В мире высокоточного производства металлов необработанная сталь редко поступает на конвейер в готовом виде. Когда сталь обрабатывается на стане - прокатывается докрасна при температуре свыше 1 000°F - она вступает в бурную реакцию с кислородом. По мере остывания эта реакция образует твердую, синевато-черную корку, известную как окалина.
Хотя этот налет является естественным побочным продуктом, он - тихий убийца качества отделки. Если покрыть его лаком, покрытие со временем отслоится, так как окалина отделится. Если вы будете сваривать через него, загрязнения создадут пористость и слабые швы.
Именно здесь травление стали становится обязательным условием. Это критический "мостовой" процесс, который превращает сырую горячекатаную массу в химически чистую основу, готовую для применения в автомобильной, аэрокосмической промышленности и производстве бытовой техники.

Что такое травление стали?
Травление стали - это процесс обработки поверхности для очистки металла с помощью химического раствора, называемого "соленым раствором". Этот раствор удаляет ржавчину, окалину и другие нежелательные материалы с таких металлов, как сталь, медь и алюминиевые сплавы.
Металл помещается в ванну с сильной кислотой, которая растворяет оксидный слой, но не вредит основному металлу под ним. После травления поверхность становится гладкой, чистой и соответствует стандарту промышленной чистоты SSPC-SP 8 (Pickling).
Для чего нужно маринование?
Травление - это не только эстетика, но и структурная целостность и химическая адгезия. Чтобы понять, почему этот шаг критически важен, мы должны сначала понять, какого "врага" он удаляет.
Удаление примесей: Объясните, какие загрязняющие вещества являются целевыми
Мельничная окалина - это не просто грязь, а сложная слоистая структура из оксидов железа:
- Вюстит (FeO): Слой, расположенный ближе всего к металлу.
- Магнетит (Fe₃O₄): Промежуточный слой.
- Гематит (Fe₂O₃): Внешний, хрупкий слой.
Проблема: Мельничная окалина обладает электрической изоляцией и физической хрупкостью. В отличие от вязкой стали, лежащей под ней, окалина трескается под действием напряжения. Если вы попытаетесь подвергнуть сталь холодной прокатке без предварительного травления, эта твердая окалина будет вдавлена в более мягкую поверхность, навсегда повредив сталь и испортив дорогостоящие прокатные штампы.

Цель: активация "белого металла"
Для последующих процессов "чистоты" недостаточно - поверхность должна быть химически активной.
- Для покрытий и покраски: Краски и слои оцинковки опираются на определенный профиль поверхности (рисунок якоря) для сцепления с металлом. При травлении удаляется пассивный оксидный слой, обнажая реактивный "белый металл", который агрессивно сцепляется с грунтовками и цинковыми покрытиями.
- Для точной сварки: При сварке загрязненной стали в сварочную ванну попадают кислород и примеси. Травление обеспечивает отсутствие загрязнений в зоне сварки, что очень важно для роботизированных сварочных линий, где постоянство сварки имеет первостепенное значение.
Совет профессионала:
Многие неудачи в производстве - например, отслоение порошкового покрытия через шесть месяцев - можно отнести на счет неправильного травления или "недостаточного травления", когда остатки окалины остаются позади. В компании TZR мы рассматриваем подготовку поверхности как основу долговечности продукции.
Как происходит процесс маринования?
Хотя с виду это может показаться простым погружением в ванну, травление - это жестокая, тщательно контролируемая химическая атака на загрязнения. Чтобы добиться идеально чистой поверхности без растворения ценной стали под ней, производители полагаются на особый механизм: эффект "отрыва".
Химический механизм
Многие полагают, что кислота просто разъедает слой чешуи сверху вниз. На самом деле процесс гораздо более динамичный.
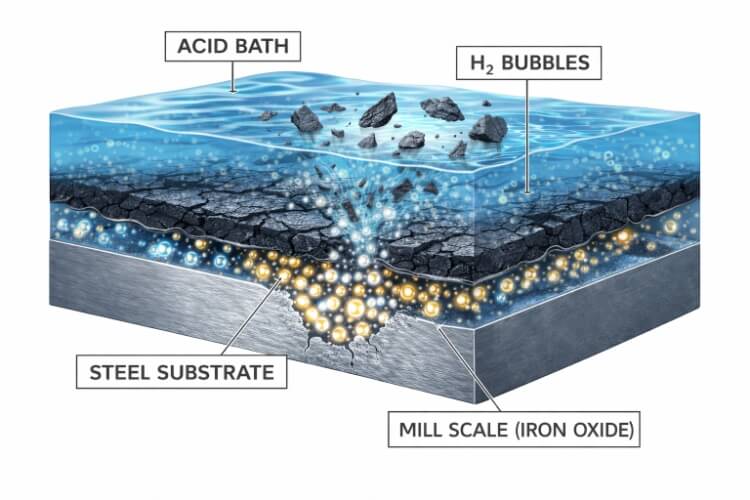
Мельничная окалина от природы пористая и полна микроскопических трещин. Травильная кислота ("травильный раствор") просачивается через эти трещины и воздействует на промежуточный оксидный слой (FeO) прямо на границе с основным металлом.
Когда кислота вступает в реакцию с железом, образуется газ водород. Эти крошечные пузырьки водорода образуются под слоем накипи, создавая огромное давление. Подобно миллионам микровзрывов, это давление буквально срывает окалину с поверхности металла, заставляя ее отслаиваться в раствор. Одновременно кислота растворяет оставшиеся оксиды железа, оставляя после себя нетронутую, химически активную стальную поверхность.
Примечание эксперта:
Скорость этой реакции имеет решающее значение. Если сталь остается в ванне слишком долго, происходит "чрезмерное питтование". Кислота начинает воздействовать на основной металл, вызывая сильную точечную коррозию и потерю материала. Именно поэтому точное время выдержки является обязательным условием контроля качества.
Пошаговый рабочий процесс
Успешная линия травления включает в себя строгую последовательность шагов, направленных на обеспечение чистоты, обработки и защиты металла.
Шаг 1: Обезжиривание и очистка
Прежде чем сталь соприкоснется с кислотой, она должна быть очищена от органических загрязнений. Масла, смазки и смазочные материалы для волочения служат барьером, препятствующим проникновению кислоты на поверхность. Сначала используется горячий щелочной очиститель или растворитель для обезжиривания, иначе кислота просто соберется на маслянистых участках, оставляя пятна не удаленной окалины.
Шаг 2: Кислотная ванна (маринование)
Это основной этап. Металл погружается в раствор кислоты или распыляется на него. В современных непрерывных линиях используются форсунки высокого давления для перемешивания кислоты, что обеспечивает постоянное попадание свежего раствора на поверхность, что значительно ускоряет реакцию по сравнению со статическим погружением.
Шаг 3: Ополаскивание (каскадное ополаскивание)
После удаления накипи необходимо немедленно остановить химическую реакцию. Сталь подвергается тщательному промыванию водой - часто многоступенчатому каскаду, чтобы смыть все следы кислоты и растворенных солей металлов. Оставшиеся остатки впоследствии вызовут сильную коррозию.
Шаг 4: Нейтрализация
Промывки водой не всегда достаточно для нейтрализации pH стальной поверхности. Для того чтобы поверхность была полностью пассивной и в порах металла не осталось кислотных ионов, применяется слабая щелочная ванна (часто с использованием аммиака или извести).
Шаг 5: Смазывание или герметизация (критично для "вспышки ржавчины")
Этот заключительный этап - разница между пригодным для использования продуктом и ломом. Свежевытравленная сталь очень реактивна - это, по сути, "голое" железо. Без защиты оно практически мгновенно вступает в реакцию с кислородом воздуха, образуя слой желтой "ржавчины". Чтобы предотвратить это, сталь сразу же покрывают тонким слоем масла, ингибитора ржавчины или водорастворимого воска, чтобы запечатать поверхность для хранения или транспортировки.
Методы нанесения: Погружение против распыления
Физический способ нанесения кислоты во многом зависит от формы изделия:
- Пакетное пикелевание (погружение): Используется для труб, деталей или пучков прутьев. Изделия помещаются в кислотостойкие ящики или на стеллажи и погружаются в большие чаны с кислотой. Благодаря этому жидкость попадает внутрь труб и деталей сложной геометрии.
- Непрерывное травление (распыление или протаскивание): Используется в основном для производства рулонной стали. Стальная лента разматывается и непрерывно протягивается через ряд резервуаров с высокой скоростью (до 1 000 футов в минуту).
Типы кислот для травления: HCl и H2SO4
Хотя цель травления одна - удаление окислов, химический реагент, используемый для ее достижения, в корне меняет скорость процесса, стоимость и, самое главное, качество поверхности вашего изделия.
В производстве углеродистой стали преобладают две кислоты: Соляная кислота (HCl) и Серная кислота (H₂SO₄). Выбор между ними часто является компромиссом между эксплуатационными расходами и качеством поверхности.
Соляная кислота (HCl): Прецизионный стандарт
С середины 20-го века HCl стала подавляющим фаворитом для непрерывных линий травления листов, особенно для автомобильных и бытовых сталей.
- "Яркая" отделка: HCl агрессивно воздействует на слои накипи (FeO, Fe₂O₃, Fe₃O₄), но относительно бережно относится к основному металлу. В результате получается более яркая, белая и чистая поверхность с меньшим количеством "нагара" (нерастворимых остатков углерода) по сравнению с серной кислотой.
- Энергоэффективность: Одно из его главных преимуществ - температура. HCl эффективно работает при температуре окружающей среды или при минимальном нагреве (обычно 160-180°F), что значительно снижает энергопотребление линии.
- Компромисс: Главный недостаток - летучесть. HCl легко испаряется, что требует дорогостоящих систем вентиляции и очистки для защиты работников и оборудования. Кроме того, ее закупка в расчете на тонну обходится дороже, чем серной кислоты.
Лучшее для: Высококачественный листовой металл, автомобильные панели и детали, требующие гальванического покрытия или покраски.
Серная кислота (H₂SO₄): Экономическая рабочая лошадка
До 1960-х годов серная кислота была промышленным стандартом. Она и сегодня популярна для периодического травления прутков, проволоки и конструкционных форм, где приоритетом является окупаемость затрат.
- Возобновляемость: Серную кислоту дешевле купить и проще возобновить. Когда кислота насыщается железом, сульфат железа может выкристаллизоваться, что позволяет регенерировать кислоту и использовать ее повторно практически бесконечно.
- Требование тепла: Для эффективной работы серная кислота должна быть нагрета до 180°F-225°F (82°C-107°C). Хотя химикат стоит недорого, расходы на электроэнергию, необходимую для поддержания тысяч галлонов кислоты вблизи точки кипения, весьма значительны.
- Финишный риск: Полученная поверхность часто темнее и может иметь больше остаточных пятен. Кроме того, существует повышенный риск "чрезмерного травления" - если линия останавливается, горячая кислота продолжает агрессивно воздействовать на основную сталь, образуя точечные пятна на поверхности.
Лучшее для: Арматура, трубы, конструкционные трубы и низкоуглеродистая проволока, где эстетика поверхности имеет второстепенное значение по сравнению с ценой.
Специальные кислоты для более прочных сплавов
Стандартные кислоты часто не справляются с высоколегированными материалами.
- Высокоуглеродистая сталь (>0,6% углерода): При увеличении содержания углерода сталь становится более устойчивой к стандартному травлению. Для удаления окалины в смесь может быть добавлена фосфорная, азотная или фтористоводородная кислота.
- Нержавеющая сталь: Слой оксида хрома на нержавеющей стали невероятно прочен. Для его эффективной очистки и восстановления пассивности обычно требуется агрессивная комбинация азотной и плавиковой кислот (часто называемая "смешанной кислотой").
Краткое руководство по выбору: Какая кислота вам нужна?
| Характеристика | Соляная кислота (HCl) | Серная кислота (H2SO4) |
|---|---|---|
| Первичное применение | Непрерывный лист/полоса (авто/прибор) | Пакетное травление / Пруток и проволока |
| Рабочая температура | Низкая температура (<180°F) - экономия энергии | Повышенная (180°F - 225°F) - Энергия тяжелая |
| Результат на поверхности | Светлый, белый, чистый | Темнота, потенциальный смут |
| Скорость реакции | Быстрее (2-3 раза быстрее H2SO4) | Медленнее |
| Профиль затрат | Высокая химическая себестоимость / низкое энергопотребление | Низкие химические затраты / высокая энергия |
Совет профессионала:
Если ваш проект предусматривает последующее нанесение гальванического покрытия или глянцевой порошковой краски, выбор стали, обработанной HCl, часто является более надежным вариантом. Более светлый профиль поверхности обеспечивает лучшую адгезию и меньшее количество косметических дефектов по сравнению с сернокислотными вариантами.
Важнейшие проблемы и решения
Хотя травление является стандартной практикой, оно не лишено опасностей. Для инженеров и менеджеров по закупкам понимание рисков водородного охрупчивания и опасных отходов не менее важно, чем сама обработка поверхности. Незнание этого вопроса может привести к катастрофическим отказам деталей или обязательствам в цепочке поставок.
Водородное охрупчивание
Один из самых опасных побочных эффектов маринования, который чаще всего упускают из виду в базовых руководствах, - водородное охрупчивание (ВОМ).
Механизм:
В ходе агрессивной кислотной реакции образуется газообразный водород. В то время как большинство пузырьков улетучивается, крошечный атомарный водород достаточно мал, чтобы диффундировать непосредственно в кристаллическую решетку стали. Оказавшись внутри, эти атомы мигрируют к зонам повышенного напряжения (например, границам зерен или сварным швам) и рекомбинируют в молекулярный водород (H2).
Это внутреннее давление нарастает, как воздушный шар, надувающийся внутри камня. Оно создает огромное внутреннее напряжение, которое резко снижает пластичность металла.
Кошмар "отложенного отказа":
Страшный аспект HE заключается в том, что он вызывает замедленное разрушение. Болт или кронштейн может отлично пройти контроль качества, но внезапно сломаться под нагрузкой через несколько недель после установки. Часто нет никаких предупреждений - ни изгиба, ни растяжения - просто внезапный, хрупкий треск.
Решение: Выпечка ASTM B850
- Ингибиторы: В современных травильных растворах используются химические ингибиторы, образующие на голом металле защитную пленку, замедляющую поглощение водорода.
- Хрупкость Выпечка: Для высокопрочных сталей (как правило, тверже 30-32 HRC) детали должны проходить процесс "запекания" сразу после травления.
- Стандарт: Согласно ASTM B850, детали следует запекать при температуре примерно 375-400°F (190°C - 205°C) в течение как минимум 3 часов (часто до 24 часов в зависимости от прочности на разрыв), чтобы вытеснить попавший водород, прежде чем он нанесет необратимый ущерб.
Примечание эксперта:
Если вы закупаете высокопрочный крепеж или пружины, требующие травления, всегда требуйте сертификат обжига. Пропуск этого этапа является #1 причиной необъяснимых отказов крепежа в полевых условиях.
Управление "осадком пиклинга"
Побочным продуктом процесса травления является не просто грязная вода, а опасные токсичные отходы, известные как отработанный огуречный раствор (SPL).
Экологические издержки:
По мере работы кислота насыщается растворенными солями железа (хлоридом или сульфатом железа) и тяжелыми металлами (хромом, никелем, свинцом), удаленными из сплава. Когда концентрация кислоты падает слишком низко, чтобы быть эффективной, этот "осадок" необходимо обработать.
Утилизация и регенерация:
- Нейтрализация: Наиболее распространенный способ обработки заключается в добавлении извести (гидроксида кальция) в отработанную кислоту. Это нейтрализует pH и приводит к осаждению тяжелых металлов в виде твердого осадка, который затем отправляется на полигоны для захоронения опасных отходов.
- Растения кислотной регенерации (ARP): На передовых предприятиях, в частности, использующих соляную кислоту, применяются процессы обжига для регенерации кислотного газа с целью его повторного использования. Таким образом, создается замкнутая система и получается порошок оксида железа - ценный побочный продукт, используемый в производстве ферритовых магнитов и пигментов.
Экономические соображения
Строгие экологические нормы, касающиеся утилизации СПЛ, привели к повышению стоимости услуг травления на западных рынках. При сравнении котировок опасайтесь поставщиков со "слишком хорошими, чтобы быть правдой" ценами; они могут срезать углы в управлении отходами или использовать истощенные кислотные ванны, что приводит к низкому качеству поверхности.
Альтернативы химическому маринованию: Когда нужно отказаться от кислоты
Несмотря на то, что кислотное травление является бесспорным королем крупносерийного производства листового металла, строгие экологические нормы и особый риск водородного охрупчивания привели к разработке альтернативных методов. Для некоторых областей применения эти "сухие" методы могут оказаться более эффективными.
Механическая очистка (SPS / абразивная обработка)
Для проектов по производству конструкционной стали, где невозможна химическая обработка или требуется особая текстура поверхности, механическая очистка, часто регламентируемая стандартами ISO 8501-1, является оптимальным выбором.
- Процесс: Сталь подвергается абразивной обработке (песок, гравий или стальная дробь) или агрессивной проволочной щетке.
- Плюсы: Он исключает опасные кислотные отходы и полностью исключает риск водородного охрупчивания. Идеально подходит для удаления сильной ржавчины на балках и плитах.
- Конс: Она оставляет грубую, матовую поверхность по сравнению с гладкой и яркой поверхностью кислотного травления. Кроме того, он не справляется с очисткой внутренних поверхностей труб или деталей сложной формы, куда абразивная обработка не может добраться.
Очистка пламени
- Процесс: Кислородно-ацетиленовое пламя пропускается над стальной поверхностью. В результате быстрого теплового расширения хрупкая окалина отслаивается, в то время как основной металл расширяется с другой скоростью.
- Плюсы: Применяется для локальной очистки или подготовки существующих конструкций к повторному окрашиванию, когда химические ванны нецелесообразны.
- Конс: Высокие энергозатраты и высокая вероятность деформации тонких материалов под воздействием тепла.
Лазерная очистка (будущее "зеленой" подготовки поверхности)
- Процесс: Высокоинтенсивные импульсные лазеры мгновенно аблатируют (испаряют) оксидный слой и ржавчину.
- Плюсы: Это самый экологичный вариант. Он не производит химических отходов, не требует расходных материалов и обеспечивает точный контроль над тем, сколько материала удаляется без повреждения подложки.
- Конс: Первоначальная стоимость оборудования чрезвычайно высока, а скорость очистки больших площадей поверхности в настоящее время намного ниже, чем при непрерывном кислотном травлении.
Заключение
Травление стали - это не просто этап очистки; это фундаментальный металлургический процесс, определяющий ДНК вашего конечного продукта. Независимо от того, занимаетесь ли вы сваркой, покраской или холодной прокаткой, успех вашей работы зависит от микроскопической чистоты поверхности металла.
Для покупателей и инженеров указание "Pickled & Oiled" - это не просто строка в заказ-наряде, это гарантия того, что ваша сталь не имеет скрытых дефектов и готова к высокопроизводительному производству.
В компании TZR мы не просто режем и гнем металл, мы создаем качество, начиная с подложки. Наша команда использует более десяти лет производство листового металла Опыт позволяет гарантировать, что каждый используемый нами материал соответствует строгим стандартам качества поверхности.
Нужен ли вам идеально травленый листовой металл для безупречного порошкового покрытия или прочные конструкционные элементы, не подверженные водородному риску, - мы обладаем достаточным опытом, чтобы сделать ваш выбор. Готовы защитить свою цепочку поставок? Свяжитесь с TZR сегодня для консультации по вашему следующему проекту.