
Das Revolverstanzverfahren ist ein CNC-Blechbearbeitungsverfahren, bei dem mehrere Stempel- und Matrizenwerkzeuge eingesetzt werden, um Löcher, Schlitze, Ausschnitte und einfache Formteile in Bleche zu stanzen. Es eignet sich am besten für Teile mit sich wiederholenden Merkmalen, Standardformen und mittlere bis hohe Stückzahlen.
In diesem Artikel wird das Revolverstanzverfahren aus diesem praktischen Blickwinkel betrachtet. Er erklärt, wo das Verfahren am besten geeignet ist, was es auf dem Teil hinterlässt, welche Konstruktionsregeln zu einer stabilen Produktion beitragen und was vor Beginn der Fertigung geprüft werden sollte.

Wo das Revolverlochstanzen am besten passt?
Das Revolverstanzen ist keine Universallösung für jeden Blechauftrag. Es arbeitet nach einer bestimmten Logik: Geschwindigkeit durch Wiederholung. Genau hier ist das Verfahren am effektivsten und wirtschaftlichsten.
Teil-Geometrie
Revolverpressen eignen sich besonders gut, wenn ein Design Dutzende Male dasselbe Loch oder denselben Ausschnitt aufweist, wie z. B. bei Lochgittern oder Lüftungsfeldern. Da die Maschine ein physisches Werkzeug verwendet, um die gesamte Form in einem einzigen Schlag zu prägen, kann sie mit Geschwindigkeiten von über 400 Hüben pro Minute arbeiten.
Dadurch wird ein Feld mit 50 Löchern in Sekundenschnelle gelöscht. Im Vergleich zu einem Laser, der jeden einzelnen Kreis abtastet, wird die Maschinenzeit drastisch reduziert.
Material und Dicke
Das Verfahren ist für flache Bleche ausgelegt, aber die Dickengrenzen hängen streng von der Härte des Materials ab. Das Revolverstanzverfahren eignet sich im Allgemeinen für Aluminium bis zu 6,35 mm (0,250 Zoll).
Bei rostfreiem Stahl ist die Dicke in den meisten Betrieben jedoch auf 2,5 bis 3 mm begrenzt (0,100 bis 0,125 Zoll). Eine Überschreitung dieser Grenzwerte beschleunigt den Werkzeugverschleiß drastisch und verschlechtert die Qualität der Bohrungen, was die Kosten für die einzelnen Teile in die Höhe treibt.
Eingebaute Formgebung
Durch die Verwendung von Standardwerkzeugen (rund, quadratisch, unrund) sind die Kosten für kundenspezifische Werkzeuge gleich null. Der wahre Vorteil einer Revolverpresse ist jedoch ihre Fähigkeit, Metall in der Z-Achse zu bearbeiten.
Durch Schlagen Lamellen, Senkungen und kleinen Prägungen im selben Maschinenzyklus, entfällt die Notwendigkeit, das flache Muster zu einer Abkantpresse zu führen. Die Konsolidierung dieser Funktionen in einer Einrichtung spart Stunden an sekundärer Einrichtungszeit und manueller Arbeit.
Mittelgroße Produktion
Das Volumen bestimmt das Verfahren. Wenn Sie 1 bis 50 Prototypen benötigen, ist das Laserschneiden das beste Verfahren, da es keine Rüstzeit gibt. Wenn Sie 100.000 Stück benötigen, brauchen Sie spezielle Hartstanzwerkzeuge.
Das CNC-Revolverstanzverfahren liegt im Mittelfeld. Bei Losen von 500 bis 5.000 Teilen absorbiert die schiere Betriebsgeschwindigkeit der Stanzpresse leicht die anfänglichen Kosten für die Programmierung und das Einrichten der Werkzeuge, was zu einem massiven Rückgang der Endkosten pro Teil führt.
Was der Prozess auf der Seite hinterlässt?
Das Stanzen ist ein gewaltsamer mechanischer Prozess, bei dem der Stahl durch örtlich begrenzte Tonnage abgeschert wird. Aus diesem Grund hinterlässt das Stanzen durch Treffer deutliche physikalische Merkmale auf dem Metall, die Sie bei Ihrer Konstruktion und Montage berücksichtigen müssen.
Oberflächenbehandlung
Die Klemmwirkung der Maschine hinterlässt leichte Spuren um die gestanzten Bereiche. Dies liegt daran, dass die Abstreifplatte mit hohem Druck nach unten gedrückt werden muss, um das Material flach zu halten, während sich der Stempel zurückzieht.
Die Lösung: Wenn das Teil strenge kosmetische Anforderungen erfüllt (z. B. gebürstetes Edelstahl oder vorlackiertes Aluminium), geben Sie die "kosmetische Oberfläche" auf Ihrer Zeichnung an. Dies weist die Werkstatt darauf hin, dass sie abriebfeste Bürstentische und Urethan-Abstreifpads verwenden muss, um Kratzer zu vermeiden.
Qualität der Kanten
Wenn ein Stempel mehrere kleine Schläge überlappt, um eine größere, individuelle Kontur zu schneiden, wird dies als Nibbeln bezeichnet. Dies hinterlässt eine gewellte, leicht gewellte Kante anstelle des glatten Schnitts, der mit einem Laser erzeugt wird.
Die Auswirkungen auf die Kosten: Während geknabberte Kanten für interne Fahrgestellhalterungen perfekt geeignet sind, müssen freiliegende Kanten in der Regel manuell entgratet oder geschliffen werden, um Sicherheits- und optische Standards zu erfüllen. Wenn Sie Ihre Ausschnitte nach Standardstanzgrößen statt nach großen, geschwungenen Konturen entwerfen, entfällt diese sekundäre manuelle Arbeit, was sowohl Kosten als auch Tage an Vorlaufzeit spart.
Kantenprofil
Jedes gestanzte Loch hat ein bestimmtes Profil. Die Oberseite, in die der Stempel eindringt, weist einen glatten "Überschlag" auf, während die Unterseite eine rauere "Bruchzone" und einen Grat aufweist, an dem das Metallstück abbricht.
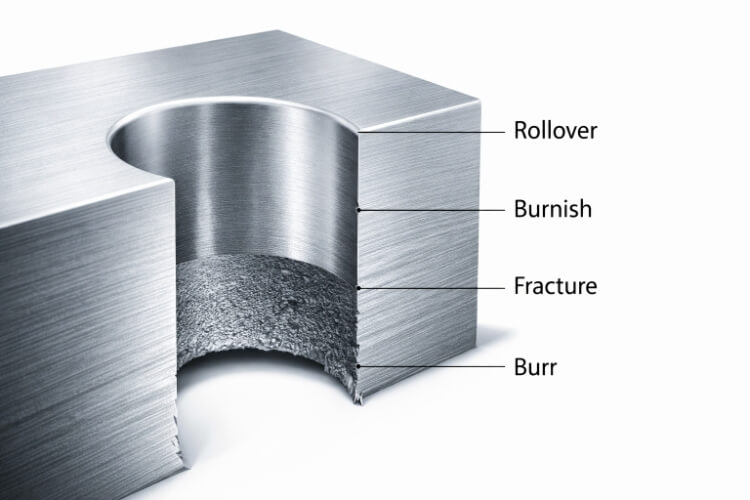
Die Lösung: Wenn sich die Werkzeuge im Laufe eines Produktionslaufs abnutzen, wird dieser Grat immer ausgeprägter. Berücksichtigen Sie bei der Konstruktion immer die Gratrichtung. Geben Sie in Ihrer Zeichnung an, in welche Richtung der Grat zeigen soll, oder fordern Sie ausdrücklich ein zweites Taumeln/Schleifen, wenn beide Seiten sicher zu handhaben sein sollen.
Konstruktionsregeln für stanzfreundliche Teile
Ein erfolgreicher Revolverstanzauftrag beginnt in der CAD-Datei. Wenn Ihr Entwurf gegen die physikalischen Grenzen des Prozesses ankämpft, müssen Sie mit gebrochenen Werkzeugen, verzogenen Teilen und überhöhten Kostenvoranschlägen rechnen. Befolgen Sie diese festen Regeln, um sicherzustellen, dass Ihr flaches Muster stabil und herstellbar ist.
Größe der Löcher: Die 1-zu-1-Dicken-Regel
Das Stanzen erfordert extreme Kraft. Wenn der Stempel zu dünn ist, bricht der Widerstand des Materials das Werkzeug.
Der absolute Mindestdurchmesser des Lochs muss mindestens so groß sein wie die Materialstärke (Verhältnis 1:1). Wenn Sie 0,060″ (1,5 mm) Aluminium stanzen, sollte Ihr kleinstes Loch 0,060″ betragen. Bei härteren Materialien wie Edelstahl sollten Sie auf Nummer sicher gehen und das Verhältnis auf das 1,5-fache oder 2-fache der Materialdicke erhöhen, um Werkzeugausfälle zu vermeiden, die zu Produktionsausfällen führen.
Randabstand
Wenn ein Stempel in das Metall eindringt, verdrängt er das Material nach außen. Befindet sich ein Loch zu nahe an der Außenkante des Teils, wölbt sich der schmale Metallstreifen (der Steg) nach außen oder reißt ganz ein.
Die harte Regel: Halten Sie die Kante eines gestanzten Lochs mindestens 1,5 bis 2 Mal die Materialstärke von der Außenkante des Teils entfernt. Dadurch wird sichergestellt, dass der Umfang gerade und maßhaltig bleibt.
Abstand zwischen den Merkmalen
Genauso wie Löcher Abstand vom Rand brauchen, brauchen sie auch Abstand zueinander. Wenn zu viele Löcher zu dicht beieinander liegen (wie in einem benutzerdefinierten Lüftungsgitter), werden die verbleibenden Stege zu schwach, um die Stanzbelastung aufzufangen.
Dies führt zu "Ölverkrustungen", bei denen sich das Blech verzieht und wie der Boden einer Ölkanne auf und ab springt. Halten Sie die Mindeststegbreite zwischen den Löchern mindestens 1x so groß wie die Materialdicke, idealerweise breiter, wenn die Lochgruppe eine große Fläche abdeckt.
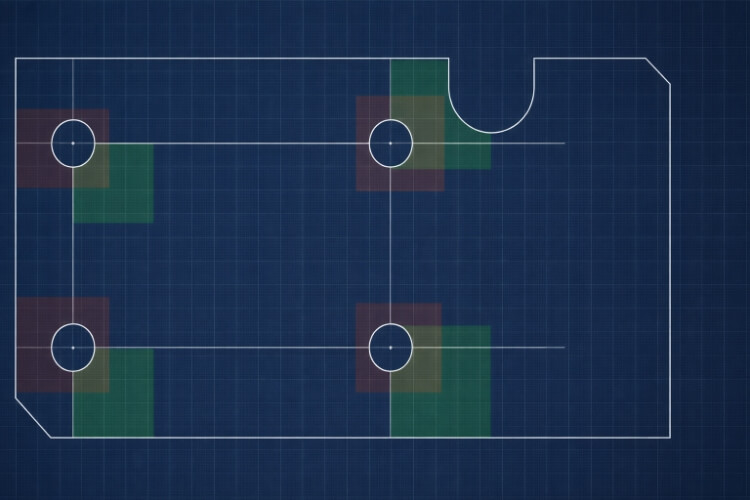
Formular Freigabe
Die Revolverpresse verwendet Metallklammern, um das Blech zu greifen und es über den Tisch zu ziehen. Außerdem wird ein flaches Abstreifkissen verwendet, das um den Stempel herum nach unten drückt.
Wenn Sie eine eingebaute Jalousie oder ein extrudiertes Loch zu nahe am Rand des Blechs anbringen, können die Klammern es zerdrücken. Wenn Formen zu nahe an Standardlöchern platziert werden, zerdrückt die Abstreifzange das geformte Element, wenn sie herunterkommt, um das angrenzende Loch zu stanzen. Halten Sie einen großzügigen Abstand (mindestens 1 Zoll) zwischen Formen, flachen Löchern und den Blechkanten ein.
Produktionsfaktoren zur Kontrolle der Teilequalität
Selbst bei einer perfekten CAD-Datei gibt es in der realen Fertigung Variablen. Im Folgenden erfahren Sie, was in der Fertigung passiert und die Qualität Ihrer Teile beeinträchtigen kann, wenn der Betrieb den Prozess nicht richtig steuert.
Werkzeugverschleiß
Stempel und Matrizen sind Verschleißteile. Wenn ein Stempel stumpf wird, schert er das Metall nicht mehr sauber ab, sondern reißt es ein.
Ein stumpfes Werkzeug vergrößert den Grat an der Unterseite und kann "Abrieb" verursachen, bei dem sich mikroskopisch kleine Materialstücke (insbesondere Aluminium) mit dem Stempel verschweißen. Ein Qualitätsbetrieb kann dies verhindern, indem er die Anzahl der Treffer streng überwacht und die Werkzeuge systematisch schärft, um den richtigen Abstand zwischen den Matrizen zu erhalten.
Material Variation
Bleche sind nicht vollkommen gleichmäßig. Ein Blech aus 0,060″ kaltgewalztem Stahl kann mit 0,056″ oder 0,064″ aus dem Walzwerk kommen.
Diese Abweichung von 0,004 ″ scheint zwar winzig zu sein, wirkt sich aber direkt auf die geformten Merkmale aus. Wenn das Material auf der dickeren Seite der Frästoleranz liegt, drückt eine Maschine, die darauf programmiert ist, eine Senkung mit einer bestimmten Tiefe auszuführen, plötzlich zu tief und ruiniert damit den bündigen Sitz Ihrer Beschläge.
Kontrolle der Ebenheit
Jeder einzelne Treffer führt zu lokalen Spannungen im Blech. Wenn ein Teil 500 Löcher benötigt, führt die angesammelte Spannung dazu, dass sich das gesamte flache Muster verbiegt oder verdreht.
Erfahrene Programmierer entschärfen dies, indem sie eine "gestaffelte" Stanzstrategie anwenden - sie stanzen die Löcher nach dem Zufallsprinzip über den Bogen und nicht in einer geraden Linie - um die Belastung gleichmäßig zu verteilen. Bei extrem dichten Perforationen müssen Sie jedoch damit rechnen, dass ein zweiter Walzenausgleichsvorgang erforderlich ist, um die Teile wieder zu glätten.
Positionelle Genauigkeit
Eine moderne CNC-Revolverpresse ist hochpräzise und hält oft Loch-zu-Loch-Toleranzen von ±0,005″ (0,127 mm) ein.
Beim Stanzen einer großen 4-Fuß-Platte kann es jedoch durch das ständige Stanzen und Ziehen zu einer leichten Dehnung des Blechs kommen. Ein Loch, das ganz am Anfang des Zyklus gestanzt wird, und ein Loch, das ganz am Ende gestanzt wird, können im Verhältnis zueinander leicht aus der Toleranz geraten. Wenn Sie kritische Verbindungspunkte in einer massiven Platte haben, sollten Sie diese Bezugspunkte klar kommunizieren, damit der Bediener die Programmiersequenz anpassen kann.
Was treibt die Kosten beim Revolverstanzen an?
Wenn Sie einen Kostenvoranschlag erhalten, der Ihnen ungewöhnlich hoch erscheint, handelt es sich selten um einen Rechenfehler. Die Kosten für CNC-Revolverstanzungen werden durch die Maschinenzeit und manuelle Eingriffe bestimmt. Das ist genau das, was Ihren Preis beeinflusst.
Anzahl der Treffer
Revolverpressen werden minutenweise abgerechnet. Wenn Ihr Entwurf einen großen, unregelmäßig geformten Ausschnitt erfordert, für den die Werkstatt kein spezielles Werkzeug hat, muss sie ihn mit 100 überlappenden Schlägen mit einem kleinen runden Stempel "herausnibbeln".
Die Lösung: Gestalten Sie den Ausschnitt so um, dass er zu einem rechteckigen oder quadratischen Standardwerkzeug passt, das sie bereits besitzen. Wenn Sie die Anzahl der Treffer von 100 auf 4 reduzieren, verkürzen Sie sofort Ihre Maschinenzeit und senken die Stückkosten.
Wiederverwendung von Werkzeugen
Wenn Sie ein standardmäßiges rundes 0,250″-Loch entwerfen, sind die Werkzeugkosten gleich Null. Wenn Sie einen hochspezifischen "D-Sub"-Steckverbinderausschnitt oder eine proprietäre Sternform entwerfen, muss das Geschäft kundenspezifische Werkzeuge bestellen.
Kundenspezifische Stanzen kosten zwischen $300 und $1.000+ und verlängern die Vorlaufzeit um Wochen. Wann immer möglich, standardisieren Sie Ihre Innenradien, Lochdurchmesser und Schlitzbreiten auf standardmäßige fraktionale oder metrische Abmessungen.

Einrichtungszeit
Eine Revolverpresse hat eine begrenzte Anzahl von Werkzeugstationen (normalerweise 30 bis 50).
Wenn Ihre Teilekonstruktion 15 verschiedene Lochgrößen umfasst, muss der Bediener die Maschine anhalten, die Werkzeuge manuell entfernen und neue Werkzeuge einlegen, bevor der Auftrag beginnen kann. Diese Einrichtungszeit wird Ihnen direkt in Rechnung gestellt. Durch die Konsolidierung Ihrer Bohrungsgrößen - zum Beispiel, indem Sie alle Befestigungsbohrungen mit 0,125″ anstelle von 0,125″ und 0,150″ anfertigen - können Sie der Werkstatt ermöglichen, den Auftrag schneller und kostengünstiger auszuführen.
Sekundäre Operationen
Der schnellste Weg, die Kosteneffizienz des Revolverstanzens zu ruinieren, besteht darin, manuelle Arbeit zu verlangen, nachdem das Teil die Maschine verlassen hat.
Das Entgraten von Hand, das manuelle Senken auf einer Bohrmaschine oder das Gewindeschneiden von Hand kostet bei jedem einzelnen Teil zusätzliche Arbeitsminuten. Wenn Ihr Volumen groß genug ist, fragen Sie Ihren Fertigungspartner, ob diese Funktionen in das Revolverprogramm integriert werden können, indem spezielle Inline-Entgratungs- oder Formwerkzeuge verwendet werden.
Revolverstanze vs. Laserschneiden
Die Entscheidung zwischen einer Stanzmaschine und einem Faserlaser ist selten eine Qualitätsdebatte, sondern eine mathematische Entscheidung, die auf Geometrie und Volumen basiert. Hier erfahren Sie, welches Verfahren für Ihr Teil tatsächlich geeignet ist.
Wiederholte Funktionen: Der Geschwindigkeitsvorteil
Laser schneiden, indem sie Metall schmelzen und wegblasen und den Umfang jedes einzelnen Lochs nachzeichnen. Wenn ein Teil 200 Viertelzoll-Löcher hat, muss der Laser 200 einzelne Kreise starten, durchbohren und nachzeichnen.
Ein Revolverstanzer stanzt das gesamte Viertelzoll-Loch in einem Bruchteil einer Sekunde. Bei Perforationen mit hoher Dichte, Gittern und Standardanordnungen ist die Stanzmaschine wesentlich schneller und kostengünstiger.
Flexibilitätsvorteil
Laser kümmern sich nicht um Werkzeugformen. Sie können eine komplizierte, organische Kurve genauso leicht schneiden wie eine gerade Linie. Wenn Ihr Teil geschwungene Konturen, große unregelmäßige Ausschnitte oder scharfe Innensplines aufweist, ist der Laser die richtige Wahl.
Eine Revolverpresse zum Schneiden einer geschwungenen organischen Kurve zu zwingen, erfordert ein starkes Nibbeln, was die Maschinenzeit in die Höhe treibt und die Kantenqualität ruiniert.
Glatt vs. Geschoren
Laserschneiden hinterlässt eine saubere, gerade Kante mit einer leichten vertikalen Streifung. Das Revolverstanzen hinterlässt eine mechanisch abgescherte Kante mit einem glatten Überschlag an der Oberseite und einer scharfen Bruchzone an der Unterseite.
Wenn das Teil für den Endverbraucher bestimmt ist und einen makellosen, gratfreien Rand direkt von der Maschine benötigt, ist das Laserschneiden die sicherere Wahl.
Produktion Zweck
Laser erfordern keinerlei physische Einrichtung - Sie laden die DXF-Datei und drücken auf Start. Das macht sie zum ultimativen Werkzeug für das Rapid Prototyping (1 bis 50 Teile).
Bei Revolverpressen muss ein Bediener die physischen Stempel und Matrizen manuell in die Stationen der Maschine laden. Diese Rüstzeit macht Prototypen teuer. Sobald die Maschine jedoch beladen ist, macht die schnelle Zykluszeit das Stanzen zur besten Wahl für mittlere bis hohe Produktionsläufe (500 und mehr Teile).
Was vor Produktionsbeginn zu überprüfen ist?
Bevor Sie ein Angebot genehmigen oder eine Bestellung freigeben, müssen bestimmte Details festgelegt werden. Eine Fehlkommunikation in diesem Bereich führt in der Regel zu abgelehnten Teilen oder unerwarteten Rechnungsbeträgen.
Keine Übertoleranz
Wenn Sie einen pauschalen ±0,005″-Toleranzblock auf einer 3-Fuß-Blechplatte anbringen, wird Ihr Angebot in die Höhe schnellen. Die Werkstatt muss ständig messen, anpassen und Werkzeuge wechseln, um diese Zahl überall einzuhalten.
Die Lösung: Markieren Sie ausdrücklich nur die kritischen Bezugspunkte - wie z. B. die Zentren der Montagebohrungen oder die Positionen der Einpressvorrichtungen -, die tatsächlich enge Toleranzen erfordern. Lassen Sie die unkritischen Außenmaße in einen standardmäßigen, billigeren Bereich von ±0,015″ oder ±0,020″ fallen.
Anforderungen an die Oberfläche
Gehen Sie nicht davon aus, dass die Werkstatt weiß, dass das Teil schön aussehen muss.
Wenn Sie gebürsteten Edelstahl bestellen, müssen Sie die Maserungsrichtung in Ihrer Zeichnung angeben. Wenn es sich bei dem Teil um ein Außengehäuse handelt, fügen Sie eine Anmerkung hinzu: "Kosmetisches Gesicht: Keine starken Werkzeugspuren oder Kratzer erlaubt." Dadurch ist die Werkstatt gezwungen, während der Produktion Schutzfolien, Bürstentische und Urethanpads zu verwenden.
Materialbeschreibungen
Die Angabe "Aluminium" oder "Stahl" auf einer Zeichnung ist ein schneller Weg, um Teile zu erhalten, die in der Praxis versagen. Verschiedene Legierungen verhalten sich in der Stanzmaschine unterschiedlich.
Die Lösung: Geben Sie die genaue Legierung und den Härtegrad an. 5052-H32 Aluminium stanzt sauber und lässt sich gut biegen. 6061-T6-Aluminium ist viel härter; es beschleunigt den Werkzeugverschleiß und bricht oft beim Biegen. Geben Sie die Materialqualität genau an, damit die Werkstatt die Maschinentonnage richtig berechnen kann.
Toleranzen Prioritäten
Wenn der Maschinenbediener während des Laufs eine Einstellung vornehmen muss, muss er wissen, was am wichtigsten ist. Ist die Gesamtlänge des Teils wichtiger als der genaue Abstand zwischen zwei bestimmten Befestigungslöchern?
Kommunizieren Sie Ihre Gestaltungsabsicht deutlich. Eine einfache Notiz wie "Die Abmessungen zwischen Loch A und Loch B sind für die Montage entscheidend" erspart dem Geschäft das Rätselraten.
Schlussfolgerung
Das Revolverstanzen ist ein unglaublich effizientes Fertigungsverfahren, vorausgesetzt, Ihre Teilegeometrie hält sich an die physikalischen Grenzen der Maschine. Es dominiert das Mittelfeld der Produktion und bietet massive Kosteneinsparungen für Teile mit sich wiederholenden Standardmerkmalen und integrierten Umformanforderungen.
Ein stabiles, kostengünstiges Ergebnis ist kein Zufall. Es hängt davon ab, dass man sich an strenge Konstruktionsregeln hält, versteht, wie sich der Werkzeugverschleiß auf die Kanten auswirkt, und eine klare Überprüfung vor der Produktion mit seinem Fertigungspartner durchführt.
Sind Sie bereit, Ihren nächsten Blechdurchlauf zu optimieren? Wenn Ihre Teile vom Prototyp in die Produktion übergehen, brauchen Sie einen Prozess, der sich skalieren lässt. Senden Sie uns Ihre STEP- und DXF-Dateien für eine umfassende DFM-Prüfung. Unser Ingenieurteam hilft Ihnen, unnötige Kostentreiber zu identifizieren, Ihre Lochgrößen zu standardisieren und Ihre Teile schneller aus der Stanzmaschine zu bekommen.