
Wenn Ingenieure die Pulverbeschichtung von Stahlteilen vorschreiben, erwarten sie eine dauerhafte, gleichmäßige Schutzschicht. Aber in der Realität ist der einfache Vermerk "Pulverbeschichtung schwarz" auf einer Fertigungszeichnung keine Garantie für ein erfolgreiches Ergebnis.
Die endgültige Qualität der Beschichtung ist nicht nur eine Frage des Pulvers, sondern hängt in hohem Maße von den Gegebenheiten in der Werkstatt ab. Die spezifische Stahllegierung, das Verfahren zur Oberflächenvorbereitung und die Geometrie des Teils bestimmen, wie sich die Beschichtung im Einbrennofen verhält. Die Pulverbeschichtung ist zwar robuster und umweltfreundlicher als die Nasslackierung, doch handelt es sich um einen thermischen Hochtemperaturprozess, der strenge Auflagen für Design und Toleranzen mit sich bringt.
Werden diese Einschränkungen in der CAD-Phase nicht berücksichtigt, führt dies zu Störungen bei der Montage, vorzeitigem Rost und verzögerten Produktionsplänen. Um die Kluft zwischen den Erwartungen an die Konstruktion und der Fertigungsrealität zu überbrücken, wird in diesem Leitfaden aufgeschlüsselt:
- Defektprävention: Die Hauptursachen für häufige Fehler und wie Sie diese in Ihren Zeichnungen beheben können.
- Stahl Kompatibilität: Wie Kohlenstoff-, verzinkter und rostfreier Stahl den Vorbehandlungsbedarf bestimmen.
- DFM-Regeln: Genaue Richtlinien für Kantenabdeckung, Fadenabdeckung und Entwässerungslöcher.
- Kostentreiber: Warum Volumenpreise und individuelle Farben Ihre Angebote drastisch verändern.

Pulverbeschichtung funktioniert am besten bei diesen Stahlanwendungen
Die Pulverbeschichtung der Flüssigfarbe vorziehen, Eloxieren, oder Beschichtung hängt von den funktionalen Anforderungen des Teils und seiner Betriebsumgebung ab. Die Pulverbeschichtung bietet eine dicke, widerstandsfähige Barriere und eignet sich daher für unterschiedliche Abnutzungsgrade und Belastungen.
Produkte für den Innenbereich
Für Innenanwendungen wie ServerschränkeDie Pulverbeschichtung wird in erster Linie aus ästhetischen Gründen und wegen der mäßigen Verschleißfestigkeit eingesetzt, z. B. für Haushaltsgeräte und Büromöbel. In der Regel werden hier Epoxid- oder Epoxid-Polyester-Hybridpulver eingesetzt.
Diese Formulierungen bieten eine glatte, gleichmäßige Oberfläche und gute chemische Beständigkeit. Da die UV-Belastung in Innenräumen minimal ist, ist die natürliche Tendenz von Epoxidpulvern, unter direkter Sonneneinstrahlung zu kreiden oder zu verblassen, kein Problem. Die Standardschichtdicke für diese Anwendungen beträgt in der Regel 2,0 bis 3,0 mils (50 bis 75 Mikrometer).
Outdoor-Produkte
Stahlteile, die der Witterung ausgesetzt sind, wie z. B. Telekommunikationsgehäuse, landwirtschaftliche Maschinen und architektonische Paneele, erfordern UV-Stabilität und hohe Korrosionsbeständigkeit. In diesen Fällen sind Polyester- oder Polyurethanpulver die Standardwahl, da sie unter Sonneneinstrahlung nicht ausbleichen oder kreiden.
Um die Lebensdauer im Freien zu verlängern, verwenden die Hersteller häufig ein Zweischichtsystem. Dabei wird eine zinkhaltige Epoxid-Grundierung auf den blanken Stahl aufgetragen, um Rost zu verhindern, gefolgt von einer Polyester-Deckbeschichtung für den UV-Schutz.
Industrielle Ausrüstung
Schwere Industrierahmen, Werksmaschinen und Fahrwerksteile von Kraftfahrzeugen sind ständigen Vibrationen, Stößen und der Einwirkung von Ölen oder Lösungsmitteln ausgesetzt. Die Pulverbeschichtung eignet sich gut für diese Anwendungen, da sie besser gegen Abplatzungen und Kratzer beständig ist als herkömmliche Flüssiglacke.
In diesen Umgebungen können dickere Beschichtungen, manchmal bis zu 4,0 bis 6,0 mils, aufgetragen werden. Dies bietet eine zusätzliche Opferschicht gegen starke mechanische Abnutzung.
Alternative Verarbeitungen
Obwohl die Pulverbeschichtung vielseitig ist, ist sie keine Universallösung. Bei gleitenden Präzisionsbauteilen oder Teilen mit extrem engen Passungstoleranzen, bei denen die 0,05 mm bis 0,15 mm dicke Pulverschicht die Montage behindern würde, kann es zu Problemen kommen. Die Konstrukteure sollten entweder die kritischen Passflächen abdecken oder die Abmessungen unter- bzw. überdimensionieren, um den Beschichtungsaufbau zu berücksichtigen.
Außerdem können Baugruppen, die hitzeempfindliche Materialien enthalten, nicht pulverbeschichtet werden. Der Aushärtungsprozess erfordert Ofentemperaturen um 200°C (400°F), die vorinstallierte Gummidichtungen zum Schmelzen bringen oder bestimmte Kunststoffe zersetzen. In solchen Fällen sind chemische Behandlungen wie Schwarzoxid oder Dünnschichtbeschichtungen besser geeignet.
Stahlsorten, die das Verhalten der Pulverbeschichtung verändern
"Stahl" ist keine einzelne Variable in der Spritzkabine. Die metallurgische Beschaffenheit und der Oberflächenzustand des jeweiligen Stahlsubstrats bestimmen die notwendigen Vorbehandlungsschritte und wirken sich direkt auf die Haftung des Pulvers aus.
Kohlenstoffstahl
Weicher Kohlenstoffstahl (wie Q235 oder A36) ist das gängigste Substrat für die Blechverarbeitung, aber er ist sehr anfällig für schnelle Oxidation (Flugrost), sobald er der Luft ausgesetzt ist.
Um eine gute Haftung zu gewährleisten, muss das Werk das Teil gründlich entfetten und eine Konversionsbeschichtung auftragen, in der Regel Eisenphosphat oder Zinkphosphat. Diese chemische Behandlung reinigt den Stahl und erzeugt eine mikroskopisch kleine kristalline Struktur auf der Oberfläche, die es dem Pulver ermöglicht, mechanisch auf dem Metall zu haften.
Verzinkter Stahl
Die Pulverbeschichtung von verzinktem Stahl bietet eine hervorragende Korrosionsbeständigkeit, stellt jedoch eine besondere Herausforderung bei der Herstellung dar: die Ausgasung. Wenn das verzinkte Teil im Aushärteofen erhitzt wird, dehnen sich Feuchtigkeit und Gase, die in der porösen Zinkschicht eingeschlossen sind, aus und bahnen sich ihren Weg durch das schmelzende Pulver.
Dies führt zu kleinen Nadellöchern oder Blasen auf der fertigen Oberfläche. Um dies zu verhindern, müssen die Betriebe ausgasungsmindernde Grundierungen verwenden oder die Teile vor dem Auftragen des Pulvers einbrennen, um die eingeschlossenen Gase zu lösen.
Rostfreier Stahl
Rostfreie Stahlsorten (wie 304 oder 316) sind von Natur aus korrosionsbeständig. Wenn sie pulverbeschichtet werden, geschieht dies in der Regel, um bestimmte Markenfarben zu erzielen, die Lichtreflexion zu verringern oder eine zusätzliche Barriere in schwierigen chemischen Umgebungen zu schaffen.
Die Herausforderung bei rostfreiem Stahl ist seine sehr dichte, glatte Oberfläche. Eine herkömmliche chemische Reinigung ist für die Haftung des Pulvers oft nicht ausreichend. Die Oberfläche muss physisch abgetragen werden, z. B. durch Sandstrahlen, um ein Ankerprofil zu erzeugen - eine aufgeraute Textur, die dem Pulver eine physische Struktur gibt, in die es sich einbrennen kann. Ohne diese Struktur kann die Beschichtung unter Belastung abblättern oder abplatzen.
Geschweißte Baugruppen
Teile, die aus mehreren geschweißten Stahlteilen bestehen, müssen vor der Beschichtung sorgfältig bearbeitet werden. Schweißspritzer müssen glatt geschliffen werden, da sich das Pulver während der Aushärtungsphase von scharfen Vorsprüngen löst und freies Metall zurücklässt. Auch Flussmittelrückstände oder Schweißschlacke können das Anhaften des Pulvers verhindern.
Ein weiteres Problem tritt bei überlappenden Fugen oder punktgeschweißten Nähten auf, wo Vorbehandlungschemikalien eingeschlossen werden können. Beim Erhitzen im Ofen kochen diese eingeschlossenen Flüssigkeiten aus und verschmutzen oder zerreißen die umgebende Pulverbeschichtung. Bei geschweißten Baugruppen verhindert die Planung strategischer Entwässerungslöcher und die Verwendung durchgehender Schweißnähte anstelle von Punktschweißnähten das Einschließen von Chemikalien und gewährleistet eine saubere Oberfläche.
Wo die Qualität der Pulverbeschichtung tatsächlich entschieden wird
Zwei Fabriken können genau das gleiche Pulver vom gleichen Lieferanten verwenden und völlig unterschiedliche Ergebnisse erzielen. Die endgültige Qualität eines pulverbeschichteten Teils wird selten durch das Pulver selbst bestimmt, sondern durch die Art und Weise, wie die Fabrik die Vorbereitungs-, Anwendungs- und Aushärtungsphasen handhabt.
Vorbereitung der Oberfläche
Rohe Bleche kommen mit Schneidölen, Laseroxidzunder und manchmal auch mit leichtem Rost an der Beschichtungsanlage an. Wenn ein Teil Lasergeschnitten durch Sauerstoff eine harte Oxidschicht an den Rändern zurück. Wenn diese Schicht nicht mechanisch entfernt wird, blättert die Pulverbeschichtung schließlich zusammen mit der Schicht ab.
Für Teile, die eine maximale Haftung erfordern, verwenden die Fabriken Strahlen, um Verunreinigungen zu entfernen und ein Ankerprofil zu erzeugen. Diese mikroskopische Oberflächenrauhigkeit gibt dem Pulver eine physische Struktur, an der es sich festsetzen kann, was bei Hochleistungsanwendungen üblich ist.
Vorbehandlung
Nach der physikalischen Vorbereitung werden die Teile einer chemischen Reinigung unterzogen. Eine mehrstufige Standard-Vorbehandlung reinigt den Stahl und trägt eine Phosphat-Konversionsbeschichtung auf, um Rost zu verhindern und die Haftung zu fördern.
Eine schlechte Vorbehandlung lässt sich durch eine Sichtprüfung nicht erkennen. Ein schlecht gewaschenes Teil sieht genauso aus wie ein perfekt vorbereitetes, wenn es den Ofen verlässt, aber die fehlende chemische Bindung wird dazu führen, dass die Beschichtung innerhalb von Monaten nach dem Einsatz in großen Blättern abblättert.
Elektrostatische Anwendung
Das Pulver wird mit einer Spritzpistole aufgetragen, die die Partikel elektrostatisch auflädt, die dann auf das geerdete Stahlteil gezogen werden. Dies führt zwar zu einer gleichmäßigen Beschichtung auf flachen Oberflächen, verursacht aber Probleme bei komplexen Geometrien.
Dieses Phänomen ist als Faradayscher Käfig-Effekt bekannt. Das elektromagnetische Feld drückt geladenes Pulver aus engen Innenecken, tiefen Kanälen und schmalen Vertiefungen weg, so dass diese Bereiche unterbeschichtet bleiben. Um dem entgegenzuwirken, müssen die Bediener die Pistolenspannung oder den Sprühwinkel manuell einstellen.

Aushärtung
Nach der Beschichtung kommen die Teile in einen Ofen, um das Pulver zu schmelzen und zu vernetzen. Dies erfordert anhaltende Hitze, in der Regel um die 200°C (400°F). Schwere, massive Stahlteile brauchen länger, um die Zieltemperatur zu erreichen, und erfordern daher eine langsamere Fördergeschwindigkeit.
Das zu schnelle Erwärmen von großen, dünnen Blechteilen (z. B. 0,8-mm-Platten) kann aufgrund der Wärmeausdehnung zu Verformungen führen. Wenn die Erwärmungskurve nicht kontrolliert wird, dehnen sich außerdem eingeschlossene Feuchtigkeit oder Gase im Metall aus, was zu Ausgasungen führt, die Blasen durch das Aushärtungspulver drücken und Nadellöcher verursachen.
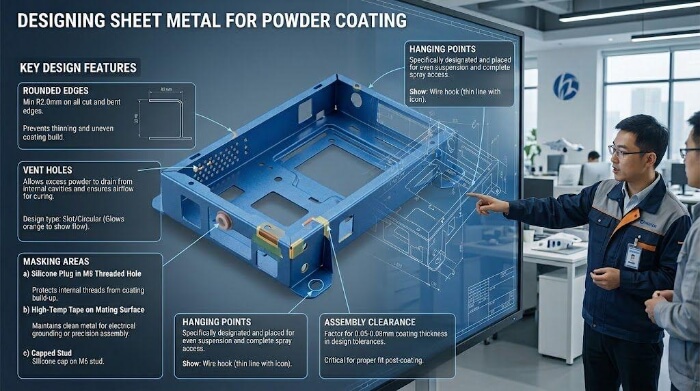
Konstruktionsregeln zur Vermeidung von Beschichtungsfehlern
Viele Fehler bei der Pulverbeschichtung haben ihren Ursprung in der CAD-Software, nicht in der Spritzkabine. Ingenieure können Fertigungsverzögerungen und Montageprobleme vermeiden, indem sie vor der Freigabe von Zeichnungen bestimmte DFM-Regeln (Design for Manufacturing) anwenden.
Randabdeckung
Während der Aushärtungsphase schmilzt das Pulver und verwandelt sich in eine Flüssigkeit, bevor es aushärtet. Durch die Oberflächenspannung wird diese Flüssigkeit von scharfen 90-Grad-Ecken weggezogen, was zu einer sehr dünnen Beschichtung an den Kanten führt.
Diese dünnen Kanten sind in der Regel der erste Angriffspunkt für Rost. Um dies zu verhindern, sollten Zeichnungen einen Kantenbruch, eine Fase oder einen Mindesteckenradius (z. B. R0,5) vorsehen. Eine abgerundete Kante ermöglicht es dem Pulver, sich gleichmäßig zu umhüllen und die angegebene Dicke beizubehalten.
Gewinde und Toleranzen
Durch die Pulverbeschichtung wird das Teil spürbar dicker, in der Regel zwischen 0,05 mm und 0,15 mm pro beschichtete Fläche. Bei Präzisionsbauteilen führt diese Anhäufung leicht zu Störungen. Ingenieure müssen geeignete Freigabe in Schiebesitze und Gegenbohrungen.
Bei Gewindelöchern und Präzisionsbohrungen muss in der Zeichnung ausdrücklich eine Maskierung angegeben werden. Die Fabriken setzen vor dem Sprühen Hochtemperatur-Silikonstopfen in diese Löcher ein, um sicherzustellen, dass die Gewinde frei bleiben und die Befestigungselemente bei der Endmontage richtig sitzen.
Abflusslöcher
Bei den meisten Vorbehandlungsanlagen werden die Teile mit flüssigen Chemikalien und Wasser getaucht oder besprüht. Wenn ein Teil gefaltete Kastenabschnitte, innere Kanäle oder geschweißte Rohre hat, sammeln sich diese Flüssigkeiten im Inneren.
Bleibt die Flüssigkeit eingeschlossen, wenn das Teil in den Aushärteofen eintritt, kocht sie und ruiniert die benachbarte Beschichtung und verursacht innere Korrosion. Die Konstrukteure müssen an den tiefsten Stellen der Baugruppe strategische Abflusslöcher vorsehen, damit die Chemikalien frei abfließen können.
Hängende Punkte
Die Pulverbeschichtung ist ein automatisierter Förderprozess. Jedes Teil muss an einem Metallhaken aufgehängt werden, um eine elektrische Erdung zu gewährleisten und es durch die Anlage zu bewegen. Überall dort, wo der Haken das Teil berührt, kann das Pulver nicht eindringen und hinterlässt eine kleine blanke Stelle.
Anstatt die Fabrik raten zu lassen, wo das Teil geklemmt werden soll - was sowohl das Rapid-Prototyping-Setup als auch die Massenproduktion verlangsamt -, sollten die Ingenieure ein spezielles Aufhängeloch in einem nicht-kosmetischen Bereich entwerfen und es auf der Zeichnung deutlich angeben.
Warum fallen einige pulverbeschichtete Teile frühzeitig aus?
Eine ordnungsgemäß spezifizierte und aufgetragene Pulverbeschichtung hält in der Regel jahrelang, ohne sich zu verschlechtern. Wenn ein Teil innerhalb weniger Monate Rost, Abblättern oder Verblassen zeigt, deutet dies in der Regel auf eine falsche Spezifikation oder ein Versagen der Qualitätskontrolle im Werk hin.
Qualität der Vorbehandlung
Die häufigste Ursache für ein frühzeitiges Versagen der Beschichtung ist eine unzureichende Vorbehandlung. Wenn das Teil unter der Beschichtung schnell rostet und die Farbe in großen Blättern abblättert, ist die chemische Bindung gescheitert.
Das bedeutet, dass der Stahl nicht richtig entfettet wurde, die chemische Reinigung verunreinigt war oder sich zwischen dem Waschen und Spritzen Flugrost gebildet hat.
Dicke der Beschichtung
Mehr Pulver ist nicht immer besser. Eine zu dünn aufgetragene Beschichtung (unter 1,5 Millimeter) wird porös, so dass Feuchtigkeit auf den Stahl gelangen und Rost auslösen kann.
Wird die Beschichtung jedoch zu dick aufgetragen (über 5,0 mils bei Standardpulvern), wird die Oberfläche spröde. Eine zu dicke Beschichtung reißt leicht bei mechanischer Einwirkung und entwickelt oft eine schwere Textur, die die optische Qualität beeinträchtigt.
Auswahl des Pulvers
Die Angabe des falschen Harztyps garantiert in der Regel ein frühzeitiges Versagen. Wenn ein Epoxidpulver (das für die chemische Beständigkeit in Innenräumen ausgelegt ist) für ein Gehäuse im Freien verwendet wird, zersetzt die UV-Strahlung das Harzbindemittel.
Innerhalb eines Jahres beginnt die Oberfläche zu kreiden, zu verblassen und sich schließlich zu zersetzen. Die Auswahl der richtigen Chemie für die zu erwartende UV-Belastung ist eine Grundvoraussetzung.
Dienstliche Umgebung
Eine Standard-Polyester-Pulverbeschichtung eignet sich gut für typische Außenumgebungen, versagt jedoch schnell in Küstengebieten oder in stark korrosiven industriellen Umgebungen.
Wenn man sich bei Geräten, die für Küstengebiete bestimmt sind, auf Standardpulver für den Innen- oder Außenbereich verlässt, ist ein Misserfolg garantiert. Um eine zuverlässige Leistung in verschiedenen globalen Umgebungen zu gewährleisten, müssen die Ingenieure die erforderliche Salzsprühnebelbeständigkeit (z. B. 1000 Stunden nach ASTM B117) auf der Zeichnung angeben, anstatt nur den Harztyp zu nennen.
Was treibt die Kosten für die Pulverbeschichtung?
Bei der Budgetierung für die Pulverbeschichtung von Stahl können die Kostenvoranschläge verschiedener Lieferanten für ein und dasselbe Teil erheblich voneinander abweichen. Dies hängt in der Regel damit zusammen, wie die Fabrik die manuelle Arbeit, die Einrichtungszeit der Anlage und die Mengenstaffelung berechnet.
Teil-Geometrie
Flache Blechtafeln lassen sich leicht durch automatisierte Förderspritzanlagen transportieren, was die Kosten niedrig hält. Umgekehrt erfordern komplexe Teile mit tiefen Aussparungen oder schweren Schweißkonstruktionen manuelles Spritzen, um den Faradayschen Käfig zu überwinden.
Dieser manuelle Eingriff erhöht unmittelbar die Arbeitszeit. Außerdem benötigen sperrige oder unhandlich geformte Teile mehr Platz auf dem Aushärtegestell, wodurch die Gesamtzahl der Teile, die das Werk pro Stunde verarbeiten kann, sinkt.
Vorbereitung der Oberfläche
Eine chemische Standardreinigung und eine Phosphatierung sind in der Regel im Grundpreis der Beschichtung enthalten.
Wenn der Stahl jedoch gestrahlt werden muss, um starken Laseroxid-Zunder zu entfernen oder ein tiefes Ankerprofil zu erzeugen, steigen die Kosten. Das Strahlen ist ein arbeitsintensiver Prozess, der spezielle Ausrüstung und zusätzliche Bearbeitungszeit erfordert.
Puder und Farbauswahl
Die Verwendung der Standardfarben eines Werks (z. B. Schwarz, Weiß oder Grau nach RAL) ist der kostengünstigste Ansatz. Die Angabe einer benutzerdefinierten Farbe führt zu erheblichen Kosten für die Farbumstellung.
Um eine Kreuzkontamination zwischen verschiedenen Pulvern zu vermeiden, müssen die Bediener die Anlage abschalten. Sie müssen eine gründliche Reinigung der Spritzkabine durchführen (was in der Regel 2 bis 4 Stunden dauert) und alle Schläuche und Spritzpistolen spülen.
Produktionsvolumen
Der Preisunterschied zwischen Prototyping und Massenproduktion ist stark von der Einrichtungszeit abhängig. Bei einem schnellen Prototyp entfallen die Kosten für das Einrichten der Maske, die Reinigung der Kabine und die Kalibrierung des Ofens ausschließlich auf einige wenige Teile.
Die Pulverbeschichtung wird bei hohen Stückzahlen sehr viel kosteneffizienter, da sich diese anfänglichen Rüstzeiten über Tausende von Einheiten amortisieren.
Hinzu kommt, dass für kundenspezifische Pulverformulierungen in der Regel eine Mindestbestellmenge (MOQ) von 20 kg bis 25 kg vom Pulverhersteller verlangt wird. Dies macht kundenspezifische Farben für Prototypen in kleinen Chargen finanziell unpraktisch.
Häufige Probleme bei der Pulverbeschichtung in der Produktion
| Defekt | Gemeinsame Sache | Prävention / DFM-Fix |
| Orangenschalen | Übermäßige Filmbildung oder schnelle Erwärmung | Geben Sie strenge Grenzwerte für die Schichtdicke an (z. B. maximal 3,5 mils). |
| Nadellöcher | Ausgasung aus porösem Substrat | Geben Sie für verzinkten Stahl OGF-Grundierung oder Vorbacken an. |
| Schlechte Adhäsion | Unzureichende Vorbehandlung | Erfordert Strahlen zur Erstellung eines Ankerprofils. |
| Vorzeitige Korrosion | Dünne Kantenabdeckung | Entwerfen Sie an allen scharfen Ecken einen Kantenbruch von mindestens R0,5. |
Schlussfolgerung
Letztendlich erfordert eine erfolgreiche Pulverbeschichtung von Stahl mehr als nur die Auswahl eines RAL-Farbcodes. Es kommt darauf an, die spezifische Stahllegierung zu verstehen, die richtigen Abstände zu planen und die physikalischen Gegebenheiten der Spritzkabine und des Aushärteofens zu berücksichtigen.
Durch die Berücksichtigung von Kantengeometrie, Gewindemaskierung und Entwässerungsbohrungen in der CAD-Phase können Ingenieure Montagefehler vermeiden und die langfristigen Produktionskosten kontrollieren.
Der Übergang von einem digitalen Entwurf zu einem fertigen, vollständig beschichteten Teil erfordert praktische Fertigungskenntnisse. Ob Sie Stahl stanzen, schweißen oder pulverbeschichten, TZR verfügt über mehr als 10 Jahre praktische Erfahrung, um sicherzustellen, dass Ihre Teile für die Produktion optimiert sind. Senden Sie uns Ihre CAD- oder STEP-Dateien für eine kostenlose DFM-Prüfung.
FAQs
Kann man vorhandenen Rost oder Walzzunder mit einer Pulverbeschichtung überdecken?
Nein. Die Pulverbeschichtung erfordert eine saubere, blanke Metalloberfläche, um eine mechanische und chemische Haftung zu erreichen. Eine Beschichtung über Rost oder Zunder führt dazu, dass die Oberfläche schnell abblättert. Der Stahl muss mechanisch gestrahlt oder chemisch entlackt werden, bevor er in die Beschichtungsanlage gelangt.
Wie dick ist eine Standard-Pulverbeschichtung auf Blechen?
Für die meisten Stahlanwendungen im Innen- und Außenbereich beträgt die Schichtdicke in der Regel zwischen 2,0 und 3,0 mils (50 bis 75 Mikrometer). Spezialisierte Hochleistungsbeschichtungen können 5,0 mils überschreiten.
Können pulverbeschichtete Stahlteile nach dem Auftragen der Beschichtung geschweißt werden?
Nein. Die Hitze des Schweißlichtbogens verbrennt und zerstört die umgebende Pulverbeschichtung, setzt giftige Dämpfe frei und hinterlässt freiliegendes Metall. Alle Schweiß-, Schleif- und Oberflächenbearbeitungsvorgänge müssen vollständig abgeschlossen sein, bevor der Vorbehandlungs- und Beschichtungsprozess beginnt.
Kann die Pulverbeschichtung ausgebessert werden, wenn sie bei der Installation zerkratzt wird?
Ja, aber nicht mit Pulver. Da für die Pulverbeschichtung ein 200 °C heißer Ofen erforderlich ist, werden Reparaturen vor Ort mit farblich abgestimmter flüssiger Ausbesserungsfarbe (z. B. Acryl- oder Polyurethanspray) durchgeführt. Dadurch wird zwar der Korrosionsschutz wiederhergestellt, aber die ausgebesserte Stelle wird nie perfekt die Haltbarkeit oder die exakte Struktur der ursprünglichen eingebrannten Pulverbeschichtung erreichen.