
La saldatura a fascio di elettroni (EBW) è un processo di giunzione ad alta densità energetica utilizzato principalmente quando sono richieste una penetrazione profonda, una bassa deformazione termica e un ambiente di saldatura pulito. Non è il metodo di saldatura più economico, ma risolve problemi che la saldatura TIG, MIG e laser standard non sono in grado di affrontare, come l’unione di parti CNC completamente lavorate in cui anche una deformazione termica di soli 0,05 mm è inaccettabile.
Questo processo è particolarmente indicato per componenti sigillati ermeticamente, sezioni spesse, giunti specifici tra metalli dissimili e assemblaggi in cui la stabilità dimensionale è più importante del prezzo unitario più basso. Comprendendo il funzionamento del processo e i suoi limiti fisici, gli ingegneri e i responsabili degli acquisti possono valutare meglio se l’EBW sia la soluzione più adatta.
Come funziona la saldatura a fascio di elettroni?
Comprendere il funzionamento dell'EBW aiuta a stabilire se questa tecnica è adatta al proprio progetto. Ecco come questa attrezzatura consente di realizzare saldature pulite e profonde senza l'uso di metallo d'apporto.
Messa a fuoco del fascio
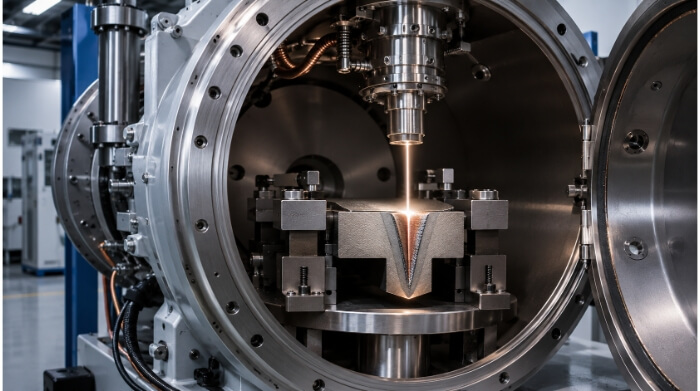
Il processo EBW utilizza un flusso di elettroni ad alta velocità generato da un cannone elettronico. Le lenti magnetiche focalizzano questo fascio in un punto stretto e altamente concentrato sul pezzo da lavorare.
Quando gli elettroni colpiscono la superficie metallica, la loro energia cinetica si trasforma direttamente in calore, fondendo istantaneamente il materiale nel punto di impatto.
Effetto "buco della serratura"
Poiché la densità energetica è estremamente elevata, il raggio vaporizza il materiale al centro del punto focale. Ciò crea un capillare stretto e pieno di vapore, noto come “keyhole”.
Man mano che il raggio si sposta lungo la linea di giunzione, il metallo liquido scorre attorno a questo "buco della serratura" e si solidifica dietro di esso. Ciò consente alla saldatura di penetrare in profondità nelle sezioni spesse in un unico passaggio, anziché affidarsi alla più lenta conduzione termica dalla superficie.
Camera a vuoto
Il processo EBW si svolge quasi sempre all’interno di una camera a vuoto. Il funzionamento sotto vuoto impedisce alle molecole di gas di disperdere il fascio e protegge naturalmente il bagno fuso dall’ossigeno e dall’azoto, riducendo il rischio di porosità e ossidazione.
Tuttavia, questo requisito comporta rigidi limiti di produzione. Le dimensioni fisiche della camera a vuoto determinano le dimensioni massime del vostro assemblaggio, e il tempo necessario per il pompaggio si aggiunge direttamente al ciclo di produzione e al costo unitario finale.
Saldatura autogena
Il processo è tipicamente autogeno, il che significa che non richiede l'uso di metallo d'apporto. La saldatura si forma interamente mediante la fusione dei materiali di base, il che contribuisce a mantenere la composizione chimica e le proprietà meccaniche dei pezzi originali.
Il compromesso tecnico riguarda la preparazione dei giunti. In assenza di filo di apporto per colmare gli spazi vuoti, la lavorazione CNC preliminare alla saldatura deve essere incredibilmente precisa, richiedendo spesso un accoppiamento linea a linea. Se lo spazio di accoppiamento è troppo ampio, la saldatura risulterà insufficiente o fallirà completamente.
Componenti idonei e limiti di applicazione
L'EBW offre prestazioni eccellenti in specifici contesti ingegneristici, ma non è indispensabile per ogni progetto. Esaminate questi limiti funzionali per verificare se il processo è in linea con i requisiti dei vostri componenti.
Penetrazione profonda
L'effetto "keyhole" consente alla saldatura EBW di saldare in modo efficiente materiali di grande spessore. A seconda della potenza della macchina, la saldatura EBW può raggiungere profondità di penetrazione comprese tra 50 mm e oltre 100 mm nell'acciaio o nell'alluminio in un unico passaggio, consentendo un risparmio di tempo rispetto alle saldature a scanalatura a V a più passaggi.
Tuttavia, le saldature profonde a passaggio singolo richiedono un attento controllo di qualità. Gli ingegneri devono spesso prescrivere rigorosi controlli non distruttivi (NDT), quali radiografie o tomografia computerizzata (TC), per verificare che non si siano formati vuoti interni in seguito al collasso del "keyhole" durante la fase di raffreddamento.
Bassa distorsione
L'elevata concentrazione di energia del fascio di elettroni fa sì che l'apporto termico totale al pezzo sia molto basso rispetto alla profondità della saldatura. Ciò si traduce in una zona termicamente alterata (HAZ) ristretta e in un ritiro termico minimo.
Viene solitamente impiegato per assemblaggi lavorati con precisione in cui la lavorazione post-saldatura risulta difficile o impossibile. Grazie alla localizzazione del calore, la saldatura per beam energy (EBW) contribuisce a mantenere tolleranze dimensionali ristrette su componenti critici quali ingranaggi e alloggiamenti per il settore aerospaziale.
Componenti sigillati
Poiché la saldatura avviene in un ambiente sottovuoto, eventuali cavità interne presenti nel complesso saldato vengono naturalmente sigillate con all’interno un vuoto. Ciò risulta estremamente utile per la produzione di sensori, trasduttori di pressione e alcuni impianti medici che richiedono un ambiente interno inerte.
Il problema si presenta durante la preparazione dei pezzi. Gli ingegneri devono assicurarsi che all’interno dell’assieme non rimangano fori ciechi né fluidi da taglio intrappolati prima della saldatura. Qualsiasi residuo di umidità o olio si degasserà rapidamente nella camera a vuoto, compromettendo la saldatura e contaminando l’apparecchiatura.
Metalli dissimili selezionati
La tecnologia EBW consente di unire determinati metalli con punti di fusione o conducibilità termiche diverse, come ad esempio il rame e l'acciaio inossidabile. Il ciclo rapido di riscaldamento e raffreddamento, unito al controllo preciso del fascio, aiuta a gestire le differenze metallurgiche tra i due materiali.
La fattibilità, tuttavia, dipende in larga misura dalle specifiche combinazioni di leghe. Alcune miscele metalliche possono dare origine a fasi intermetalliche fragili che compromettono la resistenza del giunto; ciò significa che la compatibilità dei materiali deve essere verificata e testata prima di passare alla produzione.
Requisiti relativi alla progettazione e all’allestimento congiunti
La larghezza estremamente ridotta del profilo non lascia alcun margine di tolleranza in caso di montaggio non corretto. Gli ingegneri devono specificare tolleranze di lavorazione CNC molto strette e garantire un accesso adeguato ai giunti sin dalle prime fasi della progettazione, al fine di evitare elevati tassi di scarto.

Accesso al fascio
Il fascio di elettroni richiede una linea di vista diretta e libera verso il giunto da saldare. Poiché il fascio si propaga in linea retta dalla pistola al pezzo da lavorare, non può raggiungere angoli stretti né saldare attorno ad angoli ciechi.
Se il cordone di saldatura è molto incassato, è necessario regolare la distanza della pistola, il che può influire sul punto focale del raggio e sulla profondità di penetrazione.
Inoltre, l’utilizzo di attrezzature su misura progettate per garantire queste tolleranze strette all’interno di una camera a vuoto — senza interferire con il fascio — comporta notevoli costi iniziali di attrezzaggio.
Differenza di montaggio
Poiché la tecnologia EBW in genere non prevede l'uso di metallo d'apporto, i pezzi devono combaciare perfettamente. Come regola generale, è necessario mantenere uno spazio massimo tra le parti di 0,05 mm (0,002 pollici), a seconda dello spessore del materiale.
Se lo spazio supera tale tolleranza, il metallo fuso semplicemente passerà attraverso o causerà un grave riempimento insufficiente. Ciò sposta l’onere dei costi a monte, poiché i componenti richiedono operazioni di tornitura o fresatura CNC di precisione prima ancora di arrivare al reparto di saldatura.
Tipo di giunto
I giunti a testa piana e i giunti a gradino sono le configurazioni più affidabili per la saldatura a fascio di elettroni. Un giunto a gradino offre una naturale funzione di autoallineamento, che semplifica la progettazione dei dispositivi di fissaggio e contribuisce a trattenere eventuali spruzzi interni alla radice durante il processo “keyhole”.
I tradizionali giunti a scanalatura a V o a U utilizzati nella saldatura standard non sono adatti perché non è presente alcun filo di apporto per riempire il vuoto. La progettazione di componenti dotati di elementi di autoallineamento (come un bordo o un riferimento) impedisce che i componenti si spostino all’interno della camera a vuoto, riducendo così i tempi di configurazione.
Magnetismo residuo
Poiché il fascio è costituito da elettroni carichi, è estremamente sensibile ai campi magnetici. Qualsiasi residuo di magnetismo presente nei pezzi a seguito di precedenti operazioni di rettifica, fissaggio con mandrino magnetico o movimentazione del materiale causerà una deviazione del fascio dalla linea di giunzione.
La deflessione fa sì che il raggio manchi completamente il giunto, causando il fallimento della saldatura. Per evitare ciò, i pezzi in acciaio devono essere accuratamente smagnetizzati e controllati con un gaussmetro prima di essere caricati nella camera a vuoto.
EBW rispetto alla saldatura laser, TIG e MIG
Il confronto tra l'EBW e i metodi di saldatura standard mette in luce il suo valore pratico in officina. Ciascun processo presenta compromessi distinti in termini di costi e prestazioni a seconda del materiale e dello spessore.
Saldatura laser
La saldatura laser a fibra ad alta potenza offre caratteristiche simili a quelle della saldatura EBW in termini di bassa distorsione e formazione del "keyhole", ma opera a pressione atmosferica. Ciò elimina i tempi di pompaggio, rendendo la saldatura laser significativamente più veloce ed economica per la produzione in serie di pezzi di piccole dimensioni.
Tuttavia, i laser faticano a eguagliare la profondità di penetrazione in un unico passaggio dell’EBW su sezioni di spessore superiore a 25 mm. Inoltre, per la produzione in serie di componenti altamente riflettenti come i dissipatori di calore in rame puro, l’EBW rimane di gran lunga più affidabile, poiché gli elettroni non risentono dei problemi di riflessione ottica che compromettono l’efficienza del laser.
Saldatura TIG (GTAW)
La saldatura TIG è un processo estremamente versatile ed economico, particolarmente indicato per la produzione in piccole serie e per geometrie complesse. Poiché non richiede l'uso di una camera a vuoto, le dimensioni fisiche dell'assieme sono praticamente illimitate e i costi di attrezzaggio sono relativamente bassi.
Il principale compromesso riguarda il calore. Sebbene il processo TIG sia uno standard industriale per gli involucri e i telai in lamiera di uso comune, esso genera un’enorme quantità di calore nel materiale circostante. Non è in grado di mantenere le tolleranze di distorsione zero richieste per gli alloggiamenti dei sensori lavorati con precisione, causando spesso gravi deformazioni.
Saldatura MIG (GMAW)
La saldatura MIG è un processo veloce a filo, comunemente utilizzato per l'acciaio strutturale, i telai pesanti e la lavorazione metallica in generale. Consente di depositare rapidamente il materiale e gestisce gli spazi di accoppiamento irregolari molto meglio rispetto sia alla saldatura laser che a quella a fascio di elettroni.
Tuttavia, la saldatura MIG non è indicata per componenti di precisione. Il processo produce spruzzi, richiede un'impegnativa pulizia post-saldatura e crea un'ampia zona termicamente alterata, rendendolo del tutto inadatto a componenti aerospaziali con tolleranze strette o a dispositivi ermeticamente sigillati.
Fattori di costo nella produzione mediante saldatura a fascio di elettroni
Il costo totale dell’EBW non si limita al solo tempo di lavorazione diretto. I vincoli legati alla camera a vuoto, la pulizia delle superfici e le procedure di configurazione incidono notevolmente sui costi finali di produzione.
Dimensioni della camera
Le dimensioni fisiche del vostro assemblaggio determinano le dimensioni della camera a vuoto necessaria. La maggior parte delle macchine EBW standard è adatta a pezzi di piccole e medie dimensioni.
Se il vostro progetto richiede una camera di grandi dimensioni, la tariffa oraria della macchina aumenta in modo significativo. Le camere a vuoto di grandi dimensioni sono costose da gestire e richiedono ingenti quantità di energia per raggiungere i livelli di vuoto necessari.
Tempo di svuotamento
Prima di poter iniziare la saldatura, la macchina deve evacuare l'aria all'interno della camera. Questo “tempo di pompaggio” è un tempo di inattività durante il quale non avviene alcuna attività produttiva effettiva, ma che incide direttamente sul tempo di ciclo.
Nel caso di camere di grandi dimensioni, questa operazione può richiedere da 10 a 45 minuti per ciclo. Gli ingegneri devono tenere conto di questo periodo di attesa nel calcolo del costo unitario complessivo, poiché limita il numero di pezzi che possono essere lavorati per turno.
Pulizia delle parti
L'EBW è estremamente sensibile alla contaminazione superficiale. Eventuali residui di fluidi da taglio, oli da stampaggio o impronte digitali provocano immediatamente un degassamento nel vuoto, causando una grave porosità nella saldatura e potenzialmente contaminando il cannone elettronico.
Ogni componente deve essere sottoposto a un rigoroso processo di pulizia a ultrasuoni e sgrassaggio chimico prima di entrare nella camera. Questa pulizia obbligatoria prima della saldatura aggiunge una fase aggiuntiva — e un costo — al ciclo produttivo.
Tempo di configurazione
La configurazione di una macchina EBW richiede un allineamento preciso, la calibrazione della messa a fuoco del fascio e controlli di smagnetizzazione. Poiché il fascio è estremamente stretto e potente, gli operatori non possono testare i parametri sui pezzi di produzione effettivi.
Per mettere a punto la macchina, l’officina richiede dei “blocchi di prova” o pezzi fittizi realizzati con lo stesso identico materiale, lo stesso spessore e la stessa configurazione dei giunti. Se si ordina un solo prototipo, si finisce di fatto per pagare i costi di lavorazione e di materiale per due o tre pezzi di prova solo per qualificare la trave, il che rende le produzioni a basso volume estremamente costose.
Dimensione del lotto
L'EBW diventa molto più conveniente in termini di costi con volumi elevati. Se i componenti sono sufficientemente piccoli, è possibile caricare più gruppi in un unico dispositivo di fissaggio specializzato all'interno della camera.
Ciò consente all'operatore di saldare decine di pezzi in un unico ciclo di pompaggio. Distribuendo il tempo necessario per il vuoto e i costi di preparazione su un lotto più ampio, il costo unitario si riduce in modo significativo.
Requisiti di ispezione e note relative alla richiesta di preventivo
Una comunicazione chiara con il vostro partner di produzione consente di evitare costosi ritardi. Specificare in anticipo i vostri standard di ispezione esatti garantisce una quotazione accurata durante il processo di preventivazione.

Profondità di saldatura
Specificare sempre in modo esplicito se il progetto richiede una penetrazione parziale o totale.
Se è richiesta una penetrazione completa, il raggio sfonderà il lato posteriore del giunto, lasciando spesso una ferita d’uscita irregolare o spruzzi di metallo. È necessario chiarire se è consentito l’uso di un anello di supporto o se è necessaria una lavorazione post-saldatura per pulire il lato di radice.
Prova di tenuta
Per componenti ermeticamente sigillati come sensori e involucri, l'ispezione visiva non è mai sufficiente. È necessario specificare sul disegno l'esatto metodo di prova di tenuta richiesto.
La spettrometria di massa con elio è lo standard di settore per la verifica delle guarnizioni EBW. Assicuratevi di indicare la soglia di permeabilità accettabile (ad esempio, 1×10^-8 atm cc/sec) nella vostra richiesta di preventivo (RFQ), in modo che il fornitore possa calcolare il costo dei test di conseguenza.
Raggi X / TAC
Le saldature a foro di chiave profonde sono soggette a difetti interni, quali vuoti intrappolati o fusione incompleta, che non sono visibili dalla superficie.
Se il componente è strutturalmente critico, specificare un controllo radiografico (raggi X) o un’ispezione a ultrasuoni. Si tenga presente che l’ispezione a raggi X dell’intero lotto aumenterà notevolmente sia i tempi di consegna che il costo finale del pezzo.
Note sul disegno
Evitate indicazioni generiche come “Saldare qui”. Per ottenere un preventivo accurato, specificate la norma di saldatura specifica (ad esempio AWS D17.1 per il settore aerospaziale) e, soprattutto, i requisiti Classe di ispezione.
Specifiche AWS D17.1 Classe A richiede un’ispezione radiografica 100% e criteri di accettazione rigorosi, con un aumento dei costi di migliaia di dollari per ogni ciclo di produzione. Al contrario, Classe C potrebbe richiedere solo un’ispezione visiva. Specificare esplicitamente la classe evita enormi discrepanze nei preventivi e garantisce di non pagare per un controllo qualità eccessivamente articolato.
Volume di produzione
Quando richiedete un preventivo, indicate sempre il volume annuale stimato insieme alla quantità iniziale di prototipi.
Conoscere il volume a lungo termine permette al produttore di decidere se investire tempo in fase di progettazione per realizzare attrezzature di montaggio in lotti composte da più parti. Ciò gli consente di offrirvi un prezzo molto più competitivo per la produzione in serie.
Conclusione
La saldatura a fascio di elettroni rappresenta una valida alternativa quando un progetto richiede una penetrazione profonda, una bassa distorsione, saldature pulite e un rigoroso controllo di qualità. Raramente è l’opzione più economica, ma risolve sistematicamente problemi ingegneristici che i metodi di saldatura standard non sono in grado di affrontare.
Il processo funziona al meglio quando la progettazione del componente, l'accessibilità dei giunti, le tolleranze di assemblaggio e i metodi di ispezione vengono esaminati in modo approfondito prima ancora di iniziare la lavorazione. Affrontare questi fattori sin dalle prime fasi consente di evitare costose riprogettazioni e garantisce una transizione senza intoppi dal prototipo alla produzione in serie.
Sei pronto a valutare il tuo progetto in vista della produzione?
Se state progettando componenti lavorati con precisione o involucri sigillati e avete bisogno di un riscontro affidabile sulla produzione, contatta il team di ingegneri di TZR. Esaminiamo i vostri disegni, valutiamo le tolleranze di assemblaggio e vi aiutiamo a individuare la strategia di produzione più conveniente per il vostro volume specifico.
Domande frequenti
È possibile unire l'alluminio all'acciaio inossidabile mediante saldatura a fascio di elettroni?
La saldatura diretta dell'alluminio all'acciaio mediante EBW è estremamente problematica. Le notevoli differenze metallurgiche danno origine a composti intermetallici fragili, che causano il cedimento del giunto sotto sforzo. Di solito è necessario ricorrere a un materiale di transizione intermedio (come un inserto bimetallico saldato per esplosione) o a una strategia di fissaggio completamente diversa.
Durante l'EBW l'intero pezzo si surriscalda?
No. Sebbene le temperature nel punto focale esatto facciano evaporare il metallo, l’apporto termico complessivo è notevolmente basso. La zona termicamente alterata (HAZ) è incredibilmente stretta, il che significa che la maggior parte del pezzo rimane fredda. Ecco perché la saldatura a raggi elettroni (EBW) viene utilizzata su pezzi completamente lavorati senza provocarne la deformazione.
Perché è necessario smagnetizzare i componenti prima dell'EBW?
Gli elettroni hanno carica negativa. Se il pezzo metallico presenta un campo magnetico residuo (spesso acquisito dai mandrini magnetici durante la rettifica CNC o durante la movimentazione in officina), tale campo spingerà fisicamente il fascio di elettroni fuori centro. Il fascio mancherà completamente il giunto, distruggendo il pezzo.
Quanto deve essere stretto lo spazio tra i giunti?
Poiché la saldatura EBW non utilizza filo d'apporto per colmare gli spazi vuoti, l'allineamento dei pezzi deve essere quasi perfetto. Come regola generale, lo spazio massimo consentito è di 0,05 mm (0,002 pollici). Se lo spazio è maggiore, il metallo fuso tenderà a scivolare o a cadere attraverso il giunto, dando luogo a una saldatura non accettabile.


