
Листогибочная штамповка - один из самых распространенных методов превращения плоского листа в пригодные для использования детали. Он широко используется для изготовления кронштейнов, панелей, крышек, лотков и корпусов, поскольку позволяет создавать повторяющиеся изгибы без затрат на штамповку.
Процесс выглядит простым, но стабильные результаты не достигаются автоматически. Деталь может согнуться один раз и все равно оказаться некачественным производственным изделием. Короткие фланцы, узкие радиусы, близлежащие элементы, разброс материалов и пружинящая спинка - все это может сделать простой чертеж сложным.
Поэтому главный вопрос заключается не только в том, можно ли согнуть деталь. Реальный вопрос заключается в том, можно ли ее согнуть чисто, стабильно удерживать и повторять в процессе производства без постоянной коррекции. Хорошие результаты работы листогибочного пресса обычно начинаются с проектирования, задолго до того, как будет сделан первый изгиб.

Что такое листогибочная штамповка?
Листогибочная штамповка - это процесс, при котором листовой металл сгибается между пуансоном и матрицей. Пуансон движется вниз, лист вдавливается в отверстие штампа, и металл приобретает новый угол или профиль.
Изгиб остается, потому что материал переходит предел упругости. После снятия нагрузки деталь слегка отпружинивает, но не возвращается в плоское состояние. Это нормальное явление. Это также одна из причин, по которой изгиб, выглядящий правильным во время удара, после разгрузки может отклониться от угла.
В производстве этот процесс используется для плоских заготовок, которые превращаются в формованные детали с прямыми изгибами. Обычные примеры включают монтажные кронштейны, детали шкафаЭлектрические крышки, несущие шины и гнутые профили, используемые позже в сварных узлах. Эти детали часто имеют простую форму, но изгиб все равно контролирует посадку, внешний вид и последующую сборку.
Как работает листогибочный пресс?
Не все гибы на листогибочном прессе выполняются одинаково. Метод гибки влияет на контроль угла, пружинение и стабильность работы в процессе производства.
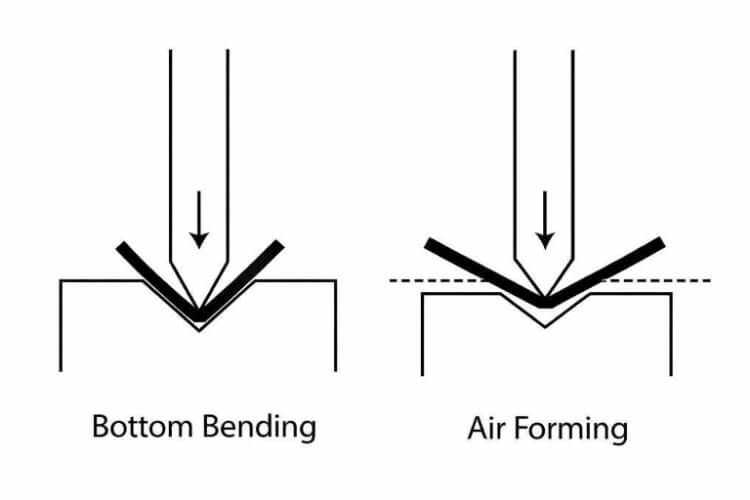
Воздушный изгиб
Пневматическая гибка - наиболее распространенный метод при работе на листогибочном прессе. Пуансон проталкивает лист в отверстие штампа, но материал не полностью опускается в штамп.
Этот метод широко используется, поскольку обеспечивает хорошую гибкость. Одна и та же оснастка часто позволяет получать различные углы изгиба за счет изменения глубины пуансона. Это делает воздушную гибку практичным выбором для изготовления деталей на заказ, прототипов и работ со смешанными углами изгиба.
Компромиссом является чувствительность управления. Поскольку изгиб не полностью вдавливается в штамп, на конечный угол больше влияют изменение толщины, прочность материала и пружинящий откат. Установка может хорошо работать с одной партией, но при этом нуждаться в корректировке при следующей, если материал изменится настолько, что изменится угол.
Внизу
При доводке лист проталкивается глубже в штамп, обеспечивая более полный контакт материала с оснасткой. По сравнению с воздушной гибкой, штамп имеет более прямой контроль над конечным углом.
Дополнительный контакт может улучшить угловую стабильность, особенно на деталях, требующих более жесткого контроля изгиба. Но это также делает установку менее щадящей. Угол наклона инструмента, выбор матрицы и реакция материала должны быть более точными, а требуемое усилие обычно выше, чем при воздушной гибке.
В реальном производстве доводка может улучшить повторяемость, но она не спасает от слабой геометрии изгиба. Если фланец слишком короткий или расстояние между элементами слишком узкое, деталь все равно будет трудно хорошо работать.
Монета
При чеканке используется гораздо большее давление, чем при воздушной гибке или донной. Пуансон сильно вдавливает материал в зону штампа, значительно уменьшая обратную пружину и обеспечивая более четкую форму изгиба.
Этот метод позволяет повысить точность углов, но ценой являются более высокие усилия, большая нагрузка на инструмент и меньшая гибкость процесса. Для многих деталей из листового металла общего назначения такой компромисс не стоит того.
Именно поэтому чеканка реже встречается в обычном производстве. Обычно ее выбирают только в тех случаях, когда требования к изгибу достаточно строги, чтобы оправдать дополнительные усилия и более узкое технологическое окно.
Правила проектирования для лучшего сгибания
Многие проблемы с гибкой начинаются на чертеже, а не на станке. Несколько конструкторских решений часто решают, будет ли деталь работать гладко или станет трудноуправляемой.
Минимальная длина фланца
Длина фланца напрямую влияет на стабильность изгиба. Если фланец слишком короткий, деталь становится сложнее поддерживать во время формовки, а контроль угла ухудшается.
Это одна из самых распространенных конструктивных проблем при работе с листогибочными машинами. Фланец может быть гнущимся, но это не значит, что его легко хорошо согнуть. Короткие края с большей вероятностью сместятся, деформируются или сойдут с тормоза, что приведет к плохой повторяемости.
В качестве практической отправной точки минимальная длина фланца обычно зависит от отверстия штампа, толщины материала и радиуса изгиба. Если фланец слишком мал для выбранной оснастки, мастеру могут понадобиться специальные инструменты или другой подход к изгибу. Это еще больше усложняет настройку, не устраняя реальных недостатков конструкции.
Расстояние от отверстия до изгиба
Элементы, расположенные слишком близко к линии сгиба, часто создают проблемы. Расположенное рядом отверстие, паз или вырез могут растянуться, деформироваться или сместиться, как только окружающий материал начнет формироваться.
Это происходит потому, что зона изгиба движется не сама по себе. Материал вокруг изгиба также меняет форму и напряженное состояние во время формовки. Если деталь расположена слишком близко, эта область перестает вести себя как стабильная плоская заготовка и начинает вести себя как часть изгиба.
Во многих рутинных работах в качестве грубой, предварительной проверки расстояния между отверстием и изгибом используется толщина материала, примерно в 2-3 раза превышающая толщину отверстия. Реальное требование зависит от размера детали, радиуса изгиба, материала и требований к допуску. Деталь может быть изготовлена и с меньшим зазором, но качество детали обычно становится менее надежным.
Внутренний радиус изгиба
Радиус внутреннего изгиба влияет как на качество изгиба, так и на риск образования трещин. Если радиус слишком мал для материала, внешняя поверхность испытывает большую деформацию при формовке, что повышает риск раскола или повреждения поверхности.
Это имеет большее значение для нержавеющей стали, алюминия с более твердой температурой и толстого листа. Небольшой радиус может выглядеть чистым на чертеже, но обычно он оставляет меньше формовочного поля на полу.
Во многих общих конструкциях практической отправной точкой является внутренний радиус, приблизительно равный толщине материала. Наилучшее значение зависит от материала и закалки. Больший радиус обычно улучшает формуемость, но он также изменяет разработку плоской детали и окончательную посадку. Поэтому к радиусу изгиба следует относиться как к реальному технологическому решению, а не просто как к детали чертежа.
Облегчение изгиба
Рельеф изгиба помогает уменьшить концентрацию напряжений вблизи краев и углов при гибке. Без достаточного рельефа материал вблизи конца изгиба может порваться, выпятиться или деформироваться при изгибе.
Это часто проявляется, когда сгиб останавливается возле края, угла или другой сформированной детали. Плоская деталь может выглядеть просто, но состояние края становится нестабильным, как только лист начинает двигаться.
Небольшое облегчение изгиба может сделать изгиб более чистым и повторяемым. Это простая конструктивная особенность, но она часто предотвращает повреждения кромок, которые гораздо сложнее исправить после того, как деталь уже сформирована.
Направление зерна
Направление зерна может изменить надежность изгиба детали. Если линия изгиба проходит поперек зерна, материал обычно меньше трескается. Когда изгиб идет вдоль зерна, риск образования трещин возрастает быстрее, особенно в более твердых материалах или при изгибах с малым радиусом.
Это не везде одинаково критично, но становится более важным, когда конструкция уже имеет низкий запас прочности. Алюминий и нержавеющая сталь обычно делают это более заметным.
Именно поэтому направление зерна не должно рассматриваться как незначительная деталь на жестких сгибах. Изгиб может выглядеть приемлемым в CAD, но стать рискованным в производстве, если направление материала будет противоречить изгибу.

Общие проблемы формовки на листогибочном прессе
Детали листогибочного пресса часто выходят из строя предсказуемым образом, когда условия изгиба слишком агрессивны или нестабильны. Главное - понять, в чем заключается проблема, почему она возникает и где ее устранить.
Springback
Пружинящая спинка - это потеря угла, возникающая после возвращения пуансона на место. После удаления пуансона материал пытается восстановить часть своей первоначальной формы, поэтому изгиб немного раскрывается.
Это происходит потому, что часть деформации материала носит упругий характер. Более прочные материалы обычно сильнее пружинят. Нержавеющая сталь и более твердый алюминий часто демонстрируют это более отчетливо, а воздушный изгиб обычно более чувствителен, поскольку конечный угол в большей степени зависит от реакции материала.
Обычно правильным решением является контроль процесса, а не дополнительное усилие само по себе. Лучшая компенсация изгиба, более строгий контроль глубины пуансона, другой метод изгиба или состояние материала с меньшей пружинистостью обычно дают больше, чем просто более сильное нажатие. Если обратная пружина уже высока, обычно лучше расширить технологический запас на ранней стадии, чем продолжать исправлять детали после их формовки.
Следы изгибов
Следы изгиба - это линии или повреждения поверхности, оставленные в результате контакта с инструментом во время изгиба. На некосметических деталях легкая маркировка может быть приемлемой. На видимых крышках, дверях или готовых панелях такая отметина может превратить пригодную для использования деталь в повторную обработку.
Причина обычно проста. Лист вдавливается в оснастку под нагрузкой, и в результате контакта остается след. Маленькие отверстия штампа, изношенная оснастка, высокое контактное давление и плохая ориентация детали обычно усугубляют проблему. Нержавеющую сталь, алюминий и окрашенные поверхности легче заметить.
Лучшее решение - контролировать контакт до того, как деталь попадет в производство. Более чистая оснастка, более подходящее отверстие штампа, лучшая ориентация детали и защита поверхности обычно помогают больше, чем попытки очистить результат после. Когда внешний вид имеет значение, косметический контроль должен рассматриваться как часть настройки гибки.
Взлом
Растрескивание происходит, когда внешняя поверхность изгиба растягивается сверх предельных возможностей материала. Она может начинаться как тонкая поверхностная трещина или открываться настолько, что деталь сразу же отбраковывается.
Обычная причина - слишком жесткие условия изгиба для материала. Малый внутренний радиус, твердый закал или изгиб с зерном - все это может уменьшить запас на изгиб. Обычно это быстрее проявляется в нержавеющей стали, толстом листе и более твердом алюминии.
Обычное решение - уменьшить деформацию при изгибе. Увеличение внутреннего радиуса, более мягкая закалка, лучшее направление зерна или менее агрессивный изгиб обычно помогают больше, чем дополнительный тоннаж. При появлении трещин первым вопросом должен быть вопрос о том, не является ли конструкция изгиба слишком жесткой для выбранного материала.
Скручивание
Скручивание возникает, когда деталь не остается стабильной на протяжении всего хода. Одна сторона поднимается, поворачивается или движется по-другому, и изгиб деформируется вместо того, чтобы оставаться сбалансированным.
Обычно это происходит из-за нестабильной геометрии во время формовки. Узкие детали, асимметричные формы и детали с неравномерной поддержкой по линии сгиба более склонны к скручиванию. Последовательность изгибов также может усугубить проблему, когда ранние изгибы снижают стабильность последующих.
Исправить ситуацию обычно помогает лучший контроль, а не большее усилие. Лучшая поддержка, лучший порядок изгиба и лучшая управляемость обычно решают больше, чем более сильное надавливание. Если скручивание продолжается, возможно, потребуется изменить геометрию детали, чтобы изгиб можно было выполнить в более стабильных условиях.
Несоответствующие углы изгиба
Несогласованные углы изгиба возникают, когда настройка не дает одинакового результата на всем участке. Первая часть может быть правильной, но последние части расходятся достаточно сильно, чтобы создать проблемы с подгонкой или сборкой.
Обычно это происходит не из-за одной причины, а из-за вариаций процесса. Изменение толщины материала, изменение текучести, перемещение установки, износ инструмента и позиционирование детали - все это может изменить конечный угол. При длинных изгибах проблему обычно легче заметить.
Исправить ситуацию можно, контролируя весь цикл, а не только образец. Стабильный материал, повторяющаяся настройка, хорошее состояние инструмента и четкая проверка углов имеют большее значение, чем правильная обработка одной детали в начале. Первое изделие может пройти успешно, а работа в дальнейшем может отклониться, если сам процесс не стабилен.
Когда листогибочная штамповка - правильный выбор?
Прессовая штамповка полезна, но не для всех деталей она подходит лучше всего. Правильный выбор зависит от геометрии, объема и того, что действительно необходимо для работы.
Лучше, чем сварка, для некоторых гнутых деталей
Прессовая штамповка часто является лучшим выбором, когда одна гнутая заготовка может заменить несколько сваренных деталей. Меньшее количество деталей обычно означает меньшее количество швов, меньшее время сварки и меньший объем последующей обработки.
Это повышает стоимость. Меньше сварка обычно означает меньшее тепловое искажение, меньшее количество переменных при выравнивании и меньшую вероятность возникновения проблем с подгонкой в дальнейшем. Для кронштейнов, лотков, крышек и многих корпусных деталей сгибание одной детали часто проще контролировать, чем создание той же формы из нескольких небольших секций.
Для многих простых форм лучше, чем механическая обработка
Прессовая штамповка также имеет смысл, когда форма детали определяется в основном изгибами, а не интенсивным удалением материала. Если деталь начинается как лист и в основном нуждается во фланцах, складчатых стенках или профилях, то обработка той же формы из цельного листа обычно является менее эффективным способом.
Обработка создает форму путем удаления материала. При гибке форма создается за счет перемещения материала. Для многих панелей, крышек, кронштейнов и вспомогательных деталей это обычно означает меньшее количество отходов и более простой технологический процесс.
Когда штамповка может быть лучшим вариантом?
Штамповка на листогибочном прессе отличается гибкостью, но не всегда является лучшим решением. Штамповка может быть лучшим выбором, если конструкция детали стабильна, элементы изгиба повторяются в больших объемах, а специальная оснастка может быть оправдана.
В такой ситуации штамповка может сократить время цикла и повысить производительность. Предварительные затраты на оснастку гораздо выше, но стоимость одной детали может быстро снизиться, как только тираж станет достаточно большим и стабильным.
В каких случаях лучше использовать прокатные формы?
Рулонная штамповка может быть более подходящим вариантом, если деталь длинная и имеет одинаковое сечение от одного конца до другого. Такая геометрия отличается от дискретных линий изгиба, обычно выполняемых на листогибочном прессе.
Прессовая штамповка лучше всего работает, когда деталь имеет определенные изгибы, выполняемые шаг за шагом. Рулонная формовка лучше работает, когда профиль остается непрерывным по всей длине.
Как улучшить результаты гибки?
Лучшее качество гибки обычно достигается благодаря принятым ранее решениям, а не последующим исправлениям. Небольшие изменения в конструкции, оснастке и настройке часто дают наибольшую разницу.
Конструкция с учетом ограничений на изгиб
Лучшая гибка обычно начинается на чертеже, а не на станке. Деталь может выглядеть приемлемо в САПР, но при этом быть трудновыполнимой, если фланец слишком короткий, внутренний радиус слишком мал или элементы расположены слишком близко к линии изгиба.
Наиболее эффективное решение - заложить в конструкцию больший запас на изгиб до начала производства. Немного больший радиус, больший зазор вблизи изгиба или лучшее направление изгиба часто улучшают стабильность без изменения функции детали. Это небольшие изменения в печати, но они обычно снижают больший риск, чем поздние исправления в настройках.
Подбор инструмента к детали
Инструментарий должен соответствовать требованиям к изгибу, а не только уже имеющейся на станке оснастке. Форма пуансона, отверстие штампа и метод гибки - все это влияет на контроль угла, состояние поверхности и стабильность процесса.
Правильный подход заключается в выборе оснастки в зависимости от материала, радиуса цели, длины изгиба и требований к поверхности. Слишком маленькое отверстие штампа может увеличить усилие и разметку без улучшения реального результата. Слишком большое отверстие штампа может ухудшить контроль над тонкими деталями или узкими элементами. Во многих рутинных работах ширина штампа часто выбирается в 6-10 раз больше толщины материала, но окончательный выбор все равно должен соответствовать детали.
Проверка критических изгибов перед производством
Не каждый изгиб имеет одинаковое значение. Некоторые сгибы легко сделать и легко удержать. Другие контролируют посадку сборки, внешний вид или положение последующих операций.
Полезное решение - выявить критические изгибы до начала работы. Если один изгиб влияет на посадку или внешний вид детали, его следует проверять как ключевую точку процесса, а не рассматривать как остальную геометрию. Это обычно предотвращает распространенную ситуацию, когда детали проходят базовую гибку, но при этом вызывают проблемы при сборке или отделке.
Используйте прототипы для снижения риска
Прототипные изгибы полезны тем, что они показывают, где чертеж слаб. Проблемы с пружинами, разметкой, локальными искажениями и порядком изгиба часто проявляются только после того, как деталь фактически сформирована.
Лучше всего использовать прототип не только для того, чтобы доказать, что деталь можно согнуть один раз. Это подтверждение того, что деталь может быть согнута стабильно. Это дает команде шанс скорректировать радиус, зазор, оснастку или порядок гибки, прежде чем работа перейдет в повторное производство. В большинстве случаев небольшая корректировка на стадии прототипа обходится гораздо дешевле, чем многократные исправления в процессе производства.
Заключение
Штамповка на листогибочном прессе остается одним из наиболее практичных способов превращения плоского листа в повторяющиеся детали. Она хорошо подходит для кронштейнов, панелей, крышек, лотков и корпусов, поскольку обеспечивает хорошую гибкость формовки без затрат на оснастку, связанных со штамповкой.
Планируете изготовление детали из листового металла, требующей штамповки на прессе? Мы поддерживаем проекты от прототипа до производства и можем помочь с анализом изгибов, отзывами о технологичности и индивидуальными предложениями. Пришлите нам свои чертежи или детали проекта чтобы мы могли обсудить наилучший способ формовки для вашей детали.


