
L'acciaio inox 303 e 304 possono sembrare identici su un elenco di materiali o su uno scaffale, ma risolvono problemi di produzione completamente diversi. La scelta della qualità sbagliata può portare alla distruzione degli utensili, all'esplosione dei budget di produzione o a guasti catastrofici durante la saldatura.
A livello fondamentale, la decisione è semplice: il 303 viene solitamente scelto per Lavorazione CNC efficienza. È costruito per il mandrino. Il 304 viene solitamente scelto per la resistenza alla corrosione, la saldatura, la formatura e la lavorazione della lamiera. È la spina dorsale della pressa piegatrice e della cabina di saldatura.
Sia che si tratti di un prototipo rapido o di una produzione di massa, la comprensione del comportamento di queste due leghe in officina determinerà il costo e le prestazioni finali del pezzo.

La matrice decisionale TL;DR in 60 secondi
Se avete poco tempo, ecco il confronto di base per ingegneri e responsabili degli acquisti:
| Caratteristica / Obiettivo | Acciaio inox 303 | Acciaio inox 304 |
| Processo primario | Lavorazione CNC ad alta velocità | Lamiera, saldatura, formatura |
| Lavorabilità | Eccellente (~78%) | Discreto (~45%) |
| Saldabilità | Scarso (alto rischio di cricche termiche) | Eccellente |
| Resistenza alla corrosione | Moderato (interno/asciutto) | Alto (Umidità, alimenti, esterni) |
| Forme comuni | Barra, asta, esagono | Lamiere, piastre, tubi, barre |
Cosa differenzia gli acciai inossidabili 303 e 304?
Sia il 303 che il 304 appartengono alla famiglia degli acciai inossidabili austenitici (spesso indicati come 18/8 per il loro contenuto di cromo di circa 18% e nichel di 8%). Tuttavia, non sono costruiti per lo stesso obiettivo di produzione. La differenza si riduce a una leggera, ma fondamentale, modifica chimica.
Zolfo e controllo dei trucioli nel 303
La caratteristica distintiva dell'acciaio inossidabile 303 è l'aggiunta intenzionale di zolfo (o talvolta di selenio). Nella matrice metallica, lo zolfo agisce come un lubrificante solido incorporato. Quando un utensile da taglio colpisce il materiale, lo zolfo fa sì che i trucioli di metallo si stacchino facilmente e in modo pulito, evitando che il materiale diventi "gommoso" e si attacchi all'utensile.
📊 In base ai numeri: Utilizzando l'acciaio B1112 come riferimento di 100%, l'acciaio inossidabile 303 ha un indice di lavorabilità di circa 78%. Il 304, invece, si colloca a circa 45%. Questo divario di 33% si traduce direttamente in tempi di ciclo più rapidi e in un minor numero di cambi utensile sul piano CNC.
Resistenza alla corrosione in 304
Il 304 non contiene praticamente zolfo e mantiene un contenuto di carbonio inferiore. Questa chimica pura gli consente di formare uno strato protettivo di ossido di cromo altamente uniforme sulla sua superficie.
Il 304 non contiene inclusioni di zolfo che possono creare piccoli punti deboli nel metallo. Per questo motivo, resiste molto bene alla ruggine, all'ossidazione e a lievi esposizioni chimiche. Questo rende il 304 una scelta comune per le aree di lavaggio, le apparecchiature mediche e altre applicazioni che richiedono una resistenza alla corrosione pulita e affidabile.
Principale compromesso di produzione
La decisione principale tra questi due materiali è un compromesso diretto: si scambia la resistenza alla corrosione e la saldabilità con la pura velocità di lavorazione.
💡 La regola empirica del macchinista: Se il pezzo è 80% lavorazione complessa e 20% ambiente semplice, citare il 303. Se un saldatore TIG deve toccare il pezzo in qualsiasi punto dell'assemblaggio, passare immediatamente al 304.
Come si comportano 303 e 304 durante la lavorazione CNC?
In officina, la differenza tra la lavorazione del 303 e quella del 304 è notte e giorno. Il 303 è molto conveniente per i piccoli pezzi torniti, i componenti filettati e gli ordini lavorati in grandi quantità. Il 304 può essere assolutamente lavorato, ma richiede un controllo rigoroso. È più duro e altamente incline all'indurimento da lavoro.

Usura degli utensili e tempo di ciclo
Poiché il 303 è autolubrificante e produce trucioli fragili, i macchinisti possono far funzionare le attrezzature a velocità e avanzamenti significativamente più elevati (SFM). Questo riduce il tempo di ciclo per pezzo e prolunga la durata degli inserti in metallo duro.
Il 304, invece, genera trucioli lunghi e filiformi che possono aggrovigliarsi intorno agli utensili. Se le velocità di avanzamento sono troppo basse, l'utensile sfrega contro il 304, generando un forte calore e distruggendo l'inserto, con un conseguente aumento dei costi delle produzioni ad alto volume.
Filettatura e maschiatura
Il taglio di filettature interne o esterne è una delle operazioni di lavorazione più impegnative. Il 303 brilla in questo caso: taglia in modo netto, lasciando filettature precise e lisce senza strappare il materiale.
Il 304 è notoriamente difficile da maschiettare. La sua natura gommosa fa sì che i rubinetti possano facilmente legarsi, incrinarsi o spezzarsi completamente all'interno del foro cieco se il fluido da taglio e la coppia di serraggio non sono perfettamente calibrati.
Tempra da lavoro in 304
L'acciaio inox 304 ha una forte tendenza all'incrudimento, ovvero il materiale diventa letteralmente più duro e resistente quanto più viene deformato o tagliato. Quando si lavora il 304, l'utensile deve avere un taglio deciso e aggressivo.
Quando una punta o una fresa rimane in un punto, può sfregare la superficie invece di tagliarla. Questo sfregamento può far indurire rapidamente il 304 in quell'area. In questo caso, l'utensile può usurarsi o fallire alla passata successiva. Lo zolfo presente nel 303 contribuisce a ridurre questo rischio, per cui il 303 è più facile e sicuro da lavorare.
La qualità del foro e il costo nascosto del controllo delle bave
Quando si eseguono fori profondi, l'evacuazione dei trucioli è fondamentale. Il 303 consente una foratura rapida, producendo fori diritti con bave di uscita minime. I trucioli filamentosi del 304 tendono a impaccarsi nelle scanalature della punta, richiedendo cicli di foratura più lenti.
Se un operatore spende 2 minuti in più per sbavare manualmente ogni pezzo 304, il costo aumenta rapidamente. Per un ordine di 5.000 pezzi, si tratta di oltre 160 ore di lavoro manuale supplementare. Questo costo nascosto della manodopera può incidere sul prezzo finale e sui tempi di consegna.
Perché il 304 di solito si adatta meglio alle lamiere?
Nel reparto di fabbricazione, il rischio di produzione si sposta dall'"usura degli utensili" alla "rottura del materiale". 304 è lo standard indiscusso quando un pezzo deve essere piegato, allungato o fuso.
Piegatura e formatura: Evitare la "fessura del grano
Quando si mette un pezzo di acciaio inossidabile su una pressa piegatrice, si sta testando la sua duttilità. Il 303 si comporta molto male in questo caso. Le inclusioni di zolfo nella matrice del metallo agiscono come microscopici concentratori di stress. Se si tenta di piegare una staffa 303 oltre i 90 gradi, soprattutto contro la grana del materiale, spesso si crepa, si frattura o si spezza completamente lungo la linea di piegatura.
Il 304, invece, ha eccellenti proprietà di formatura a freddo e può gestire raggi di curvatura stretti senza sacrificare l'integrità strutturale.
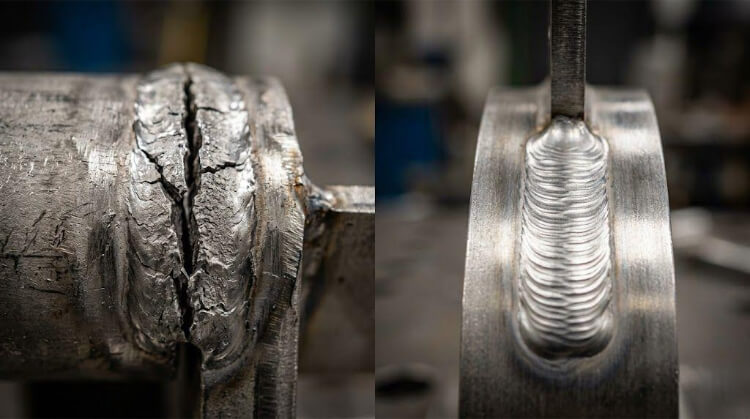
L'incubo del "Hot Cracking" nella saldatura
Saldatura di acciaio inox 303 è una nota trappola di produzione. Quando il 303 è sottoposto al calore intenso e localizzato della saldatura TIG o MIG, lo zolfo fonde più velocemente dell'acciaio circostante. Quando il bagno di saldatura si raffredda e si solidifica, lo zolfo viene spinto al centro della saldatura, causando un difetto catastrofico noto come cricca a caldo (o cricca di solidificazione).
🛠️ DFM Engineering Fix (assemblaggio misto): E se il progetto richiede assolutamente un distanziatore filettato lavorato 303 da fissare a un involucro in lamiera 304? Non cercate di saldarlo. Progettate invece le parti per il fissaggio meccanico o utilizzate ferramenta a pressione (come dadi e distanziatori PEM). Questi possono essere pressati a freddo nel pannello 304, eliminando completamente il rischio di cricche termiche.
Pannelli di lamiera e realtà della filiera
La disponibilità del materiale ne determina la scelta. Poiché il 304 è il re della formatura, la catena di fornitura globale si basa su di esso: è facile reperirlo in lamiere sottili, lastre pesanti e tubi.
Il 303 viene quasi esclusivamente fresato in barre (tonde o esagonali) appositamente per i torni CNC. Se progettate un pannello piatto e specificate il 303, è probabile che il vostro responsabile degli acquisti non riesca a trovare la lamiera grezza, costringendovi a una costosa riprogettazione.
Come i requisiti di corrosione e superficie modificano la scelta?
Al di là della fabbrica, la scelta tra 303 e 304 è dettata dal rischio di servizio. Lo zolfo presente nel 303, che rompe i trucioli di metallo, rompe anche lo strato passivo di ossido di cromo che protegge l'acciaio dalla ruggine.
Conformità alimentare, medica e FDA
Nei settori disciplinati dagli standard FDA o NSF, l'igiene delle superfici è una questione di conformità, non di preferenze.
- Lo standard 304: Grazie al suo strato di ossido liscio e ininterrotto, il 304 può resistere a lavaggi chimici difficili ed è ampiamente accettato per le superfici a contatto con gli alimenti conformi alla FDA.
- Il rischio 303: La 303 è generalmente limitata o esplicitamente vietata in queste zone. Le inclusioni di zolfo creano sulla superficie microscopici pozzetti e fessure in cui i batteri possono nascondersi dai prodotti chimici di sterilizzazione.
Il "costo nascosto" di passivazione e vaiolatura
La maggior parte dei componenti in acciaio inossidabile richiede una passivazione chimica (un bagno di acido nitrico o citrico) per eliminare il ferro libero e migliorare la resistenza alla ruggine a lungo termine.
Tuttavia, gli acidi di passivazione forti attaccano in modo aggressivo le sacche di zolfo del 303. Ciò lascia il pezzo con un aspetto smerigliato e micropuntinato. Si tratta di un costo nascosto enorme. Scegliendo il 303 si può risparmiare $1,00 di tempo di ciclo CNC. Tuttavia, questo risparmio può scomparire rapidamente se la passivazione acida causa il pitting dello zolfo. Se 15% dei pezzi non superano l'ispezione estetica, il costo totale può superare di gran lunga il costo dell'utilizzo del 304 fin dall'inizio.
Superfici visibili e lucidate
Se il pezzo viene utilizzato in un alloggiamento di un dispositivo medico, in un prodotto di consumo di fascia alta o in un elemento architettonico, la finitura superficiale è molto importante. Il pezzo deve avere un aspetto pulito, liscio e uniforme.
Il 304 è molto più facile da rifinire con un elevato standard visivo. Può sopportare molto bene una finitura uniforme di granigliatura o una lucidatura a specchio.
Il 303 è meno adatto quando l'aspetto è fondamentale. Il suo contenuto di zolfo può rendere più difficile la lucidatura e la superficie può apparire leggermente torbida, nebulosa o irregolare.
In che modo la scelta del materiale modifica il costo reale del pezzo?
Il prezzo della materia prima è solo una parte del costo di produzione. Il costo della parte reale comprende il tempo macchina, l'usura degli utensili, il tasso di scarto, la finitura e la manodopera extra.

Prezzo della materia prima
A livello di acciaieria, l'acciaio inossidabile 303 è di solito leggermente più costoso del 304. Ciò è dovuto in parte al fatto che il 303 deve avere un contenuto di zolfo controllato, mentre il 304 viene prodotto in volumi globali molto più grandi.
Tuttavia, questa differenza di prezzo è spesso minima in un progetto CNC. Sui pezzi lavorati in grandi quantità, i risparmi derivanti da un tempo di ciclo più breve e da una minore usura degli utensili possono essere di gran lunga superiori al sovrapprezzo del materiale.
Tempo di lavorazione e costo degli utensili
È qui che spesso la 303 si ripaga da sola. In molti pezzi CNC di precisione, la materia prima rappresenta solo una parte del costo finale. Il tempo macchina, la manodopera, la messa a punto, l'usura degli utensili e l'ispezione rappresentano spesso una parte molto più consistente.
Se il 303 costa di più per libbra ma riduce il tempo di ciclo del CNC, il costo totale del pezzo può comunque essere inferiore. Forse si spende un po' di più per il materiale, ma si risparmia di più sul tempo del mandrino.
Il 304 comporta maggiori rischi durante la lavorazione. Si indurisce facilmente e può usurare più rapidamente gli utensili da taglio. La sostituzione di inserti, punte o maschi in metallo duro blocca la produzione e aumenta il costo unitario.
303 macchine più scorrevoli. Il suo contenuto di zolfo aiuta i trucioli a rompersi più facilmente e riduce l'attrito di taglio. Ciò può migliorare la durata dell'utensile e far funzionare la macchina in modo più costante.
Forma delle scorte e disponibilità dei materiali
Il costo dipende anche dalla forma di stock disponibile. Il 304 è ampiamente disponibile in lamiere, tubi, piastre, barre e forme strutturali. Questo rende più facile l'approvvigionamento di parti in lamiera, telai saldati, involucri e assemblaggi generali in acciaio inox.
Il 303 è utilizzato principalmente come lega per la lavorazione. È comunemente disponibile a magazzino sotto forma di barra rotonda, barra esagonale o barra quadrata. Se un ingegnere specifica il 303 per una piastra di montaggio piatta da 5 mm, l'officina potrebbe non essere in grado di tagliarlo dalla lamiera. Potrebbe essere necessario fresare il pezzo da barra o blocco solido. Questo può comportare uno spreco di materiale e molte ore di lavorazione in più.
Finitura e rischio di fallimento
I costi nascosti compaiono spesso dopo la lavorazione.
Il rischio 304:
Il 304 può incrudirsi durante la foratura o la maschiatura. Se un rubinetto si rompe all'interno di un foro cieco, il costo è superiore a quello dell'utensile stesso. L'officina può scartare un pezzo che ha già accumulato ore di lavorazione. In alcuni casi, il rubinetto rotto deve essere rimosso con l'elettroerosione del foro, con ulteriori costi e ritardi.
Il 303 riduce questo rischio di lavorazione perché taglia più facilmente e ha meno probabilità di danneggiare gli utensili nelle stesse condizioni.
Il rischio 303:
Il 303 ha i suoi rischi di finitura. Se il pezzo deve essere sottoposto a passivazione o elettrolucidatura, il processo chimico può attaccare le aree ricche di zolfo. Ciò può causare piccole buche, superfici torbide o difetti estetici.
Se 10% dei pezzi finiti non superano l'ispezione a causa dell'aspetto della superficie, il percorso di lavorazione più economico può diventare rapidamente l'opzione più costosa.
303 o 304: la scelta migliore in base al tipo di pezzo e alla fase di produzione
Il grado di acciaio inossidabile migliore dipende dal progetto del pezzo, dall'ambiente di lavoro e dalla fase di produzione. Un pezzo prototipo e un pezzo per la produzione di massa possono richiedere scelte di materiali diverse.
Pezzi torniti e fresati CNC
Il 303 è di solito la scelta migliore per i pezzi torniti e fresati CNC. Funziona bene per i pezzi con forte asportazione di materiale, forme complesse e lunghi tempi di lavorazione.
È un'opzione valida per alberi, ingranaggi, raccordi, alloggiamenti personalizzati e altre parti lavorate. Ciò è particolarmente vero quando il pezzo non necessita di saldatura o di un'elevata resistenza alla corrosione.
Parti filettate e raccordi di precisione
Il 303 è una buona scelta anche per i pezzi filettati e i raccordi di precisione. La filettatura crea un elevato attrito tra l'utensile e il materiale.
303 contribuisce a ridurre la lacerazione, l'attrito e l'usura degli utensili. Questo lo rende utile per dadi, bulloni, distanziatori filettati e raccordi per fluidi utilizzati in ambienti non aggressivi.
Parti in lamiera e gruppi saldati
Il 304 è la scelta migliore per le parti in lamiera e gli assemblaggi saldati. Si piega bene, si salda bene e si comporta meglio in ambienti umidi o sottoposti a lavaggi.
Il 304 è comunemente utilizzato per parentesi, telaio della macchina, involucripannelli e strutture saldate. È anche una scelta pratica per i pannelli di controllo inossidabili che necessitano di ritagli puliti per una interruttore a pulsante, spia luminosa o pulsante di arresto di emergenza. Supporta la formatura e la saldatura senza gli stessi rischi presenti nel 303.
Prototipo vs produzione di massa
La scelta del materiale può cambiare quando il prodotto passa dal prototipo alla produzione di massa.
Durante la prototipazione, la velocità può essere più importante del costo unitario. Una staffa complessa può essere lavorata a macchina da barra 303 perché questo metodo è rapido e flessibile. Il team può testare rapidamente il progetto senza dover aspettare gli strumenti di stampaggio o le attrezzature di formatura.
Tuttavia, lo stesso metodo potrebbe non avere senso per una produzione di 10.000 pezzi. La lavorazione CNC di ogni pezzo dal solido 303 comporterebbe uno spreco di tempo e di materiale.
In questa fase, la scelta migliore potrebbe essere quella di riprogettare il pezzo per lo stampaggio o la formatura della lamiera. Ciò può ridurre il costo unitario, migliorare la velocità di produzione e rendere l'assemblaggio più facile da scalare.
Conclusione
Gli acciai inossidabili 303 e 304 sono entrambi utili, ma non vengono utilizzati per gli stessi motivi. Il 303 è di solito la scelta migliore quando la velocità di lavorazione CNC, il controllo dei trucioli e le prestazioni di filettatura sono più importanti.
Il 304 è di solito la scelta più sicura quando il pezzo deve essere saldato, piegato, resistente alla corrosione o con una superficie pulita e visibile. Inoltre, è più adatto per le parti in lamiera, gli assemblaggi saldati, le attrezzature alimentari, le parti esterne e l'uso a lungo termine.
La scelta giusta non deve dipendere solo dal prezzo del materiale. Il design del pezzo, il percorso di produzione, la finitura superficiale, l'ambiente di servizio e il volume dell'ordine possono modificare il costo reale.
Se non si è sicuri se sia meglio il 303 o il 304 per il proprio pezzo, inviateci il vostro disegno o file 3D. Il nostro team di ingegneri può esaminare le caratteristiche di lavorazione, le esigenze di saldatura, i requisiti di tolleranza e l'ambiente di lavoro prima dell'avvio della produzione.