisseur alcalin. Si un fournisseur prolonge la durée de vie de ses produits chimiques de nettoyage pour réduire les coûts d'exploitation, fluides de coupe synthétiques et les lubrifiants d'estampage survivront au lavage.
Ces résidus microscopiques d'huile se retrouvent dans les réservoirs d'activation de l'acide, ce qui neutralise immédiatement l'acide. Grève du bois. Cela garantit des échecs d'adhésion en masse sur l'ensemble du lot de production.
Trous borgnes
Les trous borgnes profonds dans les collecteurs usinés à la CNC constituent une grave menace pour le traitement par voie humide. Les solutions chimiques sont piégées dans ces cavités, ce qui entraîne des problèmes d'étanchéité. "bleed-out"-un défaut par lequel des acides hautement corrosifs s'échappent quelques jours plus tard, détruisant la couche de nickel environnante.
S'il n'est pas possible d'éliminer les trous borgnes pendant la phase d'ingénierie, il convient d'imposer des orientations de rayonnage personnalisées et de mettre en place des mesures de sécurité agressives. nettoyage par ultrasons pour forcer les fluides piégés à sortir des cavités internes.
Conception du drainage
La chimie du placage est coûteuse, et les fournisseurs pénalisent les conceptions qui causent des problèmes d'environnement. "drag-out" (ramasser le liquide de bain et le transporter dans le réservoir suivant). Les enceintes en tôle emboutie jouent souvent le rôle de seaux sur la chaîne de traitement.
Au cours de la phase de conception pour la fabrication (DFM), intégrez toujours des trous d'évacuation stratégiques ou des découpes de drainage dans vos conceptions de tôle. Cela permet d'éliminer la contamination chimique croisée, d'accélérer les temps de rinçage et de réduire activement le prix de la pièce.
Conformité RoHS et REACH
Ne jamais supposer qu'un bain ENP standard est respectueux de l'environnement. Historiquement, les fournisseurs de produits chimiques utilisaient des traces de métaux lourds, en particulier le plomb et le cadmium, comme stabilisateurs pour empêcher la dégradation du bain.
Pour la distribution de produits à l'échelle mondiale, exigez une certification écrite attestant que votre fournisseur utilise une chimie moderne exempte de métaux lourds. En l'absence de cette documentation, l'ensemble du produit ne sera pas conforme aux normes RoHS et REACH, ce qui entraînera des saisies douanières et d'importants retards dans la chaîne d'approvisionnement.
Conclusion
Le nickelage de l'acier inoxydable n'est pas une simple étape de finition. C'est un processus qui affecte directement l'ajustement, la durabilité et les performances à long terme. Si la surface n'est pas préparée correctement, même un bon revêtement ne résistera pas à la production.
Le résultat final dépend toujours de la façon dont la conception, l'usinage et le processus de placage sont contrôlés ensemble. De petites décisions en matière de tolérance, d'état de surface ou de qualité des matériaux peuvent modifier à la fois la qualité et le coût.
Si vous travaillez sur des pièces à commande numérique, des composants en tôle ou des assemblages en acier inoxydable qui nécessitent un nickelage, nous pouvons vous aider à revoir la conception avant la production et à réduire les risques de placage dès le début du processus. Envoyez-nous vos dessins ou vos demandes. Nous évaluerons la faisabilité, proposerons des options de processus et fournirons une solution de fabrication claire pour votre projet.