Штамповка алюминия - ключевой процесс в современном производстве листового металла. Она превращает плоские алюминиевые листы в прочные и точные детали с высокой эффективностью. От автомобильных кузовных панелей и корпусов аккумуляторов до промышленных кронштейнов и электронных рамок - штамповка алюминия обеспечивает скорость, точность и постоянство.
Отраслевые данные показывают, что замена стали алюминием позволяет снизить массу кузова автомобиля на 40%, что может повысить экономию топлива или запас хода EV на 6-8%. Облегченный дизайн - это не просто тенденция, это разумная стратегия экономии энергии, производительности и устойчивости.
В этой статье рассказывается об основных процессах, вариантах материалов и методах проектирования, которые помогают инженерам создавать более легкие и умные продукты.

Понятие о штамповке алюминия
Штамповка алюминия превращает плоские листы в точные и прочные детали с помощью контролируемого давления и инструмента. В этом разделе рассказывается об основных типах процессов и о том, как каждый из них позволяет добиться точности и эффективности.
Что такое алюминиевая штамповка?
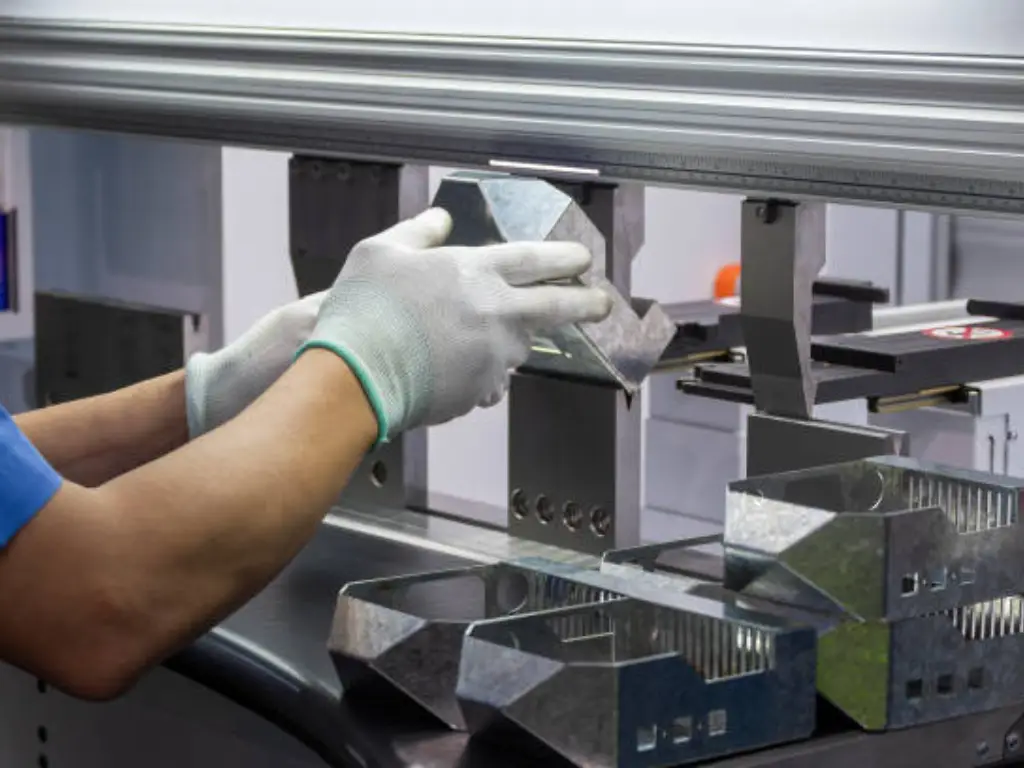
При штамповке алюминия используется пресс и штамп для придания формы или резки плоских алюминиевых листов. Каждый ход пресса прикладывает контролируемое усилие, которое изменяет форму металла, не расплавляя и не обрабатывая его.
Основные операции включают заготовку, пробивку, гибку и вытяжку. В крупносерийном производстве прогрессивные штампы объединяют эти операции, чтобы достичь 60-120 ходов в минуту при соблюдении жестких допусков.
Виды операций штамповки алюминия
Различные штамповочные установки служат для разных производственных целей - от простых плоских деталей до глубоких сложных корпусов.
| Метод | Описание | Лучший пример использования |
|---|---|---|
| Прогрессивная штамповка | Несколько операций выполняются по одной непрерывной линии. | Крупносерийные детали с жесткими допусками. |
| Трансферное тиснение | Каждая заготовка проходит через отдельные штампы с роботизированной передачей. | Крупные или глубоко всасываемые компоненты. |
| Глубокий рисунок | Формирует чаши или корпуса путем растягивания металлического листа. | Корпуса аккумуляторов, корпуса приборов. |
| Штамповка составных штампов | Режет и формирует одним нажатием кнопки. | Среднеобъемные детали умеренной сложности. |
| Четырехскоростная / многоскоростная | Несколько слайдов одновременно сгибаются в разных направлениях. | Небольшие сложные электронные детали. |
Характеристики материала, влияющие на штамповку
Поведение алюминия под давлением определяет успех штамповки. Давайте разберемся, почему определенные сплавы, темперы и обработка поверхности имеют решающее значение для эффективности штамповки.
Почему алюминий идеально подходит для штамповки?
Алюминий сочетает в себе легкую прочность и хорошую формуемость, что делает его отличным материалом для штамповки. Его плотность составляет всего 2,7 г/см³, что примерно на треть меньше, чем у стали, но при этом его удельная прочность остается высокой. Замена стали на алюминий позволяет снизить вес до 40% при сохранении жесткости.
Он также образует тонкий оксидный слой, который защищает от коррозии. Высокая тепло- и электропроводность алюминия делает его пригодным для изготовления корпусов и систем охлаждения.
С точки зрения экологии, переработанный алюминий сохраняет более 90% своей первоначальной энергетической ценности, поддерживая устойчивое производство.
Распространенные алюминиевые сплавы, используемые в штамповке
Выбор правильного сплава позволяет сбалансировать прочность, формуемость и стоимость.
| Сплав | Прочность (МПа) | Формуемость | Типовые применения |
|---|---|---|---|
| 1100-O | 90 | Превосходно | Декоративные накладки, отражатели |
| 3003-H14 | 130 | Хорошо | Панели HVAC, крышки приборов |
| 5052-H32 | 215 | Отличный баланс | Автомобильные панели, морские рамы |
| 6061-T6 | 275 | Умеренный | Конструктивные кронштейны, шасси EV |
| 7075-T6 | 505 | Низкий | Детали для аэрокосмической и оборонной промышленности |
Инженерный взгляд: 5052-H32 обеспечивает отличный баланс - прочность для кронштейнов и достаточная мягкость для прогрессивной формовки. 6061-T6 требует большего тоннажа и тщательного соблюдения радиуса углов для предотвращения трещин на кромках.
Состояние материала и обработка поверхности
Состояние закалки (O, H12, H32 и т.д.) влияет на поведение алюминия при формовке. Более мягкие закалки легче поддаются вытяжке, но могут деформироваться; более твердые лучше сохраняют форму, но могут растрескаться.
Чтобы уменьшить трение и продлить срок службы инструмента, многие заводы используют смазки для сухой пленки или PVD-покрытия, например TiN или CrN. После штамповки детали часто анодируются, покрываются порошковым или конверсионным покрытием для защиты и улучшения внешнего вида.
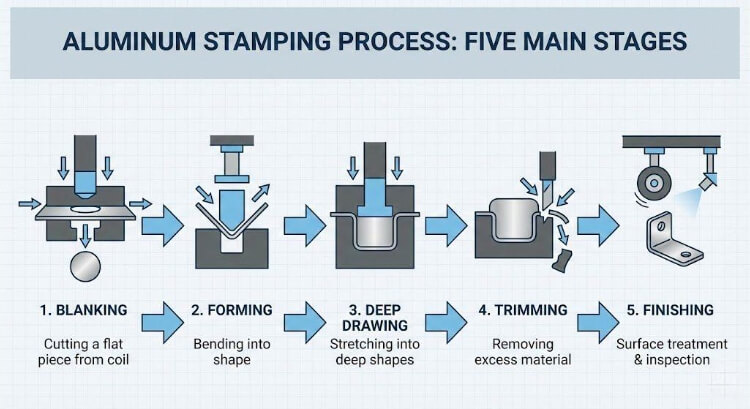
Основные этапы процесса штамповки алюминия
Каждый этап - от заготовки до финишной обработки - определяет качество детали. Вот как каждый этап процесса способствует точности, повторяемости и гладкости поверхности.
Заглушка и прокол
Процесс штамповки начинается с заготовки, где алюминиевые листы разрезаются на точные формы с помощью пуансонов и штампов. Хорошо спланированная схема раскроя может увеличить расход материала на 15-25%, снизить количество брака и общие затраты.
Далее следует прошивка, при которой добавляются отверстия или вырезы. Зазор между пуансоном и штампом должен составлять 6-10% от толщины листа, что помогает предотвратить появление заусенцев и конических кромок. Во время высокоскоростной работы специалисты часто проверяют остроту пуансона и выравнивание штампа.
Формовка и гибка
После резки заготовки поступают на формовочные прессы, которые придают им форму контуров или углов. Благодаря своей эластичности алюминий имеет тенденцию слегка возвращаться к своей плоской форме после изгиба.
Чтобы противостоять этому, инженеры используют перегиб или изменяют геометрию штампа. Для большинства сплавов наименьший внутренний радиус изгиба должен составлять 1,5 × толщина листа; для 6061-T6 может потребоваться 2 ×.
Рисование и чеканка
Глубокая вытяжка превращает плоские заготовки в детали чашеобразной или раковинообразной формы. Плавные радиусы, постоянный прижим заготовок к держателю и постоянная смазка - вот основные факторы, предотвращающие образование морщин или разрывов.
Результаты моделирования показывают, что балансировка давления позволяет сократить разброс глубины вытяжки до 30% по сравнению с ручным управлением.
Чеканка обычно является последним этапом прецизионной обработки. Она уточняет края, сглаживает поверхности и улучшает зоны уплотнения, что идеально подходит для электронных или герметичных корпусов.
Обрезка, снятие заусенцев и финишная обработка
Сформированные детали подвергаются обрезке для удаления излишков металла и снятию заусенцев для сглаживания кромок. Автоматизированная обработка щетками и виброшлифовка помогают получить однородные результаты в масштабе.
Обработка поверхности может включать анодирование, порошковое покрытие или химическое конверсионное покрытие, в зависимости от того, где будет использоваться деталь. Эти виды обработки защищают от коррозии, улучшают внешний вид или сохраняют электропроводность.
Технологические проблемы и инженерные соображения
Даже опытные производители сталкиваются с уникальными проблемами при работе с алюминием. В следующих разделах описаны общие проблемы и проверенные стратегии для достижения стабильных результатов формовки.
Типичные проблемы при штамповке алюминия
| Дефект | Коренная причина | Результат на части |
|---|---|---|
| Морщины | Неравномерное сжимающее напряжение при глубокой вытяжке | Рифленые боковины |
| Взлом | Чрезмерное растяжение или малый радиус изгиба | Разрыв кромки |
| Galling | Залипание металла между матрицей и листом | Задиры на поверхности |
| Springback | Восстановление упругости после изгиба | Изменения угла |
| Маркировка поверхности | Загрязненные фильеры или слишком высокое давление | Косметические дефекты |
Стратегии преодоления дефектов
- Улучшение геометрии штампа: Увеличивайте радиусы галтелей и полируйте углы штампов. Даже изменение радиуса на 1 мм может увеличить срок службы штампа на 25%.
- Используйте правильную смазку: Для снижения трения применяйте смазки с сухим слоем или PVD-покрытия, например TiN или CrN.
- Контроль давления в холостом держателе: Сервосистемы автоматически регулируют давление для поддержания равномерного потока материала.
- Отрегулируйте температуру: Предварительно нагрейте алюминий до 120-150°C, чтобы сделать твердые сплавы более пластичными.
- Объедините моделирование с SPC: Используйте моделирование формования и статистический контроль процессов, чтобы выявлять ошибки на ранней стадии.
Допуски и контроль размеров
Штампованные алюминиевые детали часто требуют точности от ±0,05 мм до ±0,10 мм. Для достижения этой точности на прессах используется контроль усилия в реальном времени и регулярная калибровка штампа.
Изменения температуры или толщины листа могут медленно смещать допуски. Современные сервопрессы могут автоматически регулировать высоту и ход затвора для устранения этих изменений, повышая производительность до 40% по сравнению с ручными системами.
Применение в различных отраслях промышленности
Штамповка алюминия способствует инновациям во многих отраслях. Посмотрите, как она помогает создавать более легкие, прочные и эффективные изделия - от автомобилей до аэрокосмических систем.
Компоненты для автомобилей и электромобилей
Автомобильная промышленность и производство электромобилей в значительной степени зависят от штамповки алюминия для достижения целей облегчения конструкции и обеспечения экологичности. Замена стали алюминием может снизить общий вес автомобиля на 15-20%, улучшить топливную экономичность на 6-8% и увеличить запас хода EV на 10-12%.
Штампованные алюминиевые детали включают кузовные панели, корпуса аккумуляторов, аварийные боксы, теплозащитные экраны и кронштейны. Эти компоненты обладают коррозионной стойкостью, прочностью и долговечностью, надежно работая даже в условиях вибрации или термоциклирования.
Электроника и потребительские устройства
В электронике алюминиевая штамповка позволяет создавать тонкие, прочные и привлекательные конструкции - идеальное решение для каркасов ноутбуков, корпусов светодиодов и коммуникационных устройств. Его теплопроводность помогает отводить тепло естественным путем, снижая потребность в дополнительных компонентах охлаждения.
Штампованный алюминий также обеспечивает Экранирование ЭМИ/РФИзащищая чувствительные схемы от электромагнитных помех. Такие виды отделки поверхности, как анодирование и конверсионное покрытие, улучшают внешний вид и повышают коррозионную стойкость, добавляя долговечность изделиям высокого класса.
Аэрокосмическое и промышленное оборудование
В аэрокосмической промышленности алюминиевая штамповка используется для изготовления кронштейнов, воздуховодов, монтажных панелей и корпусов приборов. Высокопрочные сплавы, такие как 2024-T3 и 7075-T6, достигают предела прочности на разрыв свыше 450 МПа, обеспечивая жесткость деталей и снижая их вес почти на две трети по сравнению со сталью.
Штампованные компоненты часто подвергаются механической обработке с ЧПУ или контролю на КИМ, чтобы соответствовать строгим стандартам аэрокосмической точности.
В промышленном оборудовании алюминиевая штамповка часто используется для изготовления корпусов двигателей, вентиляционных панелей и рам шкафов. Он противостоит окислению и снижает потребность в техническом обслуживании, помогая продлить срок службы оборудования.

Экономические и экологические соображения
Эффективность и экологичность идут рука об руку в современном производстве. Давайте рассмотрим, как штамповка алюминия позволяет сбалансировать стоимость производства и долгосрочную экологическую ответственность.
Эффективность затрат на производство
Штамповка алюминия обеспечивает отличный баланс между стоимостью и производительностью, особенно при больших объемах производства. Несмотря на то, что алюминиевые листы стоят дороже, чем низкоуглеродистая сталь, высокоскоростная штамповка и длительный срок службы штампа компенсируют эти затраты. Современные прессы работают со скоростью 80-120 ударов в минуту, производя тысячи деталей в час.
Системы прогрессивных штампов еще больше снижают количество отходов и сокращают время вторичной обработки. Исследования показывают, что штамповка может снизить себестоимость единицы продукции на 20-30% по сравнению с обработкой на станках с ЧПУ или литьем, если объем производства превышает 10 000 деталей.
Устойчивое развитие и переработка отходов
Алюминий можно перерабатывать бесконечно без потери качества. Производство переработанного алюминия требует всего 5% энергии, необходимой для изготовления нового металла, и сокращает выбросы CO₂ на 95%.
Многие заводы теперь используют системы замкнутого цикла переработки, собирая обрезки и лом непосредственно для переплавки. Это снижает затраты на сырье и способствует достижению целей устойчивого развития компании.
Глобальная цепочка поставок и стандарты качества
Большинство профессиональных штамповочных заводов следуют системам качества ISO 9001 или IATF 16949, чтобы обеспечить последовательность процесса и полную прослеживаемость. Сеть поставок алюминия сегодня стабильна и глобальна, в ней есть надежные поставщики рулонного и листового проката из Азии, Европы и Северной Америки.
Передовые заводы используют мониторинг в реальном времени, поточный контроль и облачные системы SPC для мгновенного обнаружения смещения размеров. Эти инструменты помогают поддерживать высокую точность и скорость производства.
Советы по дизайну для алюминиевой штамповки
Отличные штампованные детали начинаются с продуманного дизайна. Приведенные ниже примеры показывают, как геометрия, допуски и командная работа воплощают идеи в точные детали, пригодные для производства.
Оптимизация для производства
Правильное проектирование штамповки позволяет сбалансировать геометрию, расход материала и срок службы штампа. Даже мелкие детали САПР могут повлиять на эффективность и износ инструмента в процессе производства.
- Соблюдайте правильный радиус изгиба. Для большинства сплавов минимальный внутренний радиус изгиба должен составлять 1-1,5× толщины листа. Для более твердых сплавов, таких как 6061-T6, используйте толщину 2×, чтобы избежать растрескивания.
- Оставьте достаточный зазор между отверстиями. Чтобы уменьшить деформацию, располагайте отверстия на расстоянии не менее 2× толщины материала от изгибов.
- Используйте закругленные углы. Острые внутренние углы вызывают нарастание напряжения и ускоряют износ штампа; закругленные углы служат дольше.
- Предусмотрите возможность пружинящего отката. Добавьте 1-2° перегиба для сплавов 5052 или 6061, чтобы компенсировать упругое восстановление.
Инженерный взгляд:
Перед началом полного производства инструментальщики обычно проводят короткие пробные партии, чтобы измерить реальный откат пружины. Обновление данных об изгибе, полученных в ходе этих испытаний, может снизить количество повторных обработок до 30%.
Сотрудничество между дизайном и производством
Тщательная координация между конструкторскими и производственными группами обеспечивает более плавную, быструю и экономичную штамповку. Проверка на пригодность к производству (DFM) помогает выявить потенциальные проблемы формообразования до принятия решения об изготовлении оснастки.
Например, дизайнеры могут выбрать глубокие корпуса с острыми углами. Инженеры-производственники могут предложить закругленные переходы, чтобы снизить напряжение при формовке. Современные инструменты моделирования, такие как AutoForm или PAM-STAMP, могут предсказать утонение и уровень деформации в пределах ±10% от реальных значений, помогая уточнить дизайн до резки стали для штампа.
Совет дизайнера:
Заранее поделитесь с поставщиком штамповки своими 3D-моделями, требованиями к допускам и производственными целями. Они могут порекомендовать оптимальный тоннаж пресса, настройку штампа и сплав, чтобы сократить время изготовления оснастки и затраты.
Варианты поверхности и отделки
Правильно отделка повышает коррозионную стойкость и улучшает внешний вид штампованных алюминиевых деталей.
| Тип отделки | Назначение | Идеальное применение |
|---|---|---|
| Анодирование | Создает твердый оксидный слой для защиты от коррозии и выбора цвета | Наружные панели, корпуса для электроники |
| Порошковое покрытие | Создает прочную декоративную поверхность, устойчивую к ультрафиолету и износу | Крышки, кожухи для приборов |
| Конверсионное покрытие (алодин) | Улучшает электропроводность и адгезию краски | Электрические разъемы, аэрокосмические детали |
| Механическая полировка / щетка | Улучшает текстуру и внешний вид поверхности | Потребительские товары, видимые панели |
Инженерный взгляд:
Если деталь нуждается в электропроводности, избегайте полного анодирования. Его оксидный слой является непроводящим. Вместо этого используйте хроматное конверсионное покрытие для защиты и электропроводности.
Заключение
Штамповка алюминия сочетает в себе точность, масштабируемость и экологическую эффективность в одном процессе. Она позволяет инженерам создавать более легкие конструкции, не отказываясь от прочности и долговечности.
Адаптивность штамповки - вот что делает ее мощной: она может использоваться как на высокоскоростных линиях EV, так и при изготовлении небольших прототипов. Когда выбор сплава, установка штампа и контроль процесса согласованы, штамповка обеспечивает стабильное качество и экономию средств.
Хотите повысить эффективность и качество своих проектов по штамповке алюминия? Свяжитесь с нашей командой инженеров для бесплатного анализа конструкции или технологического процесса. Мы поможем вам выбрать подходящий сплав, настроить процесс формовки и разработать оснастку, рассчитанную на длительную эксплуатацию.
Вопросы и ответы
Какие алюминиевые сплавы лучше всего подходят для глубокой вытяжки?
Лучше всего подходят мягкие и вязкие марки, такие как 3003-O и 5052-O. Они легко растягиваются без образования трещин и создают гладкие, ровные стенки в деталях глубокой вытяжки.
Чем отличается штамповка алюминия от штамповки стали?
Алюминий требует примерно на 40-60% меньшего усилия формования, чем сталь, но при этом проявляет большую пружинистость. Выравнивание инструмента и обработка поверхности матрицы должны быть более точными, чтобы сохранить точность формы.
Могут ли сервопрессы повысить точность штамповки?
Да. Сервопрессы позволяют изменять скорость хода и время выдержки. Такой контроль уменьшает обратную пружину и помогает поддерживать равномерную толщину в более прочных сплавах.
Каковы наиболее распространенные дефекты штамповки и как их предотвратить?
К типичным дефектам относятся морщины, разрывы и задиры. Используйте большие радиусы углов, постоянную смазку и сбалансированное давление на держатель заготовки. Очистка штампов часто предотвращает образование наростов и следов на поверхности.
Является ли штамповка алюминия экономически выгодной для небольших партий?
Да. Благодаря модульным штампам и прессам с ЧПУ штамповка алюминия эффективна даже при изготовлении прототипов и коротких партий. Она обеспечивает стабильную точность деталей перед масштабированием до массового производства.