
Quando gli ingegneri specificano la verniciatura a polvere dei componenti in acciaio, l'aspettativa è quella di ottenere uno strato protettivo uniforme e duraturo. Ma in realtà, scrivere semplicemente "verniciatura a polvere nera" su un disegno di produzione non garantisce un risultato di successo.
La qualità finale del rivestimento non dipende solo dalla polvere, ma anche dalle realtà dell'officina. La lega di acciaio specifica, il metodo di preparazione della superficie e la geometria del pezzo determinano il comportamento del rivestimento all'interno del forno di polimerizzazione. Sebbene la verniciatura a polvere sia più robusta e rispettosa dell'ambiente rispetto alla verniciatura a umido, si tratta di un processo termico ad alta temperatura che impone vincoli severi sia sul design che sulle tolleranze.
Se non si tiene conto di questi vincoli durante la fase CAD, si verificano interferenze nell'assemblaggio, ruggine prematura e ritardi nei tempi di produzione. Per colmare il divario tra le aspettative di progettazione e la realtà di produzione, questa guida illustra i punti salienti:
- Prevenzione dei difetti: Le cause principali dei guasti più comuni e come risolverli nei vostri disegni.
- Acciaio Compatibilità: Come gli acciai al carbonio, zincati e inossidabili determinano le esigenze di pretrattamento.
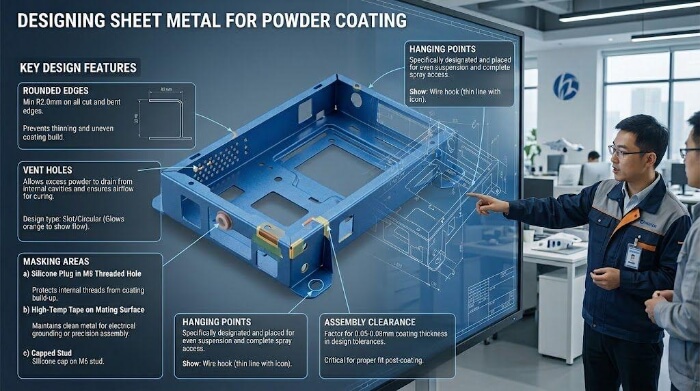
- Regole DFM: Linee guida esatte per la copertura dei bordi, la mascheratura dei fili e i fori di drenaggio.
- Fattori di costo: Perché i prezzi dei volumi e i colori personalizzati cambiano drasticamente le vostre quotazioni.

La verniciatura a polvere funziona meglio in queste applicazioni in acciaio
Scegliere la verniciatura a polvere rispetto a quella liquida, anodizzazione, o placcatura dipende dai requisiti funzionali del pezzo e dal suo ambiente operativo. Il rivestimento in polvere fornisce una barriera spessa e resistente, che lo rende adatto a vari livelli di usura ed esposizione.
Prodotti per interni
Per applicazioni interne come rack per serverLa verniciatura a polvere è utilizzata principalmente per l'estetica e per una moderata resistenza all'usura. Le polveri epossidiche o ibride epossi-poliestere sono solitamente indicate in questo caso.
Queste formulazioni garantiscono una finitura liscia e uniforme e una buona resistenza chimica. Poiché l'esposizione ai raggi UV è minima negli ambienti interni, la tendenza naturale delle polveri epossidiche a sfarinare o sbiadire sotto la luce diretta del sole non è un problema. Lo spessore standard del film per queste applicazioni è in genere di 2,0-3,0 mil (50-75 micron).
Prodotti per esterni
I componenti in acciaio esposti alle intemperie, come le coperture per telecomunicazioni, i macchinari agricoli e i pannelli architettonici, richiedono stabilità ai raggi UV ed elevata resistenza alla corrosione. In questi casi, le polveri di poliestere o poliuretano sono la scelta standard, in quanto resistono allo sbiadimento e allo sfarinamento sotto la luce del sole.
Per prolungare la durata all'esterno, i produttori applicano spesso un sistema a doppio strato. Si tratta di un primer epossidico ricco di zinco applicato sull'acciaio nudo per prevenire la ruggine, seguito da uno strato di finitura in poliestere per la protezione dai raggi UV.
Apparecchiature industriali
I telai industriali per impieghi gravosi, i macchinari di fabbrica e le parti del sottoscocca automobilistico sono soggetti a vibrazioni, urti ed esposizione a oli o solventi. La verniciatura a polvere è ideale per queste applicazioni perché resiste meglio alle scheggiature e ai graffi rispetto alle vernici liquide standard.
In questi ambienti si possono applicare rivestimenti più spessi, a volte fino a 4,0-6,0 millimetri. In questo modo si ottiene un ulteriore strato sacrificale contro le forti abrasioni meccaniche.
Finiture alternative
Pur essendo versatile, la verniciatura a polvere non è una soluzione universale. Può causare problemi per i componenti scorrevoli di precisione o per i pezzi con tolleranze di accoppiamento estremamente strette, dove lo spessore di 0,05 mm - 0,15 mm dello strato di polvere interferirebbe con l'assemblaggio. I progettisti dovrebbero specificare una mascheratura per le superfici di accoppiamento critiche o sottodimensionare/sovradimensionare le dimensioni per adattarle all'accumulo di vernice.
Inoltre, i gruppi che contengono materiali sensibili al calore non possono essere sottoposti a verniciatura a polvere. Il processo di polimerizzazione richiede temperature di forno intorno ai 200°C (400°F), che possono sciogliere le guarnizioni di gomma preinstallate o degradare alcune materie plastiche. In questi casi, sono più adatti trattamenti chimici come l'ossido nero o la placcatura a film sottile.
Tipi di acciaio che cambiano il comportamento del rivestimento in polvere
"L'acciaio non è una singola variabile nella cabina di verniciatura. La composizione metallurgica e le condizioni superficiali dello specifico substrato di acciaio determinano le fasi di pretrattamento necessarie e influenzano direttamente l'adesione della polvere.
Acciaio al carbonio
L'acciaio al carbonio dolce (come il Q235 o l'A36) è il substrato più comune per la fabbricazione di lamiere, ma è altamente suscettibile di ossidazione rapida (ruggine istantanea) una volta esposto all'aria.
Per garantire una corretta adesione, la fabbrica deve sgrassare a fondo il pezzo e applicare un rivestimento di conversione, in genere fosfato di ferro o fosfato di zinco. Questo trattamento chimico pulisce l'acciaio e crea una microscopica struttura cristallina sulla superficie, consentendo alla polvere di aderire meccanicamente al metallo.
Acciaio zincato
La verniciatura a polvere sull'acciaio zincato offre un'eccellente resistenza alla corrosione, ma introduce una sfida produttiva specifica: il degassamento. Quando il pezzo zincato viene riscaldato nel forno di polimerizzazione, l'umidità e i gas intrappolati nello strato di zinco poroso si espandono e si fanno strada attraverso la polvere di fusione.
Ciò si traduce in piccoli fori di spillo o bolle sulla superficie finita. Per evitare che ciò accada, le fabbriche devono utilizzare primer che perdono il degassamento (OGF) o precuocere i pezzi per rilasciare i gas intrappolati prima di applicare la polvere.
Acciaio inox
Gli acciai inossidabili (come il 304 o il 316) sono intrinsecamente resistenti alla corrosione. Quando vengono verniciati a polvere, di solito è per soddisfare i colori specifici del marchio, per ridurre la riflettività della luce o per aggiungere un'ulteriore barriera in ambienti chimici difficili.
La sfida con l'acciaio inossidabile è rappresentata dalla sua superficie molto densa e liscia. Il lavaggio chimico standard è spesso insufficiente per l'adesione della polvere. La superficie richiede un'abrasione fisica, come la granigliatura, per creare un profilo di ancoraggio, una struttura ruvida che dia alla polvere una struttura fisica su cui far presa. Senza questa struttura, il rivestimento può staccarsi o sfaldarsi sotto sforzo.
Gruppi saldati
Le parti costruite con più pezzi di acciaio saldati richiedono un'attenzione particolare prima del rivestimento. Gli schizzi di saldatura devono essere levigati, poiché durante la fase di indurimento la polvere si ritirerà dalle sporgenze taglienti, lasciando il metallo esposto. Anche i residui di flussante o le scorie di saldatura possono impedire alla polvere di aderire.
Un altro problema si verifica nei giunti sovrapposti o nelle cuciture saldate a punti, dove le sostanze chimiche del pretrattamento possono rimanere intrappolate. Quando il forno si riscalda, questi liquidi intrappolati fuoriescono e macchiano o rompono il rivestimento in polvere circostante. Per gli assemblaggi saldati, la progettazione di fori di drenaggio strategici e la scelta di saldature continue anziché a punti impediscono l'intrappolamento di sostanze chimiche e garantiscono una finitura pulita.
Dove si decide la qualità del rivestimento in polvere
Due fabbriche possono utilizzare la stessa polvere dello stesso fornitore e ottenere risultati completamente diversi. La qualità finale di un pezzo verniciato a polvere è raramente determinata dalla polvere stessa; è decisa da come la fabbrica gestisce le fasi di preparazione, applicazione e indurimento.
Preparazione della superficie
La lamiera grezza arriva alla linea di rivestimento con oli da taglio, incrostazioni di ossido laser e talvolta leggera ruggine. Se un pezzo è taglio laser utilizzando l'ossigeno, lascia uno strato di ossido duro sui bordi. Se queste incrostazioni non vengono rimosse meccanicamente, il rivestimento in polvere finirà per sfaldarsi insieme alle incrostazioni.
Per i pezzi che richiedono la massima adesione, gli stabilimenti utilizzano la sabbiatura per rimuovere i contaminanti e creare un profilo di ancoraggio. Questa microscopica rugosità superficiale conferisce alla polvere una struttura fisica a cui agganciarsi, una pratica standard per le applicazioni pesanti.
Pretrattamento
Dopo la preparazione fisica, i pezzi vengono sottoposti a un lavaggio chimico. Un pretrattamento standard a più fasi pulisce l'acciaio e applica un rivestimento di conversione al fosfato per prevenire la ruggine e favorire l'adesione.
L'ispezione visiva non è in grado di rilevare un pretrattamento inadeguato. Un pezzo mal lavato sembra identico a uno perfettamente preparato quando esce dal forno, ma la mancanza di legame chimico farà sì che il rivestimento si sfaldi in grandi fogli entro mesi di utilizzo sul campo.
Applicazione elettrostatica
La polvere viene applicata con una pistola a spruzzo che impartisce una carica elettrostatica alle particelle, che vengono quindi attirate sulla parte in acciaio messa a terra. Se da un lato questo metodo crea uno strato uniforme sulle superfici piane, dall'altro crea problemi con le geometrie complesse.
Questo fenomeno è noto come effetto gabbia di Faraday. Il campo elettromagnetico spinge la polvere carica lontano dagli angoli interni più stretti, dai canali profondi e dalle rientranze più anguste, lasciando queste aree poco rivestite. Per contrastare questo fenomeno, gli operatori devono regolare manualmente la tensione della pistola o gli angoli di spruzzatura.

Polimerizzazione
Una volta rivestite, le parti entrano in un forno per fondere e reticolare la polvere. Ciò richiede un calore prolungato, di solito intorno ai 200°C (400°F). I pezzi pesanti in acciaio massiccio impiegano più tempo per raggiungere la temperatura target e richiedono velocità di trasporto più basse.
Un riscaldamento troppo rapido di componenti in lamiera sottili e di grandi dimensioni (come pannelli da 0,8 mm) può causare deformazioni dovute all'espansione termica. Inoltre, se la curva di riscaldamento non è controllata, l'umidità o i gas intrappolati nel metallo si espandono, provocando il degassamento, che spinge le bolle attraverso la polvere indurente e crea fori di spillo.
Regole di progettazione che prevengono i guasti del rivestimento
Molti difetti della verniciatura a polvere hanno origine nel software CAD, non nella cabina di verniciatura. Gli ingegneri possono evitare ritardi di produzione e problemi di assemblaggio applicando regole specifiche di Design for Manufacturing (DFM) prima di rilasciare i disegni.
Copertura dei bordi
Durante la fase di polimerizzazione, la polvere si scioglie e si trasforma in un liquido prima di indurirsi. La tensione superficiale allontana il liquido dagli angoli acuti a 90 gradi, creando un rivestimento molto sottile sui bordi.
Questi bordi sottili diventano di solito il primo punto di rottura per la ruggine. Per evitare che ciò accada, i disegni dovrebbero specificare un'interruzione del bordo, uno smusso o un raggio d'angolo minimo (come R0,5). Un bordo arrotondato consente alla polvere di avvolgersi uniformemente e di mantenere lo spessore specificato.
Filettature e tolleranze
La verniciatura a polvere aggiunge uno spessore tangibile al pezzo, in genere tra 0,05 e 0,15 mm per ogni superficie rivestita. Per gli assemblaggi di precisione, questo accumulo provoca facilmente interferenze. Gli ingegneri devono progettare un'adeguata autorizzazione negli incastri e nei fori di accoppiamento.
Per i fori filettati e di precisione, il disegno deve specificare esplicitamente la mascheratura. Le fabbriche inseriscono tappi di silicone per alte temperature in questi fori prima della spruzzatura, assicurando che le filettature rimangano scoperte e che gli elementi di fissaggio si inseriscano correttamente durante l'assemblaggio finale.
Fori di drenaggio
La maggior parte delle linee di pretrattamento prevede l'immersione o la spruzzatura dei pezzi con prodotti chimici liquidi e acqua. Se un pezzo ha sezioni scatolate piegate, canali interni o tubi saldati, questi liquidi si accumulano all'interno.
Se il liquido rimane intrappolato quando il pezzo entra nel forno di polimerizzazione, bolle, rovinando il rivestimento vicino e causando la corrosione interna. I progettisti devono prevedere fori di drenaggio strategici nei punti più bassi dell'assemblaggio per consentire ai prodotti chimici di defluire liberamente.
Punti di aggancio
La verniciatura a polvere è un processo di trasporto automatizzato. Ogni pezzo deve essere appeso a un gancio metallico per fornire una messa a terra elettrica e per spostarlo attraverso la linea. Dove il gancio tocca il pezzo, la polvere non riesce ad arrivare, lasciando un piccolo punto scoperto.
Invece di lasciare che la fabbrica indovini dove fissare il pezzo - cosa che rallenta sia le configurazioni di prototipazione rapida sia le linee di produzione di massa - gli ingegneri dovrebbero progettare un foro di sospensione dedicato in un'area non cosmetica e indicarlo chiaramente sul disegno.
Perché alcune parti verniciate a polvere si guastano precocemente?
Un rivestimento in polvere correttamente specificato e applicato dura di solito anni senza degradarsi. Se un pezzo presenta ruggine, scrostature o scolorimenti nel giro di pochi mesi, di solito si tratta di una mancata corrispondenza delle specifiche o di un errore nel controllo di qualità della fabbrica.
Qualità del pretrattamento
La causa più comune di un fallimento precoce del rivestimento è un pretrattamento inadeguato. Se il pezzo arrugginisce rapidamente sotto il rivestimento e la vernice si sfalda in grandi fogli, il legame chimico è fallito.
Ciò significa che l'acciaio non è stato adeguatamente sgrassato, che il lavaggio chimico è stato contaminato o che si è formata della ruggine di punta tra la fase di lavaggio e quella di spruzzatura.
Spessore del rivestimento
Più polvere non è sempre meglio. Un rivestimento applicato troppo sottile (meno di 1,5 mil) sarà poroso, consentendo all'umidità di raggiungere l'acciaio e di formare la ruggine.
Tuttavia, l'applicazione di un rivestimento troppo spesso (oltre 5,0 mil per le polveri standard) rende la finitura fragile. Un rivestimento troppo spesso si crepa facilmente in caso di impatto meccanico e spesso sviluppa una texture pesante che degrada la qualità visiva.
Selezione della polvere
La scelta di un tipo di resina sbagliata di solito garantisce un fallimento precoce. Se si utilizza una polvere epossidica (progettata per la resistenza chimica all'interno) su una copertura esterna, i raggi UV romperanno il legante della resina.
La superficie inizierà a sfarinare, a sbiadire e infine a degradarsi entro un anno. La scelta del prodotto chimico corretto per l'esposizione ai raggi UV prevista è un requisito fondamentale.
Ambiente di servizio
Una vernice in polvere di poliestere standard funziona bene per gli ambienti esterni tipici, ma si guasta rapidamente nelle zone costiere o in ambienti industriali altamente corrosivi.
Affidarsi a polveri standard per interni o esterni per le apparecchiature destinate alle zone costiere è un fallimento garantito. Per ottenere prestazioni affidabili in diversi ambienti globali, i tecnici devono specificare sul disegno le ore di resistenza alla nebbia salina richieste (ad esempio, 1000 ore ASTM B117), anziché limitarsi a indicare il tipo di resina.
Cosa determina i costi del rivestimento in polvere?
Quando si stila il budget per la verniciatura a polvere dell'acciaio, i preventivi dei diversi fornitori per lo stesso pezzo possono variare in modo significativo. Ciò dipende solitamente dal modo in cui la fabbrica calcola la manodopera, il tempo di allestimento della linea e la scala dei volumi.
Geometria della parte
I pannelli di lamiera piatta passano facilmente attraverso linee di spruzzatura automatiche con trasportatore, mantenendo i costi bassi. Al contrario, i pezzi complessi con profonde rientranze o pesanti strutture saldate richiedono una spruzzatura manuale per superare l'effetto gabbia di Faraday.
Questo intervento manuale aumenta direttamente il tempo di lavoro. Inoltre, i pezzi ingombranti o di forma scomoda occupano più spazio sul rack di polimerizzazione, riducendo il numero totale di pezzi che lo stabilimento può lavorare all'ora.
Preparazione della superficie
Un lavaggio chimico standard e un trattamento di fosfatazione sono solitamente inclusi nel prezzo di base del rivestimento.
Tuttavia, se l'acciaio richiede una sabbiatura abrasiva per rimuovere le pesanti incrostazioni di ossido laser o per creare un profilo di ancoraggio profondo, i costi aumenteranno. La sabbiatura è un processo ad alta intensità di lavoro che richiede attrezzature specializzate e tempi di gestione supplementari.
Selezione della polvere e del colore
L'utilizzo dei colori standard della fabbrica (come il nero, il bianco o il grigio RAL di base) è l'approccio più economico. Specificare un colore personalizzato comporta costi significativi di cambio colore.
Per evitare la contaminazione incrociata tra polveri diverse, gli operatori devono arrestare la linea. Devono eseguire un'accurata pulizia della cabina di spruzzatura (che di solito richiede dalle 2 alle 4 ore) e spurgare tutti i tubi e le pistole a spruzzo.
Volume di produzione
La differenza di prezzo tra la prototipazione e la produzione di massa è fortemente determinata dai tempi di allestimento. Per un prototipo rapido, il costo dell'allestimento della mascheratura, della pulizia della cabina e della calibrazione del forno ricade interamente su poche parti.
La verniciatura a polvere diventa molto più conveniente in termini di volume, perché i tempi di preparazione iniziali vengono ammortizzati su migliaia di unità.
Inoltre, le formulazioni in polvere personalizzate prevedono di solito un quantitativo minimo d'ordine (MOQ) di 20 kg o 25 kg da parte del produttore di polvere. Questo rende i colori personalizzati finanziariamente poco praticabili per i prototipi di piccoli lotti.
Problemi comuni di verniciatura a polvere nella produzione
| Difetto | Causa comune | Prevenzione / Correzione DFM |
| Buccia d'arancia | Eccessiva formazione di pellicola o riscaldamento rapido | Specificare limiti rigorosi di spessore del film (ad esempio, max 3,5 mil). |
| Fori di spillo | Degassamento dal substrato poroso | Specificare il primer OGF o la pre-cottura per l'acciaio zincato. |
| Scarsa adesione | Pretrattamento inadeguato | Richiedono una sabbiatura abrasiva per creare un profilo di ancoraggio. |
| Corrosione prematura | Copertura dei bordi sottili | Progettare interruzioni dei bordi di almeno R0,5 su tutti gli angoli vivi. |
Conclusione
In definitiva, il successo di una verniciatura a polvere dell'acciaio richiede molto di più della semplice selezione di un codice colore RAL. Dipende dalla conoscenza della lega di acciaio specifica, dalla progettazione di spazi liberi adeguati e dalla considerazione delle realtà fisiche della cabina di verniciatura e del forno di polimerizzazione.
Affrontando la geometria dei bordi, la mascheratura delle filettature e i fori di drenaggio durante la fase CAD, gli ingegneri possono prevenire gli errori di assemblaggio e controllare i costi di produzione a lungo termine.
Il passaggio da un progetto digitale a un pezzo finito e completamente rivestito richiede un'esperienza pratica di produzione. Che si tratti di stampaggio, saldatura o verniciatura a polvere dell'acciaio, TZR offre oltre 10 anni di esperienza pratica per garantire che i vostri pezzi siano ottimizzati per la produzione. Inviateci i vostri file CAD o STEP per una revisione DFM gratuita.
Domande frequenti
È possibile applicare la vernice a polvere sulla ruggine o sulle incrostazioni esistenti?
No. La verniciatura a polvere richiede una superficie metallica pulita e nuda per ottenere l'adesione meccanica e chimica. La verniciatura su ruggine o incrostazioni provoca un rapido distacco della finitura. L'acciaio deve essere sabbiato meccanicamente o sverniciato chimicamente prima di entrare nella linea di verniciatura.
Qual è lo spessore di una verniciatura a polvere standard su lamiera?
Per la maggior parte delle applicazioni in acciaio per interni e per esterni standard, lo spessore del rivestimento applicato è solitamente compreso tra 2,0 e 3,0 mil (50-75 micron). I rivestimenti speciali per impieghi gravosi possono superare i 5,0 mil.
Le parti in acciaio verniciate a polvere possono essere saldate dopo l'applicazione del rivestimento?
Il calore dell'arco di saldatura brucia e distrugge il rivestimento in polvere circostante, rilasciando fumi tossici e lasciando il metallo esposto. Tutte le operazioni di saldatura, molatura e miscelazione delle superfici devono essere completamente terminate prima di iniziare il processo di pretrattamento e rivestimento.
La verniciatura a polvere può essere ritoccata se si graffia durante l'installazione?
Sì, ma non con la polvere. Poiché la verniciatura a polvere richiede un forno di polimerizzazione a 200°C, le riparazioni sul campo vengono eseguite utilizzando una vernice liquida per ritocchi (come uno spray acrilico o poliuretanico). Anche se in questo modo si ripristina la protezione dalla corrosione, l'area ritoccata non corrisponderà mai perfettamente alla durata o all'esatta consistenza della vernice in polvere originale cotta.