
La punzonatura a torretta è un processo di lavorazione della lamiera a controllo numerico che utilizza punzoni e stampi multipli per creare fori, scanalature, ritagli e semplici elementi formati nelle lamiere. È ideale per pezzi con caratteristiche ripetute, forme standard e produzione di volumi medio-alti.
Questo articolo analizza la punzonatura a torretta da questo punto di vista pratico. Spiega dove il processo si adatta meglio, che cosa lascia sul pezzo, quali regole di progettazione aiutano a mantenere la produzione stabile e che cosa deve essere controllato prima di iniziare la produzione.

Dove la punzonatura a torretta è più adatta?
La punzonatura a torretta non è una soluzione universale per tutti i lavori di lamiera. Funziona secondo una logica specifica: la velocità attraverso la ripetizione. È proprio qui che il processo è più efficace ed economico.
Geometria della parte
Le presse a torretta eccellono quando un progetto presenta lo stesso foro o ritaglio ripetuto decine di volte, come nel caso di griglie perforate o di gruppi di ventilazione. Poiché la macchina utilizza uno stampo fisico per stampare l'intera forma in un unico colpo, può operare a velocità superiori a 400 colpi al minuto.
In questo modo è possibile eliminare una serie di 50 fori in pochi secondi. Riduce drasticamente i tempi di lavorazione rispetto al laser che traccia ogni singolo cerchio.
Materiale e spessore
Il processo è progettato per lamiere piatte, ma i limiti di spessore dipendono strettamente dalla durezza del materiale. La punzonatura a torretta gestisce generalmente alluminio fino a 6,35 mm (0,250 pollici).
Tuttavia, per l'acciaio inossidabile, la maggior parte delle officine limita lo spessore a 0,100-0,125 pollici (2,5 mm-3 mm). Superare questi limiti accelera drasticamente l'usura dell'utensile e degrada la qualità del foro, facendo lievitare il costo del pezzo.
Formatura integrata
L'utilizzo di utensili di forma standard (tondi, quadri, tondi) consente di azzerare i costi degli utensili personalizzati. Ma il vero vantaggio di una pressa a torretta è la sua capacità di manipolare il metallo nell'asse Z.
Colpendo persianee svasature e piccoli rilievi nello stesso ciclo della macchina, si elimina la necessità di indirizzare il modello piatto a una pressa piegatrice. Il consolidamento di queste funzioni in un'unica configurazione consente di risparmiare ore di configurazione secondaria e di lavoro manuale.
Produzione di medio volume
È il volume a determinare il processo. Se avete bisogno di 1-50 prototipi, il taglio laser è il metodo vincente perché i tempi di preparazione sono nulli. Se avete bisogno di 100.000 unità, avete bisogno di stampi dedicati per lo stampaggio duro.
La punzonatura a torretta CNC è la via di mezzo. Per lotti da 500 a 5.000 pezzi, la velocità operativa della punzonatrice assorbe facilmente i costi iniziali di programmazione e di impostazione del carico degli utensili, con una conseguente riduzione massiccia del costo finale per pezzo.
Ciò che il processo lascia sulla parte?
La punzonatura è un processo meccanico violento che utilizza un tonnellaggio localizzato per tranciare l'acciaio. Per questo motivo, la punzonatura a percussione lascia sul metallo caratteristiche fisiche distinte di cui è necessario tenere conto nella progettazione e nell'assemblaggio.
Finitura superficiale
L'azione di serraggio della macchina lascia leggeri segni di testimonianza intorno alle aree punzonate. Questo accade perché il tampone di spellatura deve esercitare una pressione elevata per mantenere il materiale piatto mentre il punzone si ritrae.
La soluzione: Se il pezzo ha requisiti estetici severi (come l'acciaio inossidabile spazzolato o l'alluminio preverniciato), indicare la "faccia estetica" sul disegno. Questo avverte l'officina di utilizzare tavoli a spazzola antitraccia e tamponi di sverniciatura in uretano per evitare graffi.
Qualità dei bordi
Quando un punzone sovrappone più colpi piccoli per tagliare un contorno più ampio e personalizzato, si parla di "mordicchiatura". In questo modo si ottiene un bordo smerlato e leggermente ondulato, anziché il taglio liscio prodotto dal laser.
L'impatto sui costi: Mentre i bordi smussati sono perfettamente funzionali per le staffe interne del telaio, i bordi esposti di solito richiedono la sbavatura o la rettifica manuale per soddisfare gli standard di sicurezza e visivi. Progettando i ritagli in base alle dimensioni standard dei punzoni, anziché in base a contorni ampi e spigolosi, si elimina questo lavoro manuale secondario, risparmiando costi e giorni di tempo.
Profilo del bordo
Ogni foro punzonato ha un profilo distinto. Il lato superiore, dove il punzone entra, è caratterizzato da un "rollover" liscio, mentre il lato inferiore presenta una "zona di frattura" più ruvida e una sbavatura dove la lama di metallo si stacca.
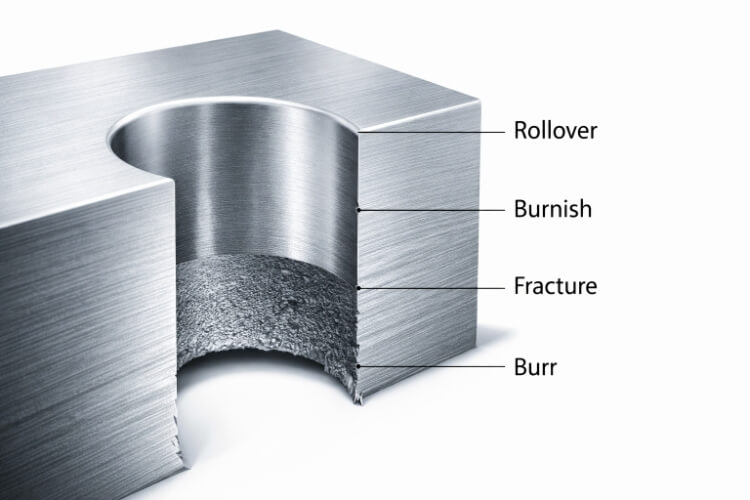
La soluzione: Con l'usura degli utensili nel corso della produzione, questa bava si accentua. Progettate sempre tenendo conto della direzione della bava. Specificate sul disegno in quale direzione deve essere rivolta la bava, oppure indicate esplicitamente un requisito di burattatura/sabbiatura secondaria se entrambi i lati devono essere maneggiati in modo sicuro.
Regole di progettazione per parti facili da punzonare
Un lavoro di punzonatura a torretta di successo inizia dal file CAD. Se il vostro progetto si scontra con i limiti fisici del processo, vi ritroverete con utensili rotti, pezzi deformati e preventivi gonfiati. Seguite queste regole ferree per garantire che il vostro modello piatto sia stabile e producibile.
Dimensione del foro: La regola dello spessore 1 a 1
La punzonatura richiede una forza estrema. Se il punzone è troppo sottile, la resistenza del materiale spezzerà l'utensile.
Il diametro minimo assoluto del foro deve essere almeno pari allo spessore del materiale (rapporto 1:1). Se si sta punzonando alluminio da 0,060″ (1,5 mm), il foro più piccolo deve essere di 0,060″. Per i materiali più duri, come l'acciaio inox, si consiglia di aumentare il rapporto a 1,5 o 2 volte lo spessore del materiale, per evitare guasti agli utensili che causano fermi di produzione.
Distanza dal bordo
Quando un punzone penetra nel metallo, sposta il materiale verso l'esterno. Se il foro è troppo vicino al bordo esterno del pezzo, la sottile striscia di metallo (il nastro) si rigonfia verso l'esterno o si strappa completamente.
La regola del rigore: Mantenere il bordo di qualsiasi foro perforato ad almeno 1,5 - 2 volte lo spessore del materiale dal bordo esterno del pezzo. In questo modo si garantisce che il perimetro rimanga dritto e preciso dal punto di vista dimensionale.
Spaziatura delle caratteristiche
Così come i fori devono essere distanti dal bordo, devono essere distanti l'uno dall'altro. Se si raggruppano troppi fori troppo vicini tra loro (come in una griglia di ventilazione personalizzata), i nastri rimanenti diventano troppo deboli per assorbire lo sforzo di perforazione.
Ciò provoca la "scannerizzazione dell'olio", in cui la lamiera si deforma e si muove verso l'alto e verso il basso come il fondo di una lattina d'olio. La larghezza minima del nastro tra i fori deve essere almeno pari a 1 volta lo spessore del materiale, idealmente più ampia se il gruppo di fori copre un'ampia superficie.
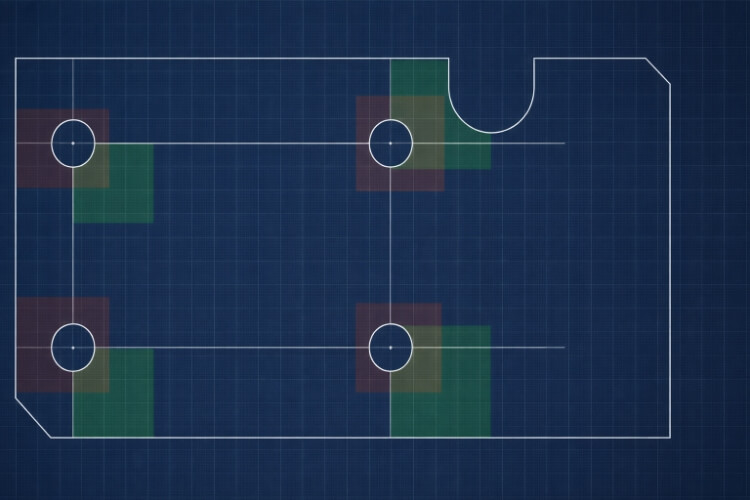
Liquidazione del modulo
La pressa a torretta utilizza morsetti metallici per afferrare il foglio e trascinarlo sul tavolo. Utilizza anche un tampone piatto che preme intorno al punzone.
Se si progetta una feritoia incorporata o un foro estruso troppo vicino al bordo della lastra, le pinze potrebbero schiacciarlo. Se le forme sono posizionate troppo vicine ai fori standard, il tampone di spellatura schiaccerà l'elemento formato quando scenderà per punzonare il foro adiacente. Mantenere un ampio spazio (almeno 1 pollice) tra le forme, i fori piatti e i bordi della lamiera.
Fattori di produzione che controllano la qualità dei pezzi
Anche con un file CAD perfetto, la produzione reale introduce delle variabili. Ecco cosa succede in officina e cosa può degradare la qualità dei pezzi se l'officina non controlla correttamente il processo.
Usura degli utensili
I punzoni e le matrici sono materiali di consumo. Quando un punzone si opacizza, smette di tagliare il metallo in modo netto e inizia a strapparlo.
Un utensile opaco aumenta le dimensioni della bava inferiore e può causare la "gallinatura", in cui microscopici pezzetti di materiale (soprattutto alluminio) si saldano al punzone. Un'officina di qualità gestisce questo problema monitorando rigorosamente il numero di colpi e affilando sistematicamente gli utensili per mantenere il corretto gioco della matrice.
Variazione del materiale
La lamiera non è perfettamente uniforme. Un foglio di acciaio laminato a freddo da 0,060″ potrebbe arrivare dall'acciaieria con una misura di 0,056″ o 0,064″.
Sebbene questa variazione di 0,004″ sembri minima, ha un impatto diretto sulle caratteristiche formate. Se il materiale è sul lato più spesso della tolleranza di fresatura, una macchina programmata per eseguire una svasatura a una profondità specifica improvvisamente premerà troppo in profondità, rovinando il montaggio a filo della ferramenta.
Controllo della planarità
Ogni singolo colpo introduce uno stress localizzato nella lastra. Se un pezzo richiede 500 fori, le sollecitazioni accumulate causeranno l'inarcamento o la torsione dell'intero modello piatto.
I programmatori esperti attenuano questo problema utilizzando una strategia di perforazione "sfalsata", che prevede fori casuali sul foglio anziché in linea retta, per distribuire uniformemente le sollecitazioni. Tuttavia, nel caso di perforazioni ad alta densità, è necessario prevedere la necessità di un'operazione secondaria di livellamento dei rulli per appiattire i pezzi.
Precisione di posizionamento
Una moderna pressa a torretta CNC è estremamente precisa, spesso con tolleranze da foro a foro di ±0,005″ (0,127 mm).
Tuttavia, quando si punzona un pannello di 4 piedi di grandi dimensioni, la punzonatura e il trascinamento continui possono causare un leggero allungamento del foglio. Un foro punzonato all'inizio del ciclo e un foro punzonato alla fine potrebbero andare leggermente fuori tolleranza l'uno rispetto all'altro. Se si dispone di punti di accoppiamento critici su un pannello di grandi dimensioni, è necessario comunicare chiaramente questi dati in modo che l'operatore possa regolare la sequenza di programmazione.
Che cosa determina il costo della punzonatura a torretta?
Quando si riceve un preventivo che sembra insolitamente alto, raramente si tratta di un errore matematico. I costi della punzonatura a torretta CNC sono determinati dal tempo macchina e dall'intervento manuale. Ecco cosa sposta esattamente l'ago della bilancia del vostro prezzo.
Conteggio dei colpi
Le presse a torretta si fanno pagare al minuto. Se il progetto richiede un ritaglio grande e di forma strana per il quale l'officina non dispone di uno strumento specifico, dovrà "rosicchiarlo" con 100 colpi sovrapposti di un piccolo punzone rotondo.
La soluzione: Riprogettare il ritaglio per adattarlo a un utensile rettangolare o quadrato standard già in loro possesso. Riducendo il numero di colpi da 100 a 4 si riduce immediatamente il tempo macchina e il costo del pezzo.
Riutilizzo degli strumenti
Se si progetta un foro rotondo standard da 0,250″, il costo degli utensili è pari a zero. Se si progetta un ritaglio di connettore "D-sub" altamente specifico o una forma a stella proprietaria, il negozio deve ordinare utensili personalizzati.
Le punzonature personalizzate costano da $300 a $1.000+ e aggiungono settimane ai tempi di consegna. Se possibile, standardizzate i raggi interni, i diametri dei fori e le larghezze delle scanalature con dimensioni frazionarie o metriche standard.

Tempo di configurazione
Una pressa a torretta ha un numero finito di stazioni utensili (in genere da 30 a 50).
Se il progetto del pezzo comprende 15 fori di dimensioni diverse, l'operatore deve arrestare la macchina, rimuovere manualmente gli utensili e caricarne di nuovi prima di poter iniziare il lavoro. Questo tempo di configurazione viene addebitato direttamente al cliente. Consolidando le dimensioni dei fori, ad esempio facendo tutti i fori di montaggio da 0,125″ invece di mischiare 0,125″ e 0,150″, si consente all'officina di eseguire il lavoro in modo più rapido ed economico.
Operazioni secondarie
Il modo più rapido per rovinare l'efficienza dei costi della punzonatura a torretta è quello di richiedere il lavoro manuale dopo che il pezzo è uscito dalla macchina.
Sbavare a mano, svasare manualmente su una pressa da trapano o filettare a mano aggiunge costosi minuti di lavoro a ogni singolo pezzo. Se il volume di produzione è sufficientemente elevato, chiedete al vostro partner di produzione se queste funzioni possono essere integrate nel programma della torretta utilizzando strumenti specializzati per la sbavatura o la formatura in linea.
Punzonatura a torretta vs. taglio laser
La scelta tra una punzonatrice e un laser a fibra è raramente un dibattito sulla qualità; è una decisione matematica basata sulla geometria e sul volume. Ecco come giudicare quale processo è effettivamente adatto al vostro pezzo.
Caratteristiche ripetute: Il vantaggio della velocità
I laser tagliano fondendo e soffiando via il metallo, tracciando il perimetro di ogni singolo foro. Se un pezzo ha 200 fori da un quarto di pollice, il laser deve avviare, perforare e tracciare 200 cerchi individuali.
Una punzonatrice a torretta timbra l'intero foro da un quarto di pollice in una frazione di secondo. Per le perforazioni ad alta densità, le griglie e le matrici standard, la punzonatrice è molto più veloce ed economica.
Vantaggio della flessibilità
I laser non si preoccupano delle forme degli utensili. Possono tagliare una curva intricata e organica con la stessa facilità di una linea retta. Se il pezzo presenta contorni ampi, grandi ritagli irregolari o scanalature interne affilate, il laser è la scelta giusta.
Costringere una pressa a torretta a tagliare una curva organica ampia richiede un'intensa attività di mordenzatura, che fa aumentare i tempi della macchina e rovina la qualità del bordo.
Liscio vs. tosato
Taglio laser lascia un bordo pulito e dritto con una leggera striatura verticale. La punzonatura a torretta lascia un bordo tranciato meccanicamente, caratterizzato da un rollover liscio nella parte superiore e da una zona di frattura netta nella parte inferiore.
Se il pezzo sarà esposto agli utenti finali e necessita di un perimetro impeccabile e privo di bave già dalla macchina, il taglio laser è la scelta più sicura.
Scopo della produzione
I laser non richiedono alcuna impostazione fisica: si carica il file DXF e si preme start. Questo li rende lo strumento ideale per la prototipazione rapida (da 1 a 50 pezzi).
Le presse a torretta richiedono che un operatore carichi manualmente i punzoni e gli stampi fisici nelle stazioni della macchina. Questo tempo di allestimento rende i prototipi costosi. Tuttavia, una volta caricata la macchina, il tempo di ciclo rapido rende la punzonatura la scelta migliore per i volumi di produzione medio-alti (oltre 500 pezzi).
Che cosa rivedere prima dell'inizio della produzione?
Prima di approvare un preventivo o di rilasciare un ordine di acquisto, è necessario definire alcuni dettagli specifici. Un errore di comunicazione in questo caso si traduce solitamente in pezzi rifiutati o in addebiti inattesi in fattura.
Stop alle sovratolleranze
Se si posiziona un blocco di tolleranza ±0,005″ su un pannello di lamiera di un metro, il preventivo salirà alle stelle. L'officina dovrà costantemente misurare, regolare e cambiare gli utensili per mantenere quel numero ovunque.
La soluzione: Contrassegnate esplicitamente solo i dati critici, come i centri dei fori di montaggio o le posizioni della minuteria a pressione, che necessitano effettivamente di tolleranze ristrette. Lasciate che le dimensioni esterne non critiche rientrino in un intervallo standard, più economico, di ±0,015″ o ±0,020″.
Requisiti di superficie
Non date per scontato che il negozio sappia che il pezzo deve essere bello.
Se si ordina acciaio inox spazzolato, è necessario specificare la direzione della venatura sul disegno. Se il pezzo è un involucro esterno, aggiungere una nota che indichi: "Viso cosmetico: Non sono ammessi segni o graffi di lavorazione pesanti". Questo costringe l'officina a utilizzare pellicole protettive, tavoli a spazzole e tamponi in uretano durante la produzione.
Richiami al materiale
Specificare "Alluminio" o "Acciaio" su un disegno è un modo rapido per ottenere pezzi che si guastano sul campo. Leghe diverse si comportano in modo diverso sulla punzonatrice.
La soluzione: Indicare la lega e la tempra esatta. L'alluminio 5052-H32 punzona in modo pulito e si piega bene. L'alluminio 6061-T6 è molto più duro; accelera l'usura degli utensili e spesso si rompe se viene piegato. Siate espliciti sulla qualità del materiale, in modo che l'officina calcoli correttamente il tonnellaggio della macchina.
Priorità della tolleranza
Se l'operatore della macchina deve effettuare una regolazione durante la corsa, deve sapere cosa conta di più. La lunghezza complessiva del pezzo è più importante della distanza esatta tra due specifici fori di montaggio?
Comunicate chiaramente il vostro intento progettuale. Una semplice nota come "Le dimensioni tra il foro A e il foro B sono fondamentali per il montaggio". evita al negozio di tirare a indovinare.
Conclusione
La punzonatura a torretta è un processo di produzione incredibilmente efficiente, a condizione che la geometria del pezzo rispetti i limiti fisici della macchina. Domina la fascia media della produzione, offrendo enormi risparmi sui costi per i pezzi con caratteristiche standard e ripetitive e requisiti di formatura incorporati.
Un risultato stabile ed economico non si ottiene per caso. Dipende dal rispetto di rigide regole di progettazione, dalla comprensione del modo in cui l'usura degli utensili influisce sui bordi e da una chiara revisione pre-produzione con il partner di produzione.
Siete pronti a ottimizzare la vostra prossima produzione di lamiere? Se i vostri pezzi passano dal prototipo alla produzione, avete bisogno di un processo scalabile. Inviateci i vostri file STEP e DXF per una revisione DFM completa. Il nostro team di ingegneri vi aiuterà a identificare i fattori di costo non necessari, a standardizzare le dimensioni dei fori e a far uscire i pezzi dalla punzonatrice più velocemente.