
When engineers specify powder coating steel parts, the expectation is a durable, uniform protective layer. But in reality, simply writing “powder coat black” on a manufacturing drawing does not guarantee a successful outcome.
The final quality of the coating is not just about the powder; it is heavily dependent on shop-floor realities. The specific steel alloy, the surface preparation method, and the part’s geometry all dictate how the coating will behave inside the curing oven. While powder coating is more robust and environmentally compliant than wet paint, it is a high-temperature thermal process that imposes strict constraints on both design and tolerances.
Failing to account for these constraints during the CAD phase leads to assembly interference, premature rust, and delayed production schedules. To bridge the gap between design expectations and manufacturing reality, this guide breaks down:
- Defect Prevention: The root causes of common failures and how to fix them in your drawings.
- Steel Compatibility: How carbon, galvanized, and stainless steel dictate pretreatment needs.
- DFM Rules: Exact guidelines for edge coverage, thread masking, and drainage holes.
- Cost Drivers: Why volume pricing and custom colors drastically change your quotes.

Powder Coating Works Best in These Steel Applications
Choosing powder coating over liquid paint, anodizing, or plating depends on the functional requirements of the part and its operating environment. Powder coating provides a thick, resilient barrier, making it suitable for varying levels of wear and exposure.
Indoor Products
For indoor applications like server racks, consumer appliances, and office furniture, powder coating is primarily used for aesthetics and moderate wear resistance. Epoxy or epoxy-polyester hybrid powders are usually specified here.
These formulations provide a smooth, consistent finish and good chemical resistance. Since UV exposure is minimal indoors, the natural tendency of epoxy powders to chalk or fade under direct sunlight is not an issue. The standard film thickness for these applications is typically 2.0 to 3.0 mils (50 to 75 microns).
Outdoor Products
Steel components exposed to the weather—such as telecom enclosures, agricultural machinery, and architectural panels—require UV stability and high corrosion resistance. In these cases, polyester or polyurethane powders are the standard choice, as they resist fading and chalking under sunlight.
For extended outdoor life, manufacturers often apply a dual-coat system. This involves a zinc-rich epoxy primer applied to the bare steel for rust prevention, followed by a polyester topcoat for UV protection.
Industrial Equipment
Heavy-duty industrial frames, factory machinery, and automotive undercarriage parts face constant vibration, impact, and exposure to oils or solvents. Powder coating works well for these applications because it resists chipping and scratching better than standard liquid paints.
Thicker coatings, sometimes up to 4.0 to 6.0 mils, can be applied in these environments. This provides an extra sacrificial layer against severe mechanical abrasion.
Alternative Finishes
While versatile, powder coating is not a universal solution. It may cause issues for precision sliding components or parts with extremely tight mating tolerances, where the 0.05 mm to 0.15 mm thickness of the powder layer would interfere with assembly. Designers should either specify masking for critical mating surfaces or undersize/oversize dimensions to accommodate the coating buildup.
Additionally, assemblies that contain heat-sensitive materials cannot undergo powder coating. The curing process requires oven temperatures around 200°C (400°F), which will melt pre-installed rubber seals or degrade certain plastics. In those scenarios, chemical treatments like black oxide or thin-film plating are more appropriate.
Steel Types That Change How Powder Coating Behaves
“Steel” is not a single variable in the spray booth. The metallurgical makeup and surface condition of the specific steel substrate dictate the necessary pretreatment steps and directly affect the adhesion of the powder.
Carbon Steel
Mild carbon steel (like Q235 or A36) is the most common substrate for sheet metal fabrication, but it is highly susceptible to rapid oxidation (flash rust) once exposed to air.
To ensure proper adhesion, the factory must thoroughly degrease the part and apply a conversion coating, typically iron phosphate or zinc phosphate. This chemical treatment cleans the steel and creates a microscopic crystalline structure on the surface, allowing the powder to grip the metal mechanically.
Galvanized Steel
Powder coating over galvanized steel provides excellent corrosion resistance but introduces a specific manufacturing challenge: outgassing. When the galvanized part is heated in the curing oven, moisture and gases trapped in the porous zinc layer expand and force their way through the melting powder.
This results in small pinholes or blisters on the finished surface. To prevent this, factories must use outgassing-forgiving (OGF) primers or pre-bake the parts to release the trapped gases before applying the powder.
Stainless Steel
Stainless steel grades (such as 304 or 316) are inherently corrosion-resistant. When they are powder coated, it is usually to meet specific branding colors, reduce light reflectivity, or add an extra barrier in severe chemical environments.
The challenge with stainless steel is its very dense, smooth surface. Standard chemical washing is often insufficient for powder adhesion. The surface requires physical abrasion, such as grit blasting, to create an anchor profile—a roughened texture that gives the powder a physical structure to bite into. Without this, the coating may peel or flake under stress.
Welded Assemblies
Parts constructed from multiple welded steel pieces require careful attention before coating. Weld spatter must be ground smooth, as powder will recede from sharp protrusions during the curing phase, leaving exposed metal. Flux residue or welding slag can also prevent the powder from adhering.
Another issue occurs in overlapping joints or spot-welded seams, where pretreatment chemicals can become trapped. When heated in the oven, these trapped liquids boil out and stain or rupture the surrounding powder coat. For welded assemblies, designing strategic weep holes and specifying continuous welds rather than stitch welds prevents chemical entrapment and ensures a clean finish.
Where Powder Coating Quality Is Actually Decided
Two factories can use the exact same powder from the same supplier and deliver completely different results. The final quality of a powder-coated part is rarely determined by the powder itself; it is decided by how the factory manages the preparation, application, and curing stages.
Surface Preparation
Raw sheet metal arrives at the coating line with cutting oils, laser oxide scale, and sometimes light rust. If a part is laser-cut using oxygen, it leaves a hard oxide layer on the edges. If this scale is not mechanically removed, the powder coat will eventually flake off along with the scale.
For parts requiring maximum adhesion, factories use abrasive blasting to remove contaminants and create an anchor profile. This microscopic surface roughness gives the powder a physical structure to lock onto, which is standard practice for heavy-duty applications.
Pretreatment
After physical preparation, parts go through a chemical wash. A standard multi-stage pretreatment cleans the steel and applies a phosphate conversion coating to prevent rust and promote adhesion.
Visual inspection cannot detect poor pretreatment. A poorly washed part looks identical to a perfectly prepared one when it leaves the oven, but the lack of chemical bonding will cause the coating to flake off in large sheets within months of field use.
Electrostatic Application
Powder is applied using a spray gun that imparts an electrostatic charge to the particles, which are then drawn to the grounded steel part. While this creates an even coat on flat surfaces, it causes issues with complex geometries.
This phenomenon is known as the Faraday cage effect. The electromagnetic field pushes charged powder away from tight inside corners, deep channels, and narrow recesses, leaving these areas under-coated. To counter this, operators must manually adjust the gun voltage or spray angles.

Curing
Once coated, parts enter an oven to melt and cross-link the powder. This requires sustained heat, usually around 200°C (400°F). Heavy solid steel parts take longer to reach the target temperature, requiring slower conveyor speeds.
Heating large, thin sheet metal components (like 0.8mm panels) too quickly may cause warping due to thermal expansion. Additionally, if the heating curve is not controlled, trapped moisture or gases in the metal will expand, leading to outgassing—which pushes bubbles through the curing powder and creates pinholes.
Design Rules That Prevent Coating Failures
Many powder coating defects originate in the CAD software, not the spray booth. Engineers can prevent manufacturing delays and assembly issues by applying specific Design for Manufacturing (DFM) rules before releasing drawings.
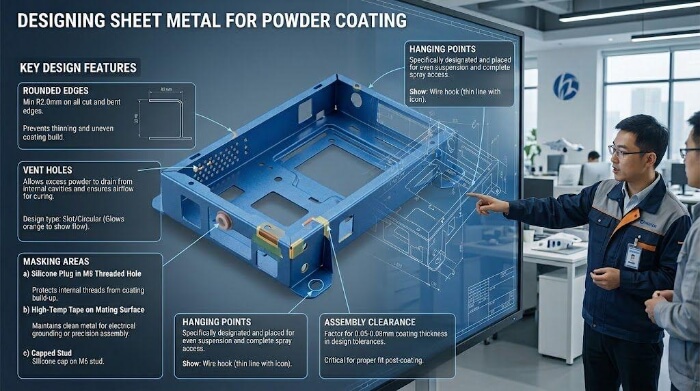
Edge Coverage
During the curing phase, powder melts and turns into a liquid before hardening. Surface tension pulls this liquid away from sharp, 90-degree corners, resulting in a very thin coating at the edges.
These thin edges usually become the first point of failure for rust. To prevent this, drawings should specify an edge break, a chamfer, or a minimum corner radius (such as R0.5). A rounded edge allows the powder to wrap evenly and maintain its specified thickness.
Threads and Tolerances
Powder coating adds tangible thickness to the part, typically between 0.05 mm and 0.15 mm per coated surface. For precision assemblies, this buildup easily causes interference. Engineers must design proper clearance into sliding fits and mating holes.
For tapped holes and precision bores, the drawing must explicitly specify masking. Factories will insert high-temperature silicone plugs into these holes before spraying, ensuring threads remain bare and fasteners fit correctly during final assembly.
Drain Holes
Most pretreatment lines involve dipping or spraying the parts with liquid chemicals and water. If a part has folded box sections, internal channels, or welded tubes, these liquids will pool inside.
If liquid remains trapped when the part enters the curing oven, it will boil, ruining the nearby coating and causing internal corrosion. Designers must include strategic drain holes at the lowest points of the assembly to allow chemicals to flow out freely.
Hanging Points
Powder coating is an automated conveyor process. Every part must be hung on a metal hook to provide an electrical ground and to move it through the line. Wherever the hook touches the part, powder cannot reach, leaving a small bare spot.
Instead of letting the factory guess where to clamp the part—which slows down both rapid prototyping setups and mass production lines—engineers should design a dedicated hanging hole in a non-cosmetic area and clearly indicate it on the drawing.
Why Some Powder Coated Parts Fail Early?
A properly specified and applied powder coat usually lasts for years without degrading. When a part shows rust, peeling, or fading within months, it usually points to a mismatch in specifications or a failure in factory quality control.
Pretreatment Quality
The most common cause of early coating failure is inadequate pretreatment. If the part rusts rapidly underneath the coating and the paint flakes off in large sheets, the chemical bond has failed.
This means the steel was not properly degreased, the chemical wash was contaminated, or flash rust formed between the washing and spraying stages.
Coating Thickness
More powder is not always better. A coating that is applied too thinly (under 1.5 mils) will be porous, allowing moisture to reach the steel and initiate rust.
However, applying the coating too thickly (over 5.0 mils for standard powders) makes the finish brittle. An overly thick coating will crack easily upon mechanical impact and often develops a heavy texture that degrades the visual quality.
Powder Selection
Specifying the wrong resin type usually guarantees early failure. If an epoxy powder (designed for indoor chemical resistance) is used on an outdoor enclosure, UV radiation will break down the resin binder.
The surface will begin to chalk, fade, and eventually degrade within a year. Selecting the correct chemistry for the expected UV exposure is a baseline requirement.
Service Environment
A standard polyester powder coat works well for typical outdoor environments, but it will fail rapidly in coastal areas or highly corrosive industrial settings.
Relying on standard indoor or outdoor powder for equipment destined for coastal areas is a guaranteed failure. For reliable performance across different global environments, engineers must specify the required salt spray resistance hours (e.g., 1000 hours ASTM B117) on the drawing, rather than just calling out the resin type.
What Drives Powder Coating Costs?
When budgeting for powder coating steel, quotes from different suppliers for the exact same part can vary significantly. This usually comes down to how the factory calculates manual labor, line setup time, and volume scaling.
Part Geometry
Flat sheet metal panels run easily through automated conveyor spray lines, keeping costs low. Conversely, complex parts with deep recesses or heavy welded structures require manual spraying to overcome the Faraday cage effect.
This manual intervention directly increases labor time. Furthermore, bulky or awkwardly shaped parts take up more space on the curing rack, reducing the total number of parts the factory can process per hour.
Surface Preparation
A standard chemical wash and phosphate treatment are usually built into the baseline price of the coating.
However, if the steel requires abrasive blasting to remove heavy laser oxide scale or to create a deep anchor profile, costs will increase. Blasting is a labor-intensive process that requires specialized equipment and extra handling time.
Powder and Color Selection
Using a factory’s standard run colors (such as basic RAL black, white, or gray) is the most cost-effective approach. Specifying a custom color introduces significant color changeover costs.
To prevent cross-contamination between different powders, operators must shut down the line. They must perform a thorough spray booth cleaning (which usually takes 2 to 4 hours), and purge all hoses and spray guns.
Production Volume
The pricing difference between prototyping and mass production is heavily driven by setup time. For a rapid prototype, the cost of masking setup, booth cleaning, and oven calibration falls entirely on a few parts.
Powder coating becomes much more cost-effective at volume because these initial setup times are amortized over thousands of units.
Additionally, custom powder formulations usually come with a Minimum Order Quantity (MOQ) of 20kg to 25kg from the powder manufacturer. This makes custom colors financially impractical for small batch prototypes.
Common Powder Coating Problems in Production
| Defect | Common Cause | Prevention / DFM Fix |
| Orange Peel | Excessive film build or rapid heating | Specify strict film thickness limits (e.g., max 3.5 mils). |
| Pinholes | Outgassing from porous substrate | Specify OGF primer or pre-baking for galvanized steel. |
| Poor Adhesion | Inadequate pretreatment | Require abrasive blasting to create an anchor profile. |
| Premature Corrosion | Thin edge coverage | Design minimum R0.5 edge breaks on all sharp corners. |
Conclusion
Ultimately, successful powder coating steel requires more than just selecting a RAL color code. It depends on understanding the specific steel alloy, designing proper clearances, and accounting for the physical realities of the spray booth and curing oven.
By addressing edge geometry, thread masking, and drainage holes during the CAD phase, engineers can prevent assembly failures and control long-term production costs.
Transitioning from a digital design to a finished, fully coated part requires practical manufacturing expertise. Whether you are stamping, welding, or powder coating steel, TZR brings over 10 years of hands-on experience to ensure your parts are optimized for production. Send us your CAD or STEP files for a free DFM review.
FAQs
Can you powder coat over existing rust or mill scale?
No. Powder coating requires a clean, bare metal surface to achieve mechanical and chemical adhesion. Coating over rust or scale will cause the finish to flake off rapidly. The steel must be mechanically blasted or chemically stripped before entering the coating line.
How thick is a standard powder coating on sheet metal?
For most indoor and standard outdoor steel applications, the applied coating thickness is usually between 2.0 to 3.0 mils (50 to 75 microns). Specialized heavy-duty coatings can exceed 5.0 mils.
Can powder-coated steel parts be welded after the coating is applied?
No. The heat from the welding arc will burn and destroy the surrounding powder coat, releasing toxic fumes and leaving exposed metal. All welding, grinding, and surface blending must be completely finished before the pretreatment and coating process begins.
Can powder coating be touched up if it gets scratched during installation?
Yes, but not with powder. Because powder coating requires a 200°C curing oven, field repairs are done using color-matched liquid touch-up paint (such as an acrylic or polyurethane spray). While this restores corrosion protection, the touched-up area will never perfectly match the durability or exact texture of the original baked powder coat.