Заготовка листового металла - один из самых распространенных процессов в металлообработке. Она разрезает плоский металлический лист на точные формы для последующей формовки или сборки. Этот процесс быстрый, последовательный и доступный. Именно поэтому он идеально подходит для производства множества одинаковых деталей.
В последние годы производители требуют более жестких допусков и более чистых кромок. Эта потребность привела к совершенствованию технологии заготовки. Традиционные механические прессы по-прежнему используются, но все большую популярность приобретают прецизионные системы с сервоприводом. Прежде чем рассматривать эти новые методы, необходимо понять, что такое заготовка и как она работает.

Что такое заготовка из листового металла?
Заготовка из листового металла - это процесс холодной резки, при котором плоскому листу придают форму с помощью пуансона и штампа. Вырезанная часть - заготовка - становится готовым изделием. Остатки листа обычно перерабатываются.
Он похож на перфорацияНо цель у них разная:
- Бланкирование: Вырезанная часть - это завершающая деталь.
- Удар: используется оставшийся лист с отверстиями.
Заготовка позволяет получить гладкие края и точные размеры за один ход пресса. Кроме того, она сохраняет прочность металла, поскольку не требует нагрева.
Обычно этот процесс применяется при толщине листа от 0,5 мм до 5 мм, хотя специальные машины могут обрабатывать и более толстые материалы. К распространенным материалам относятся низкоуглеродистая сталь, нержавеющая сталь, алюминий, латунь и медь.
Как работает процесс бланкирования?
Заготовка - это контролируемое резание. Каждый этап влияет на качество кромки, срок службы инструмента и скорость производства.
Шаг 1. Подготовка материала
Выбор правильного материала - это первый шаг. Такие свойства, как прочность на разрыв, пластичность и направление зерна, влияют на то, как лист будет резаться. Перед обработкой листы обычно расплющивают и очищают. Удаление масла, грязи или окислов помогает предотвратить износ инструмента и неровные края.
Шаг 2. Настройка инструмента
Основными инструментами являются пуансон, матрица, зачистная пластина и направляющие штифты. Зазор между пуансоном и матрицей имеет решающее значение. Он определяет, насколько чистым будет срез и как долго прослужат инструменты.
Общее правило для низкоуглеродистой стали таково:
Зазор = 5-10% × толщина листа
Для более твердых материалов, таких как нержавеющая сталь, используйте немного больший зазор (8-12%), чтобы уменьшить износ инструмента.
Шаг 3. Зажим и выравнивание
Перед резкой лист должен быть надежно зажат и выровнен. В ручных установках операторы используют упоры и фиксирующие штифты. В автоматизированных системах сервоподатчики перемещают полосу в нужное положение для каждого хода.
Точное выравнивание гарантирует, что каждая заготовка будет отрезана в нужном месте. Это улучшает использование материала и предотвращает разрывы.
Шаг 4. Штрих для резки
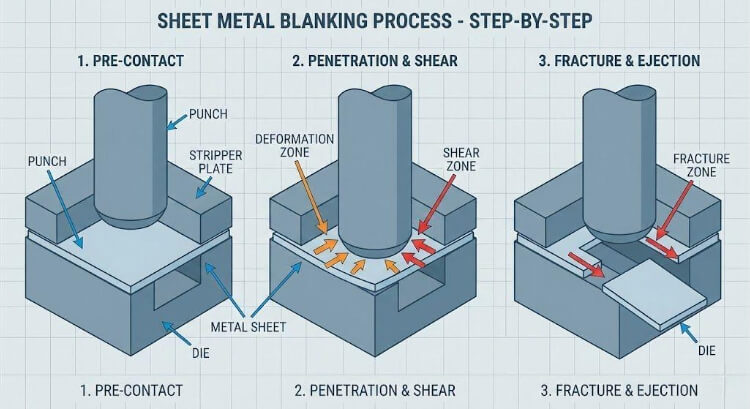
После запуска пресса пуансон вдавливается в металл. Резка происходит в три этапа:
- Упругая деформация - Лист слегка сгибается.
- Пластическая деформация - Металл начинает скалываться.
- Перелом - Заготовка отделяется от листа.
Шаг 5. Осмотр и удаление отходов
После резки заготовки проверяются на точность размеров, высоту заусенцев и плоскостность кромок. Автоматизированные системы часто используют лазерный или визуальный контроль для измерения деталей непосредственно на производственной линии.
Основы проектирования оснастки
Заготовительный штамп - это не просто режущий инструмент, а прецизионная система, определяющая способ разделения листа.
Типичный набор штампов включает в себя следующие детали:
- Набор дыроколов и штампов - формирует заготовку.
- Стрипперная пластина - удаляет вырезанную часть из пуансона.
- Направляющие штифты и втулки - сохраните все в порядке во время работы.
Геометрия пуансонов и матриц
Форма пуансона определяет конечную заготовку, а отверстие матрицы обеспечивает зазор. Острые кромки делают более гладкие срезы. Зазор определяет, насколько большая часть кромки становится шелковистой, полированной зоной, а не грубой, изломанной зоной.
Инструментальный материал и покрытия
К распространенным инструментальным материалам относятся D2, SKD11 и карбид вольфрама. Для твердых металлов, таких как нержавеющая сталь или титан, покрытия, такие как TiN или AlCrN, могут увеличить срок службы инструмента в два-три раза.
Смазка и охлаждение
Смазка уменьшает трение и поддерживает гладкость поверхности. В автоматизированных системах для равномерного покрытия используются распылители или валики. Хорошая смазка также снижает нагрев инструмента, помогая сохранить остроту кромок.
Виды заготовительных операций
Заготовка может иметь несколько форм в зависимости от конструкции детали, объема и способа производства. Выбор правильного варианта позволяет сбалансировать стоимость и качество продукции.
Обычная заготовка
Это самый простой метод. Одним ударом пуансона заготовка вырезается из листа. Это быстрый и доступный метод, поэтому он идеально подходит для изготовления деталей средней точности, таких как кронштейны, шайбы и крышки. Типичный диапазон допусков: ±0,05-0,1 мм, в зависимости от материала и установки зазора.
Прогрессивная штамповка
В этом методе листовая лента проходит несколько стадий в одном штампе. На каждом этапе выполняется одно действие - например, прошивка или формовка, - пока деталь не будет полностью изготовлена на последнем этапе. Этот метод идеально подходит для крупносерийного рулонного производства и позволяет изготавливать деталь каждую секунду.
Заготовка для комбинированных штампов
Составные штампы выполняют заготовку и пробивку за один ход. Такое сбалансированное режущее действие обеспечивает превосходную плоскостность и точность размеров. Они обычно используются для изготовления фланцев, ламинированных деталей двигателей и прецизионных шайб.
Непрерывное полосовое покрытие
Непрерывная металлическая катушка проходит через штамп, отрезая одну или несколько деталей за один ход. Такой подход повышает эффективность и минимизирует количество отходов, особенно при производстве автомобильных зажимов, электрических клемм и разъемов.
Комбинированные и вторичные операции
Заготовка может сочетаться с гибкой, тиснением или чеканкой в одной установке. Этот метод превращает простой процесс резки в производство практически готовой детали, экономя время и улучшая плоскостность.
Материалы, используемые для заготовки
| Материал | Характеристики | Рекомендуемый клиренс | Общие приложения |
| Мягкая сталь | Легко формируется и экономически эффективен | 5-8% t | Кронштейны, панели |
| Нержавеющая сталь | Прочный и устойчивый к коррозии | 7-10% t | Кухонные принадлежности, медицинские детали |
| Алюминий | Легкий и мягкий; может прилипать к инструментам | 8-12% t | Корпуса, радиаторы |
| Медь / Латунь | Токопроводящая и чистая резка | 6-9% t | Электрические разъемы |
Правильный выбор материала помогает сохранить качество кромок и срок службы инструмента. Разные металлы по-разному ведут себя под давлением, поэтому необходимо регулировать зазор и усилие прижима.
Совет по качеству: Для хрупких материалов, таких как нержавеющая сталь 304, выравнивайте направление зерна по кратчайшему отрезку, чтобы уменьшить разрыв кромок.
Толщина и сила
Большинство прессов работают с листами толщиной от 0,5 мм до 6 мм. Более толстые листы требуют большего усилия, которое оценивается по:
F=L×t×τ
Пример:
Для нержавеющего листа толщиной 2 мм с периметром 150 мм и прочностью на сдвиг 600 Н/мм²:
F=150×2×600=180,000N=180kN
Преимущества и ограничения
Заготовка из листового металла известна своей скоростью, точностью и низкой стоимостью при крупносерийном производстве. Однако, как и любой другой процесс, она имеет свои ограничения. Понимание того и другого помогает инженерам выбрать правильный подход для каждого проекта.
Преимущества
Высокая точность измерений
Современные заготовительные прессы могут достигать допусков ±0,05 мм и выше при использовании хорошо обработанных штампов. Стабильный зазор и прочные рамы прессов обеспечивают стабильное качество в течение тысяч циклов, что делает заготовку идеальным решением для работ с жесткими допусками в автомобильной промышленности или производстве электроники.
Отличная воспроизводимость и скорость
После установки матрицы каждый ход производит дубликат предыдущей детали. Время цикла менее 1 секунды является стандартным для прогрессивных систем с рулонной подачей. Такая повторяемость является ключевой причиной того, что заготовка остается основой высокоскоростных штамповочных линий по всему миру.
Низкая стоимость единицы продукции в масштабе
Хотя изготовление инструмента может составлять до 40% от первоначальной стоимости проекта, цена за деталь быстро снижается по мере увеличения объема производства. При объемах производства свыше 50 000 деталей заготовка часто обходится на 30-50% дешевле, чем лазерная резка или механическая обработка.
Эффективное использование материала
Хорошая конструкция штампа позволяет достичь 90-95% использования листа. Лом легко перерабатывается, а автоматизированные системы удаления помогают сократить количество отходов и повысить экологичность.
Холодная обработка - без термического воздействия
Заготовка режет металл механически, а не термически. Это позволяет избежать образования зоны термического влияния (ЗТВ) и сохранить прочность материала и качество поверхности, снижая необходимость в дополнительной полировке или отжиге.
Ограничения
Высокие затраты на оснастку и наладку
Сложные штампы требуют больших затрат на разработку и обработку. При изготовлении небольших партий или прототипов инвестиции часто перевешивают преимущества.
Ограниченная гибкость конструкции
Каждый штамп изготавливается для одной формы. Даже небольшие изменения в конструкции могут потребовать новой оснастки или доработки, что увеличивает время простоя и затраты.
Заусенцы и деформация кромок
Стандартная заготовка часто оставляет заусенцы высотой около 0,03-0,08 мм. Плохой зазор или тупой инструмент могут усугубить ситуацию и потребовать последующей обработки.
Износ и обслуживание инструмента
Кромки инструментов со временем затупляются. При резке нержавеющей стали или оцинкованного материала инструменты 20-30% изнашиваются быстрее, чем при резке низкоуглеродистой стали. Для поддержания точности необходима регулярная заточка и проверка центровки.
Шум и вибрация
Уровень шума механических прессов может превышать 85 дБ, поэтому операторам часто требуются средства защиты органов слуха или звукоизолирующие кожухи.
Общие проблемы с качеством и способы оптимизации
Даже при стабильной настройке производительность заготовки может снизиться из-за износа инструмента, несоосности или неровности материала. Выявление проблем на ранней стадии помогает поддерживать стабильное качество и сокращает количество отходов.
1. Формирование бурра
Причина:
Слишком большой зазор, затупленные пуансоны или слабая смазка.
Фикс:
- Зазор должен составлять 6-10% от толщины листа.
- Затачивайте инструменты каждые 100 000-200 000 ударов.
- Используйте микросмазку или сухое пленочное покрытие.
- При работе с нержавеющей сталью наносите покрытия TiCN или AlCrN.
2. Износ и несоосность штампов
Причина:
Неправильное выравнивание или неравномерная нагрузка при повторных циклах.
Фикс:
- Ежедневно проверяйте выравнивание с помощью штифтов или дюбелей.
- Добавьте датчики нагрузки для отслеживания несбалансированных сил.
- Для более длительной работы используйте пластины из твердого сплава или SKD11.
- Отслеживайте срок службы штампов и устанавливайте графики технического обслуживания.
3. Деформация материала и кромкооблицовка
Причина:
Тонкие листы, изгибающиеся под давлением, избыточным усилием или слабым ударом.
Фикс:
- Отрегулируйте давление зачистной пластины.
- Поддерживайте большие заготовки с помощью накладок.
- Более низкая скорость хода для тонкого алюминия.
- Используйте тонкая зачистка или вакуумные системы для листов толщиной менее 0,5 мм.
4. Дрейф размеров
Причина:
Износ инструмента, перепады температуры или неравномерная толщина материала.
Фикс:
- Используйте оптический контроль в линии для получения оперативной обратной связи.
- Автоматическая регулировка зазора в сервопрессах.
- Записывайте количество ходов, чтобы планировать повторную заточку.
5. Царапины на поверхности и плохая смазка
Причина:
Недостаточное смазывание или попадание мусора между листом и штампом.
Фикс:
- Для равномерного нанесения используйте валик или туманную смазку.
- Часто очищайте инструменты от стружки.
- Для декоративных или матовых деталей из нержавеющей стали используйте уретановые стрипперы.
Применение в различных отраслях промышленности
Заготовка из листового металла играет важную роль в отраслях промышленности, где требуются точные, легкие и стабильные металлические детали. Благодаря сочетанию высокой точности и скорости она позволяет преодолеть разрыв между созданием прототипов и полномасштабным производством.
Автомобильная техника
Автомобильная промышленность в значительной степени использует заготовку для производства задних пластин тормозных колодок, дисков сцепления, кронштейнов сидений, рулевых замков и тяг подвески. Прогрессивные линии могут достигать скорости 200 ходов в минуту, создавая сотни одинаковых деталей из одной катушки.
Тонкая зачистка особенно популярна для деталей, которые должны соответствовать строгим стандартам безопасности и производительности. Она позволяет получить гладкие, полностью срезанные кромки, которые повышают усталостную прочность и снижают уровень шума и вибрации в тормозных узлах.
Электроника и электрооборудование
В электронике точность и проводимость являются главными приоритетами. Из меди и латуни изготавливаются заготовки для ламинирования двигателей, экранирующие рамки, клеммы и контактные пластины. Эти материалы требуют жесткого контроля размеров для обеспечения надежных электрических характеристик.
Современные сервопрессы могут заготавливать тонкие пленки толщиной менее 0,3 мм для миниатюрных датчиков и разъемов, соблюдая допуски в пределах ±0,03 мм.
Корпуса для бытовой и промышленной техники
Производители устройств ОВКВ, осветительных приборов и панелей управления используют заготовки для создания плоских панелей, кронштейнов и рам. Гладкие, без заусенцев края помогают ускорить сборку и обеспечивают герметичность при соединении деталей.
Автоматизированные системы подачи и укладки рулонов обеспечивают круглосуточное производство, повышая производительность и снижая трудозатраты.
Аэрокосмические и энергетические системы
Авиакосмическая промышленность и возобновляемые источники энергии требуют самого высокого соотношения прочности и веса.
Заготовки используются для формирования титановых кронштейнов, зажимов из нержавеющей стали и пластин для батарей EV, где точность и чистота краев очень важны.
Прессы с сервоприводом помогают контролировать силу резания и предотвращать появление микротрещин, обеспечивая соответствие деталей строгим стандартам надежности.

Заключение
Заготовка из листового металла остается одним из самых надежных и экономически эффективных методов резки в современном производстве. Способность производить миллионы одинаковых деталей с минимальными отходами делает ее незаменимой в отраслях, где требуется не только качество, но и скорость.
Современные прессы с сервоуправлением и датчиками привносят в процесс новую точность. Благодаря таким функциям, как мониторинг в реальном времени, автоматическая регулировка нагрузки и энергосберегающие режимы, заготовка превратилась в инновационную производственную систему, управляемую данными.
Ищете поставщика, который может поставлять высокоточные детали из листового металла в масштабе? В TZR наша команда специализируется на заготовках для сервопрессов, прецизионной оснастке и автоматизированных производственных линиях с рулонной подачей, созданных с учетом ваших требований к допускам, отделке и срокам поставки. Отправьте нам свои чертежи или спецификации сегодняНаши инженеры рассмотрят их в течение 24 часов и предоставят индивидуальное предложение и предложения по DFM.
Вопросы и ответы
В чем разница между бланкированием и тиснением?
Заготовка - это одна из специфических операций штамповки. Она позволяет вырезать форму, в то время как штамповка может также включать гибку или формовку.
Чем заготовка отличается от лазерной резки?
Лазерная резка отлично подходит для коротких тиражей или нестандартных деталей. Однако заготовка быстрее, лучше повторяется и дешевле при больших объемах. Кроме того, она не вызывает термических повреждений.
Какие материалы обычно используются для изготовления заготовок?
Наиболее распространены мягкая сталь, нержавеющая сталь, алюминий, медь и латунь. Для каждого материала требуется своя настройка зазора и тип смазки.
Как производители могут повысить эффективность?
Переход на сервопрессы, оптимизация схемы раскроя и предиктивное обслуживание могут повысить производительность и продлить срок службы инструмента.