
Когда инженеры заказывают порошковую окраску стальных деталей, они ожидают получить прочный, равномерный защитный слой. Но в действительности простая надпись "порошковое покрытие черного цвета" на производственном чертеже не гарантирует успешного результата.
Конечное качество покрытия зависит не только от порошка; оно в значительной степени зависит от реалий цеха. Конкретный стальной сплав, метод подготовки поверхности и геометрия детали - все это диктует, как поведет себя покрытие в печи полимеризации. Хотя порошковое покрытие более надежно и экологически безопасно, чем мокрая краска, это высокотемпературный термический процесс, который накладывает строгие ограничения как на конструкцию, так и на допуски.
Если не учесть эти ограничения на этапе разработки САПР, это приведет к сборочным помехам, преждевременной ржавчине и срыву сроков производства. Чтобы преодолеть разрыв между проектными ожиданиями и производственной реальностью, в этом руководстве приведены следующие примеры:
- Предотвращение дефектов: Коренные причины распространенных неудач и способы их устранения в ваших чертежах.
- Сталь Совместимость: Как углеродистая, оцинкованная и нержавеющая сталь определяют необходимость предварительной обработки.
- Правила DFM: Точные указания по обработке краев, маскировке нитей и дренажных отверстий.
- Факторы, определяющие затраты: Почему объемные цены и нестандартные цвета кардинально меняют ваши расценки.

Порошковая окраска лучше всего подходит для этих стальных изделий
Выбирайте порошковое покрытие вместо жидкой краски, анодирование, или покрытие зависит от функциональных требований к детали и условий ее эксплуатации. Порошковое покрытие обеспечивает толстый, прочный барьер, что делает его пригодным для различных уровней износа и воздействия.
Товары для помещений
Для применения в помещениях, таких как серверные стойкиПорошковая окраска используется в основном для придания эстетичного вида и умеренной износостойкости. Здесь обычно используются эпоксидные или эпоксидно-полиэфирные гибридные порошки.
Эти составы обеспечивают гладкое, равномерное покрытие и хорошую химическую стойкость. Поскольку воздействие ультрафиолета в помещении минимально, естественная склонность эпоксидных порошков мелеть или выцветать под воздействием прямых солнечных лучей не является проблемой. Стандартная толщина пленки для этих применений обычно составляет 2,0-3,0 мил (50-75 микрон).
Товары для активного отдыха
Стальные компоненты, подверженные воздействию погодных условий, такие как телекоммуникационные корпуса, сельскохозяйственная техника и архитектурные панели, требуют устойчивости к ультрафиолетовому излучению и высокой коррозионной стойкости. В этих случаях стандартным выбором являются полиэфирные или полиуретановые порошки, так как они устойчивы к выцветанию и мелению под воздействием солнечного света.
Для продления срока службы на открытом воздухе производители часто применяют двухслойную систему. В этом случае на голую сталь наносится эпоксидная грунтовка с высоким содержанием цинка для предотвращения ржавчины, а затем полиэфирное покрытие для защиты от ультрафиолета.
Промышленное оборудование
Сверхпрочные промышленные рамы, заводское оборудование и детали ходовой части автомобилей подвергаются постоянной вибрации, ударам и воздействию масел и растворителей. Порошковая окраска хорошо подходит для этих целей, поскольку она лучше противостоит сколам и царапинам, чем стандартные жидкие краски.
В таких условиях можно наносить более толстые покрытия, иногда до 4,0-6,0 мил. Это обеспечивает дополнительный жертвенный слой против сильного механического истирания.
Альтернативные варианты отделки
Несмотря на свою универсальность, порошковое покрытие не является универсальным решением. Оно может вызвать проблемы для прецизионных скользящих компонентов или деталей с очень жесткими допусками на сопряжение, где толщина порошкового слоя 0,05-0,15 мм будет мешать сборке. Конструкторы должны либо предусмотреть маскировку критических сопрягаемых поверхностей, либо занизить/завысить размеры, чтобы учесть нарастание покрытия.
Кроме того, порошковой окраске не подлежат узлы, содержащие термочувствительные материалы. Процесс полимеризации требует температуры в печи около 200°C (400°F), что приведет к расплавлению предварительно установленных резиновых уплотнений или разрушению некоторых пластмасс. В таких случаях лучше использовать химические методы обработки, такие как черная окись или тонкопленочное гальваническое покрытие.
Типы стали, которые меняют поведение порошковых покрытий
"Сталь" не является единственной переменной в окрасочной камере. Металлургический состав и состояние поверхности конкретной стальной подложки определяют необходимые этапы предварительной обработки и напрямую влияют на адгезию порошка.
Углеродистая сталь
Мягкая углеродистая сталь (например, Q235 или A36) является наиболее распространенной основой для изготовления листового металла, но она сильно подвержена быстрому окислению (ржавчине) при контакте с воздухом.
Чтобы обеспечить надлежащую адгезию, на заводе необходимо тщательно обезжирить деталь и нанести преобразующее покрытие, как правило, фосфат железа или фосфат цинка. Эта химическая обработка очищает сталь и создает на поверхности микроскопическую кристаллическую структуру, позволяющую порошку механически сцепляться с металлом.
Оцинкованная сталь
Порошковая окраска оцинкованной стали обеспечивает превосходную коррозионную стойкость, но создает специфическую производственную проблему: газовыделение. Когда оцинкованная деталь нагревается в печи полимеризации, влага и газы, попавшие в пористый слой цинка, расширяются и пробивают себе путь через плавящийся порошок.
В результате на готовой поверхности образуются небольшие точечные отверстия или пузыри. Чтобы предотвратить это, необходимо использовать грунтовки с защитой от выделения газов (OGF) или предварительно запекать детали, чтобы выпустить задержанные газы перед нанесением порошка.
Нержавеющая сталь
Нержавеющая сталь (например, 304 или 316) по своей природе устойчива к коррозии. Когда на них наносят порошковое покрытие, это обычно делается для того, чтобы соответствовать определенным цветам брендинга, уменьшить отражение света или добавить дополнительный барьер в тяжелых химических средах.
Сложность работы с нержавеющей сталью заключается в ее очень плотной и гладкой поверхности. Стандартная химическая промывка часто оказывается недостаточной для адгезии порошка. Для создания профиля якоря - шероховатой текстуры, придающей порошку физическую структуру, за которую он может зацепиться, - требуется физическая абразивная обработка поверхности, например, пескоструйная. Без этого покрытие может отслаиваться или шелушиться под нагрузкой.
Сварные узлы
Детали, изготовленные из нескольких сварных стальных деталей, требуют тщательного подхода перед нанесением покрытия. Брызги от сварки должны быть зачищены, так как на этапе полимеризации порошок отойдет от острых выступов, оставив обнаженный металл. Остатки флюса или сварочный шлак также могут препятствовать прилипанию порошка.
Еще одна проблема возникает в местах перекрытия швов или точечной сварки, где химикаты предварительной обработки могут оказаться в ловушке. При нагревании в печи эти жидкости выкипают и окрашивают или разрушают окружающее порошковое покрытие. Для сварных узлов необходимо предусмотреть стратегические отверстия для отвода влаги и использовать непрерывные, а не шовные сварные швы, чтобы предотвратить попадание химикатов и обеспечить чистоту отделки.
Где на самом деле решается вопрос о качестве порошкового покрытия
Две фабрики могут использовать один и тот же порошок от одного и того же поставщика и получить совершенно разные результаты. Окончательное качество детали с порошковым покрытием редко определяется самим порошком; оно определяется тем, как завод управляет этапами подготовки, нанесения и отверждения.
Подготовка поверхности
Необработанный листовой металл поступает на линию нанесения покрытий с режущими маслами, лазерным оксидным налетом и иногда легкой ржавчиной. Если деталь лазерная резка При использовании кислорода на краях остается твердый оксидный слой. Если этот слой не удалить механически, порошковое покрытие со временем отслоится вместе с ним.
Для деталей, требующих максимальной адгезии, на заводах используется абразивная обработка для удаления загрязнений и создания анкерного профиля. Эта микроскопическая шероховатость поверхности придает порошку физическую структуру для фиксации, что является стандартной практикой для тяжелых условий эксплуатации.
Предварительная обработка
После физической подготовки детали проходят химическую промывку. Стандартная многоступенчатая предварительная обработка очищает сталь и наносит фосфатное покрытие для предотвращения ржавчины и повышения адгезии.
Визуальный осмотр не может выявить плохую предварительную обработку. Плохо вымытая деталь выглядит идентично идеально подготовленной, когда выходит из печи, но из-за отсутствия химической связи покрытие будет отслаиваться большими листами в течение нескольких месяцев эксплуатации.
Электростатическое применение
Порошок наносится с помощью пистолета-распылителя, который придает частицам электростатический заряд, который затем притягивается к заземленной стальной детали. Хотя на плоских поверхностях это позволяет получить равномерный слой, при работе со сложными геометрическими формами возникают проблемы.
Это явление известно как эффект клетки Фарадея. Электромагнитное поле отталкивает заряженный порошок от тесных внутренних углов, глубоких каналов и узких углублений, оставляя эти участки недостаточно покрытыми. Для борьбы с этим явлением операторы должны вручную регулировать напряжение на пистолете или угол распыления.

Вылечить
После нанесения покрытия детали помещаются в печь для расплавления и сшивания порошка. Для этого требуется постоянный нагрев, обычно около 200°C (400°F). Тяжелым деталям из твердой стали требуется больше времени для достижения заданной температуры, что требует более низкой скорости конвейера.
Слишком быстрый нагрев больших и тонких металлических деталей (например, панелей толщиной 0,8 мм) может привести к деформации из-за теплового расширения. Кроме того, если кривая нагрева не контролируется, задержанная в металле влага или газы будут расширяться, что приведет к газовыделению, которое проталкивает пузырьки через отверждаемый порошок и создает точечные отверстия.
Правила проектирования, предотвращающие разрушение покрытий
Многие дефекты порошкового покрытия возникают в программном обеспечении САПР, а не в окрасочной камере. Инженеры могут предотвратить задержки в производстве и проблемы со сборкой, применяя специальные правила проектирования для производства (DFM) перед выпуском чертежей.
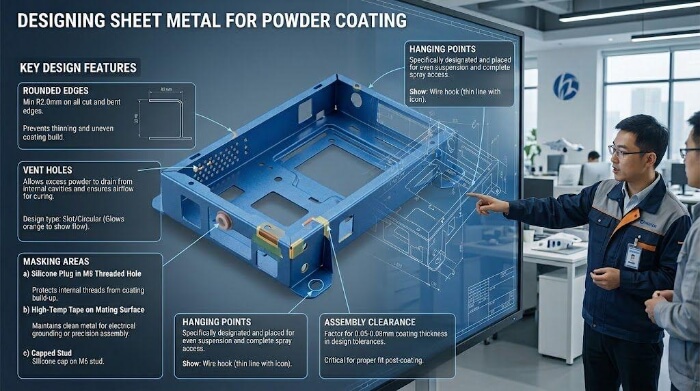
Покрытие краев
На этапе полимеризации порошок плавится и превращается в жидкость, после чего затвердевает. Поверхностное натяжение оттягивает эту жидкость от острых, 90-градусных углов, в результате чего на краях образуется очень тонкое покрытие.
Эти тонкие кромки обычно становятся первой точкой повреждения ржавчиной. Чтобы предотвратить это, в чертежах следует указывать излом кромки, фаску или минимальный радиус угла (например, R0,5). Закругленный край позволяет порошку равномерно обволакивать поверхность и сохранять заданную толщину.
Резьба и допуски
Порошковая окраска придает детали ощутимую толщину, обычно от 0,05 мм до 0,15 мм на покрываемую поверхность. В прецизионных узлах такое наращивание легко вызывает помехи. Инженеры должны разработать надлежащие зазор в скользящие посадки и сопрягаемые отверстия.
Для резьбовых отверстий и прецизионных отверстий в чертеже должно быть четко указано маскирование. Перед напылением в эти отверстия вставляются высокотемпературные силиконовые заглушки, обеспечивающие обнажение резьбы и правильную посадку крепежа при окончательной сборке.
Дренажные отверстия
Большинство линий предварительной обработки включает в себя погружение или распыление жидких химикатов и воды на детали. Если деталь имеет складные коробчатые секции, внутренние каналы или сварные трубы, эти жидкости будут скапливаться внутри.
Если жидкость останется в печи полимеризации, она закипит, разрушив близлежащее покрытие и вызвав внутреннюю коррозию. Проектировщики должны предусмотреть стратегические дренажные отверстия в самых низких точках узла, чтобы химикаты могли свободно вытекать.
Точки подвеса
Порошковая окраска - это автоматизированный конвейерный процесс. Каждая деталь должна быть подвешена на металлический крюк, чтобы обеспечить электрическое заземление и перемещение по линии. Там, где крюк касается детали, порошок не попадает, оставляя небольшое голое место.
Вместо того чтобы заставлять завод гадать, где зажать деталь, - что замедляет работу как быстрых прототипов, так и массовых производственных линий, - инженеры должны спроектировать специальное отверстие для подвеса в некосметичном месте и четко указать его на чертеже.
Почему некоторые детали с порошковым покрытием выходят из строя раньше времени?
Правильно подобранное и нанесенное порошковое покрытие обычно служит годами, не разрушаясь. Если в течение нескольких месяцев на детали появляется ржавчина, шелушение или выцветание, это обычно указывает на несоответствие спецификаций или нарушение заводского контроля качества.
Качество предварительной обработки
Наиболее распространенной причиной раннего разрушения покрытия является недостаточная предварительная обработка. Если деталь быстро ржавеет под покрытием, а краска отслаивается большими кусками, значит, химическая связь нарушена.
Это означает, что сталь не была должным образом обезжирена, химическая промывка была загрязнена или между этапами промывки и напыления образовалась ржавчина.
Толщина покрытия
Больше порошка - не всегда лучше. Слишком тонко нанесенное покрытие (менее 1,5 мил) будет пористым, что позволит влаге проникать в сталь и вызывать ржавчину.
Однако слишком толстое нанесение покрытия (более 5,0 мил для стандартных порошков) делает его хрупким. Слишком толстое покрытие легко растрескивается при механическом воздействии и часто приобретает тяжелую текстуру, ухудшающую визуальное качество.
Выбор порошка
Выбор неправильного типа смолы обычно гарантирует ранний выход из строя. Если эпоксидный порошок (предназначенный для химической стойкости внутри помещений) используется для наружных шкафов, ультрафиолетовое излучение разрушает связующую смолу.
Поверхность начнет мелеть, выцветать и в конечном итоге разрушится в течение года. Выбор правильного химического состава в соответствии с ожидаемым воздействием ультрафиолета является основным требованием.
Сервисная среда
Стандартное полиэфирное порошковое покрытие хорошо подходит для типичных внешних условий, но оно быстро выйдет из строя в прибрежных районах или в промышленных условиях с высокой коррозионной активностью.
Полагаться на стандартный порошок для внутренних или наружных работ для оборудования, предназначенного для прибрежных районов, - значит гарантированно потерпеть неудачу. Для обеспечения надежной работы в различных глобальных условиях инженеры должны указывать на чертеже требуемые часы стойкости к солевому туману (например, 1000 часов ASTM B117), а не просто указывать тип смолы.
Что определяет стоимость порошковой окраски?
При составлении бюджета на порошковую окраску стали расценки разных поставщиков на одну и ту же деталь могут значительно отличаться. Обычно это зависит от того, как завод рассчитывает ручной труд, время настройки линии и масштабирование объема.
Геометрия деталей
Плоские листовые панели легко проходят через автоматические конвейерные линии напыления, что позволяет снизить затраты. И наоборот, сложные детали с глубокими выемками или тяжелые сварные конструкции требуют ручного распыления для преодоления эффекта клетки Фарадея.
Такое ручное вмешательство напрямую увеличивает трудозатраты. Кроме того, громоздкие или неудобные по форме детали занимают больше места на стеллаже для полимеризации, что сокращает общее количество деталей, которые завод может обрабатывать в час.
Подготовка поверхности
Стандартная химическая мойка и фосфатная обработка обычно входят в базовую стоимость покрытия.
Однако если сталь требует абразивной обработки для удаления тяжелого лазерного оксидного налета или для создания глубокого анкерного профиля, затраты возрастут. Дробеструйная обработка - трудоемкий процесс, требующий специального оборудования и дополнительного времени на обработку.
Выбор порошка и цвета
Использование стандартных заводских цветов (например, базового черного, белого или серого по шкале RAL) является наиболее экономически эффективным подходом. Задание нестандартного цвета влечет за собой значительные расходы на смену цвета.
Чтобы предотвратить перекрестное загрязнение между различными порошками, операторы должны остановить линию. Они должны провести тщательную очистку окрасочной камеры (которая обычно занимает от 2 до 4 часов) и продуть все шланги и распылительные пистолеты.
Объем производства
Разница в цене между прототипированием и массовым производством в значительной степени определяется временем подготовки к работе. Для быстрого прототипа стоимость установки маски, очистки стенда и калибровки печи полностью ложится на несколько частей.
Порошковая окраска становится гораздо более рентабельной при больших объемах производства, так как первоначальные затраты времени на установку амортизируются тысячами единиц продукции.
Кроме того, при изготовлении порошковых красок на заказ производитель обычно устанавливает минимальное количество заказа (MOQ) от 20 до 25 кг. Это делает заказные цвета финансово нецелесообразными для небольших партий прототипов.
Распространенные проблемы порошковой окраски на производстве
| Дефект | Общее дело | Профилактика / DFM Fix |
| Апельсиновая цедра | Чрезмерное образование пленки или быстрый нагрев | Укажите строгие ограничения по толщине пленки (например, не более 3,5 мил). |
| Дыроколы | Выделение газов из пористой подложки | Укажите грунтовку OGF или предварительное обжигание для оцинкованной стали. |
| Плохая адгезия | Неадекватная предварительная обработка | Требуется абразивная обработка для создания анкерного профиля. |
| Преждевременная коррозия | Тонкое покрытие краев | На всех острых углах предусмотрите зазоры по краям не менее R0,5. |
Заключение
В конечном итоге для успешной порошковой окраски стали требуется нечто большее, чем просто выбор цветового кода RAL. Это зависит от понимания специфики стального сплава, проектирования надлежащих зазоров и учета физических реалий окрасочной камеры и печи полимеризации.
Решая вопросы геометрии кромок, маскировки резьбы и дренажных отверстий на этапе автоматизированного проектирования, инженеры могут предотвратить сбои в сборке и контролировать долгосрочные производственные затраты.
Переход от цифрового проекта к готовой детали с полным покрытием требует практического производственного опыта. Независимо от того, занимаетесь ли вы штамповкой, сваркой или порошковой окраской стали, компания TZR обладает более чем 10-летним практическим опытом, чтобы обеспечить оптимизацию ваших деталей для производства. Пришлите нам ваши файлы CAD или STEP для бесплатного обзора DFM.
Вопросы и ответы
Можно ли наносить порошковое покрытие на ржавчину или окалину?
Нет. Для достижения механической и химической адгезии порошковая краска требует чистой, обнаженной металлической поверхности. Нанесение покрытия на ржавчину или окалину приведет к быстрому отслаиванию покрытия. Перед нанесением покрытия сталь должна быть подвергнута механической или химической очистке.
Какова толщина стандартного порошкового покрытия на листовом металле?
Для большинства внутренних и стандартных наружных стальных применений толщина наносимого покрытия обычно составляет от 2,0 до 3,0 мил (50-75 микрон). Толщина специализированных покрытий для тяжелых условий эксплуатации может превышать 5,0 мил.
Можно ли сваривать стальные детали, покрытые порошковой краской, после нанесения покрытия?
Нет. Тепло от сварочной дуги сжигает и разрушает окружающее порошковое покрытие, выделяя токсичные пары и оставляя открытый металл. Все сварочные работы, шлифовка и обработка поверхности должны быть полностью завершены до начала процесса предварительной обработки и нанесения покрытия.
Можно ли подправить порошковое покрытие, если оно поцарапалось во время установки?
Да, но не с порошком. Поскольку для нанесения порошкового покрытия требуется печь с температурой отверждения 200°C, ремонт в полевых условиях выполняется с помощью подобранной по цвету жидкой краски (например, акрилового или полиуретанового спрея). Хотя это и восстанавливает антикоррозийную защиту, затронутая область никогда не будет идеально соответствовать долговечности или точной текстуре оригинального запеченного порошкового покрытия.