
Le poinçonnage sur tourelle est un procédé CNC de tôlerie qui utilise plusieurs outils de poinçonnage et de matriçage pour créer des trous, des fentes, des découpes et des formes simples dans les tôles. Ce procédé est idéal pour les pièces présentant des caractéristiques répétées, des formes standard et des volumes de production moyens à élevés.
Cet article aborde le poinçonnage sur tourelle sous cet angle pratique. Il explique où ce procédé convient le mieux, ce qu'il laisse sur la pièce, quelles sont les règles de conception qui permettent de maintenir la stabilité de la production et ce qu'il convient de vérifier avant de commencer la fabrication.

Où le poinçonnage par tourelle convient le mieux?
Le poinçonnage par tourelle n'est pas une solution universelle pour tous les travaux de tôlerie. Il fonctionne selon une logique spécifique : la rapidité par la répétition. C'est précisément là que le procédé est le plus efficace et le plus économique.
Géométrie des pièces
Les presses à tourelle excellent lorsqu'un dessin présente le même trou ou la même découpe répétée des dizaines de fois, comme les grilles perforées ou les réseaux de ventilation. Comme la machine utilise une matrice physique pour estamper la forme entière en une seule fois, elle peut fonctionner à des vitesses supérieures à 400 coups par minute.
Cela permet d'éliminer un réseau de 50 trous en quelques secondes. Il réduit considérablement le temps machine par rapport à un laser traçant chaque cercle individuel.
Matériau et épaisseur
Le procédé est conçu pour les tôles plates, mais les limites d'épaisseur dépendent strictement de la dureté du matériau. Le poinçonnage à tourelle permet généralement de poinçonner l'aluminium jusqu'à 6,35 mm (0,250 pouce).
Toutefois, pour l'acier inoxydable, la plupart des ateliers limitent l'épaisseur à 2,5 mm - 3 mm (0,100 à 0,125 pouces). Le dépassement de ces limites accélère considérablement l'usure de l'outil et dégrade la qualité du trou, ce qui augmente discrètement le coût de la pièce.
Formage intégré
L'utilisation de formes d'outillage standard (ronds, carrés, ob ronds) permet de réduire à zéro les coûts d'outillage personnalisé. Mais le véritable avantage d'une presse à tourelle réside dans sa capacité à manipuler le métal dans l'axe Z.
En frappant persiennesSi vous utilisez le même cycle de machine pour fabriquer des pièces de forme, des fraisages et des petits gaufrages, vous n'avez pas besoin d'acheminer le modèle plat vers une presse plieuse. Le regroupement de ces fonctions en un seul réglage permet d'économiser des heures de réglage secondaire et de travail manuel.
Production en moyenne série
C'est le volume qui dicte le processus. Si vous avez besoin de 1 à 50 prototypes, la découpe laser l'emporte car il n'y a pas de temps de préparation. Si vous avez besoin de 100 000 unités, vous avez besoin de matrices d'estampage dur dédiées.
Le poinçonnage CNC à tourelle occupe une position intermédiaire. Pour des lots de 500 à 5 000 pièces, la vitesse opérationnelle de la poinçonneuse absorbe facilement les coûts initiaux de programmation et de chargement des outils, ce qui se traduit par une baisse massive du coût final par pièce.
Ce que le processus laisse sur la pièce?
Le poinçonnage est un processus mécanique violent qui utilise un tonnage localisé pour cisailler l'acier. Pour cette raison, le poinçonnage par frappe laisse sur le métal des caractéristiques physiques distinctes dont vous devez tenir compte dans votre conception et votre assemblage.
Finition de la surface
L'action de serrage de la machine laisse de légères marques autour des zones poinçonnées. Cela est dû au fait que le tampon de décapage doit exercer une forte pression pour maintenir le matériau à plat pendant que le poinçon se rétracte.
La solution : Si la pièce a des exigences esthétiques strictes (comme l'acier inoxydable brossé ou l'aluminium prélaqué), indiquez la "face cosmétique" sur votre dessin. Cela permet à l'atelier d'utiliser des tables de brossage non marquantes et des tampons de décapage en uréthane pour éviter les rayures.
Qualité des bords
Lorsqu'un poinçon chevauche plusieurs petites touches pour découper un contour plus large et personnalisé, on parle de grignotage. Ce procédé laisse un bord festonné et légèrement ondulé plutôt que la coupe lisse produite par un laser.
L'impact des coûts : Si les bords grignotés sont parfaitement fonctionnels pour les supports de châssis internes, les bords exposés nécessitent généralement un ébavurage ou un meulage manuel pour répondre aux normes de sécurité et d'esthétique. La conception de vos découpes en fonction de tailles de poinçons standard plutôt que de contours larges et arrondis élimine ce travail manuel secondaire, ce qui permet d'économiser à la fois des coûts et des jours de délai d'exécution.
Profil de l'arête
Chaque trou perforé a un profil distinct. Le côté supérieur, où le poinçon entre, présente un "retournement" lisse, tandis que le côté inférieur présente une "zone de fracture" plus rugueuse et une bavure là où le morceau de métal se détache.
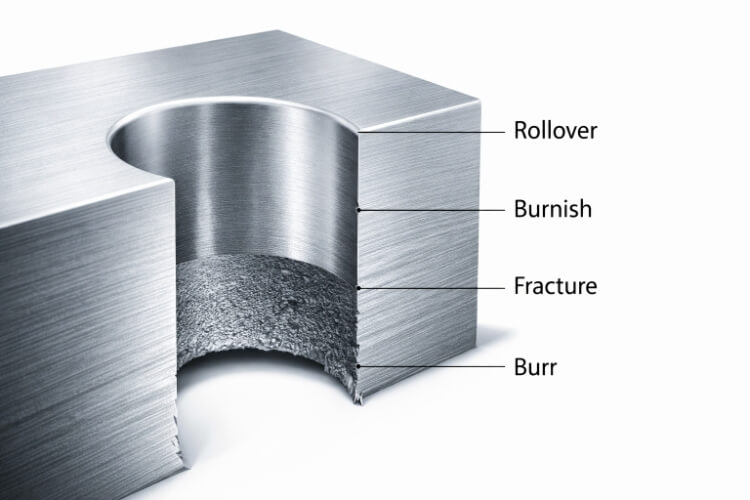
La solution : Au fur et à mesure que l'outillage s'use au cours d'un cycle de production, cette bavure devient plus prononcée. La conception doit toujours tenir compte de la direction de la bavure. Précisez sur votre dessin dans quel sens la bavure doit être orientée, ou mentionnez explicitement une exigence de culbutage/ponçage secondaire si les deux côtés doivent être manipulés en toute sécurité.
Règles de conception pour des pièces faciles à poinçonner
La réussite d'un travail de poinçonnage sur tourelle commence dans le fichier CAO. Si votre conception ne respecte pas les limites physiques du processus, vous aurez des outils cassés, des pièces déformées et des devis gonflés. Suivez ces règles strictes pour vous assurer que votre modèle plat est stable et fabricable.
Taille du trou : La règle de l'épaisseur 1 pour 1
Le poinçonnage nécessite une force extrême. Si le poinçon est trop fin, la résistance du matériau cassera l'outil.
Le diamètre minimum absolu du trou doit être au moins égal à l'épaisseur du matériau (rapport 1:1). Si vous poinçonnez de l'aluminium de 0,060″ (1,5 mm), votre plus petit trou doit être de 0,060″. Pour les matériaux plus durs comme l'acier inoxydable, jouez la carte de la sécurité et augmentez ce rapport à 1,5 ou 2 fois l'épaisseur du matériau afin d'éviter les défaillances de l'outillage qui entraînent des arrêts de production.
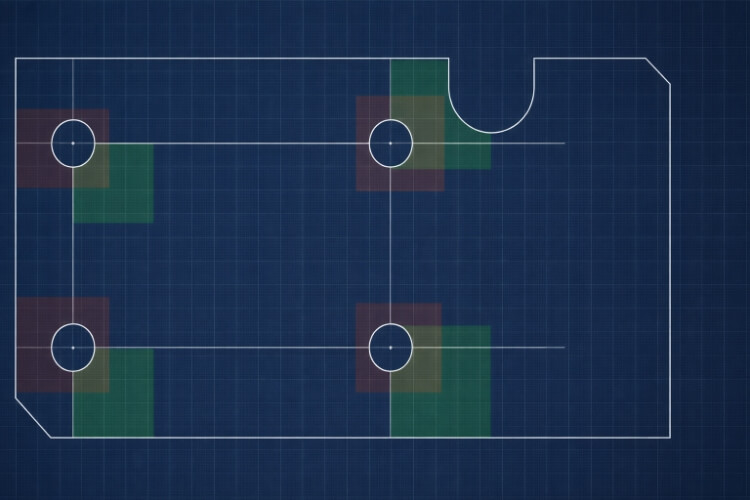
Distance entre les bords
Lorsqu'un poinçon pénètre dans le métal, il déplace la matière vers l'extérieur. Si un trou est trop proche du bord extérieur de la pièce, l'étroite bande de métal (l'âme) se bombe vers l'extérieur ou se déchire complètement.
La règle du jeu : Le bord de tout trou perforé doit être éloigné du bord extérieur de la pièce d'au moins 1,5 à 2 fois l'épaisseur du matériau. Cela permet de s'assurer que le périmètre reste droit et que les dimensions sont exactes.
Espacement des caractéristiques
Tout comme les trous ont besoin d'être éloignés du bord, ils ont besoin d'être éloignés les uns des autres. Si vous regroupez trop de trous trop près les uns des autres (comme dans une grille d'aération personnalisée), les bandes restantes deviennent trop faibles pour absorber l'effort de perforation.
Cela provoque un "goudronnage", c'est-à-dire que la tôle se déforme et se soulève comme le fond d'un bidon d'huile. La largeur de bande minimale entre les trous doit être au moins égale à une fois l'épaisseur du matériau, idéalement plus grande si le groupe de trous couvre une grande surface.
Apurement du formulaire
La presse à tourelle utilise des pinces métalliques pour saisir la feuille et la faire glisser sur la table. Elle utilise également un tampon de décapage plat qui s'applique autour du poinçon.
Si vous concevez une persienne intégrée ou un trou extrudé trop près du bord de la feuille, les pinces risquent de l'écraser. Si les formes sont placées trop près des trous standard, le tampon de décoffrage écrasera l'élément formé lorsqu'il descendra pour poinçonner le trou adjacent. Gardez un espace généreux (au moins 1 pouce) entre les formes, les trous plats et les bords de la feuille.
Facteurs de production qui contrôlent la qualité des pièces
Même avec un fichier CAO parfait, la fabrication réelle introduit des variables. Voici ce qui se passe sur le terrain et qui peut dégrader la qualité de vos pièces si l'atelier ne contrôle pas correctement le processus.
Usure des outils
Les poinçons et les matrices sont des consommables. Lorsqu'un poinçon s'émousse, il cesse de cisailler proprement le métal et commence à le déchirer.
Un outil émoussé augmente la taille de la bavure inférieure et peut provoquer un "grippage", c'est-à-dire que des morceaux microscopiques de matériau (en particulier d'aluminium) se soudent au poinçon. Un atelier de qualité gère ce problème en surveillant strictement le nombre de coups et en affûtant systématiquement son outillage afin de maintenir un jeu correct entre les poinçons et les matrices.
Variation des matériaux
La tôle n'est pas parfaitement uniforme. Une feuille d'acier laminé à froid de 0,060″ peut arriver de l'usine en mesurant 0,056″ ou 0,064″.
Bien que cette variance de 0,004″ semble minime, elle a un impact direct sur les caractéristiques formées. Si le matériau est plus épais que la tolérance de la fraise, une machine programmée pour fraiser une fraise à une profondeur spécifique enfoncera soudainement trop profondément, ruinant ainsi l'affleurement de votre quincaillerie.
Contrôle de la planéité
Chaque coup introduit une contrainte localisée dans la feuille. Si une pièce doit être percée de 500 trous, la tension accumulée entraînera une courbure ou une torsion de l'ensemble du modèle plat.
Les programmeurs expérimentés atténuent ce problème en utilisant une stratégie de frappe "décalée", c'est-à-dire en perforant les trous de manière aléatoire sur la feuille plutôt qu'en ligne droite, afin de répartir uniformément les contraintes. Toutefois, pour les perforations extrêmement denses, vous devez prévoir la nécessité d'une opération secondaire de nivellement des rouleaux pour aplatir les pièces.
Précision de positionnement
Une presse à tourelle CNC moderne est très précise, avec des tolérances de ±0,005″ (0,127 mm) d'un trou à l'autre.
Cependant, lors du poinçonnage d'un grand panneau de 4 pieds, le poinçonnage et le traînage constants peuvent entraîner un léger étirement de la feuille. Un trou poinçonné au tout début du cycle et un trou poinçonné à la toute fin peuvent dériver légèrement hors tolérance l'un par rapport à l'autre. Si vous avez des points d'assemblage critiques sur un panneau massif, communiquez clairement ces points de référence pour que l'opérateur puisse ajuster la séquence de programmation.
Qu'est-ce qui détermine le coût du poinçonnage par tourelle? ?
Lorsque vous recevez un devis qui vous semble anormalement élevé, il s'agit rarement d'une erreur de calcul. Les coûts du poinçonnage par tourelle CNC sont déterminés par le temps machine et l'intervention manuelle. Voici exactement ce qui fait bouger l'aiguille de votre prix.
Nombre de coups
Les presses à tourelle sont facturées à la minute. Si votre projet nécessite une découpe de grande taille et de forme irrégulière pour laquelle l'atelier ne dispose pas d'outil spécifique, il devra la "grignoter" en effectuant 100 frappes superposées à l'aide d'un petit poinçon rond.
La solution : Redessinez la découpe pour qu'elle corresponde à un outil rectangulaire ou carré standard qu'ils possèdent déjà. En réduisant le nombre de coups de 100 à 4, vous réduisez instantanément le temps machine et le coût de la pièce.
Réutilisation des outils
Si vous concevez un trou rond standard de 0,250″, le coût de l'outillage est nul. Si vous concevez une découpe de connecteur "D-sub" très spécifique ou une forme d'étoile propriétaire, l'atelier doit commander un outillage sur mesure.
Les poinçons personnalisés coûtent entre $300 et $1 000+ et ajoutent des semaines à votre délai d'exécution. Dans la mesure du possible, standardisez vos rayons internes, diamètres de trous et largeurs de fentes en fonction de dimensions fractionnaires ou métriques standard.

Temps de préparation
Une presse à tourelle dispose d'un nombre limité de stations d'outils (généralement 30 à 50).
Si la conception de votre pièce comprend 15 tailles de trous différentes, l'opérateur doit arrêter la machine, retirer manuellement les outils et en charger de nouveaux avant de pouvoir commencer le travail. Ce temps de préparation vous est directement facturé. En regroupant vos tailles de trous - par exemple, en faisant tous les trous de montage à 0,125″ au lieu de mélanger 0,125″ et 0,150″ - vous permettez à l'atelier d'exécuter le travail plus rapidement et à moindre coût.
Opérations secondaires
Le moyen le plus rapide de ruiner la rentabilité du poinçonnage par tourelle est d'exiger un travail manuel après la sortie de la pièce de la machine.
L'ébavurage à la main, le fraisage manuel sur une perceuse à colonne ou le taraudage à la main ajoutent des minutes de travail coûteuses à chaque pièce. Si votre volume est suffisamment important, demandez à votre partenaire de fabrication si ces fonctions peuvent être intégrées dans le programme de la tourelle à l'aide d'outils spécialisés d'ébavurage ou de formage en ligne.
Poinçonnage à la tourelle et découpe au laser
Le choix entre une poinçonneuse et un laser à fibre est rarement un débat sur la qualité ; il s'agit d'une décision mathématique basée sur la géométrie et le volume. Voici comment déterminer le procédé qui convient le mieux à votre pièce.
Caractéristiques répétées : L'avantage de la vitesse
Les lasers découpent en faisant fondre et en soufflant le métal, en traçant le périmètre de chaque trou. Si une pièce comporte 200 trous d'un quart de pouce, le laser doit commencer, percer et tracer 200 cercles individuels.
Une poinçonneuse à tourelle tamponne l'ensemble du trou d'un quart de pouce en une fraction de seconde. Pour les perforations à haute densité, les grilles et les tableaux standard, la poinçonneuse est nettement plus rapide et moins chère.
L'avantage de la flexibilité
Les lasers ne se soucient pas des formes de l'outil. Ils peuvent découper une courbe organique complexe aussi facilement qu'une ligne droite. Si votre pièce présente des contours larges, de grandes découpes irrégulières ou des cannelures internes tranchantes, le laser est le bon choix.
Forcer une presse à tourelle à découper une courbe organique en flèche nécessite un grignotage important, ce qui augmente le temps de la machine et nuit à la qualité du bord.
Lisse ou cisaillé
Découpe au laser laisse un bord net et droit avec une légère strie verticale. Le poinçonnage à la tourelle laisse un bord cisaillé mécaniquement, avec un retournement lisse sur le dessus et une zone de rupture nette sur le dessous.
Si la pièce est destinée à être exposée à des utilisateurs finaux et qu'elle doit avoir un périmètre impeccable et sans bavure dès la sortie de la machine, la découpe au laser est le choix le plus sûr.
Objectif de la production
Les lasers ne nécessitent aucune installation physique - vous chargez le fichier DXF et vous appuyez sur le bouton de démarrage. Cela en fait l'outil idéal pour le prototypage rapide (1 à 50 pièces).
Les presses à tourelle nécessitent un opérateur pour charger manuellement les poinçons et les matrices dans les stations de la machine. Ce temps de préparation rend les prototypes coûteux. Cependant, une fois la machine chargée, le temps de cycle rapide fait du poinçonnage le meilleur choix pour les séries de production de volume moyen à élevé (plus de 500 pièces).
Ce qu'il faut examiner avant le début de la production?
Avant d'approuver un devis ou de valider un bon de commande, certains détails spécifiques doivent être réglés. Une mauvaise communication à ce niveau se traduit généralement par des pièces rejetées ou des frais de facturation inattendus.
Arrêter la sur-tolérance
Si vous placez un bloc de tolérance de ±0,005″ sur un panneau de tôle de 3 pieds, votre devis montera en flèche. L'atelier devra constamment mesurer, ajuster et changer d'outillage pour maintenir ce chiffre partout.
La solution : Ne marquez explicitement que les données critiques, telles que les centres des trous de montage ou les emplacements des pièces à sertir, qui nécessitent réellement des tolérances serrées. Laissez les dimensions extérieures non critiques s'inscrire dans une plage standard, moins coûteuse, de ±0,015″ ou ±0,020″.
Exigences de surface
Ne supposez pas que l'atelier sait que la pièce doit être belle.
Si vous commandez de l'acier inoxydable brossé, vous devez préciser le sens du grain sur votre dessin. Si la pièce est une enceinte extérieure, ajoutez une note indiquant : "Face cosmétique : Aucune marque d'usinage ou rayure importante n'est autorisée." Cela oblige l'atelier à utiliser un film protecteur, des tables de brossage et des tampons d'uréthane pendant la production.
Références des matériaux
Spécifier "aluminium" ou "acier" sur un dessin est un moyen rapide d'obtenir des pièces qui tombent en panne sur le terrain. Les différents alliages se comportent différemment sur la presse à poinçonner.
La solution : Précisez l'alliage et le traitement exacts. L'aluminium 5052-H32 se perfore proprement et se plie bien. L'aluminium 6061-T6 est beaucoup plus dur ; il accélère l'usure de l'outil et se fissure souvent s'il est plié. Soyez explicite sur la qualité du matériau afin que l'atelier calcule correctement le tonnage de la machine.
Priorités en matière de tolérance
Si l'opérateur de la machine doit procéder à un ajustement en cours de production, il doit savoir ce qui importe le plus. La longueur totale de la pièce est-elle plus importante que la distance exacte entre deux trous de montage spécifiques ?
Communiquez clairement votre intention de conception. Une simple note comme "Les dimensions entre le trou A et le trou B sont critiques pour l'assemblage. évite à l'atelier d'avoir à deviner.
Conclusion
Le poinçonnage sur tourelle est un processus de fabrication incroyablement efficace, à condition que la géométrie de la pièce respecte les limites physiques de la machine. Il domine le milieu de la production, offrant des économies massives pour les pièces présentant des caractéristiques répétitives et standard, ainsi que des exigences de formage intégrées.
Un résultat stable et rentable n'est pas le fruit du hasard. Il dépend du respect de règles de conception strictes, de la compréhension de l'impact de l'usure de l'outil sur vos arêtes et d'un examen clair de la préproduction avec votre partenaire de fabrication.
Prêt à optimiser votre prochaine production de tôle ? Si vos pièces passent du prototype à la production, vous avez besoin d'un processus évolutif. Envoyez-nous vos fichiers STEP et DXF pour un examen DFM complet.. Notre équipe d'ingénieurs vous aidera à identifier les facteurs de coûts inutiles, à standardiser vos tailles de trous et à sortir vos pièces de la poinçonneuse plus rapidement.