Bei der Blechverarbeitung und CNC-Bearbeitung geht es bei der Wahl zwischen Eloxal und Pulverbeschichtung selten nur um die Auswahl einer Farbe oder den niedrigsten Stückpreis. Beide Veredelungen schützen Metalloberflächen, aber sie interagieren mit dem Substrat auf völlig unterschiedliche Weise.
Eloxieren ist ein elektrochemisches Verfahren, das eine harte Oxidschicht auf Aluminium bildet. Es erhält eine dünne Metalloberfläche und eignet sich gut für Präzisionsteile, Verschleißfestigkeit und enge Montageanforderungen. Bei der Pulverbeschichtung wird eine gehärtete Beschichtung auf die Metalloberfläche aufgebracht. Sie bietet breitere Farb- und Texturoptionen, eine bessere Oberflächenabdeckung und wird häufig für Blechgehäuse, Halterungen und Teile für den Außenbereich verwendet.
Nachfolgend finden Sie eine direkte Aufschlüsselung, wie diese beiden Oberflächenbehandlungen funktionieren und wie Sie die optimale Wahl für Ihr Fertigungsprojekt treffen können.
Schnellvergleichstabelle
| Merkmal | Eloxieren | Pulverbeschichtung |
| Prozess-Typ | Elektrochemische Oxidation | Elektrostatisches Sprühen + thermische Aushärtung |
| Materialeignung | Hauptsächlich Aluminium (auch Titan/Magnesium) | Fast alle Metalle (Stahl, Aluminium, Edelstahl, usw.) |
| Dimensionale Auswirkungen | Sehr niedrig (wächst in das Metall ein) | Mäßig bis hoch (fügt eine physikalische Schicht hinzu) |
| Primärer Vorteil | Hohe Verschleißfestigkeit, bewahrt metallisches Aussehen | Ausgezeichneter Korrosionsschutz, zahlreiche Farboptionen |
| Primäres Risiko in der Werkstatt | Farbabstimmung über Chargen hinweg / Variationen der Materiallegierung | Gewindeverstopfung / Kantenbildung / Faradayscher Käfig-Effekt |
Eloxiert vs. Pulverbeschichtung: Hauptunterschied
Um eine fundierte technische Entscheidung treffen zu können, muss man wissen, dass es sich nicht nur um verschiedene Arten von Standardlacken handelt. Der grundlegende Unterschied liegt in der Art und Weise, wie die Schutzschicht tatsächlich auf dem Metall gebildet wird.
Prozessunterschied
Eloxieren ist ein elektrochemisches Verfahren. Das Metallteil wird in ein saures Elektrolytbad getaucht und mit elektrischem Strom durchflossen. Diese kontrollierte Umgebung zwingt die natürliche Oxidschicht auf der Oberfläche zu einer schnellen Verdickung.
Pulverbeschichtung ist ein Trockenveredelungsverfahren. Elektrostatisch geladene Pigment- und Harzpartikel werden auf ein elektrisch geerdetes Metallteil gesprüht. Das Teil wird dann in einen Aushärteofen gelegt, wo die Hitze das Pulver zum Schmelzen bringt, es fließt und sich chemisch zu einem festen Film vernetzt.
Oberflächenstruktur
Da es sich beim Eloxieren um ein Oxidationsverfahren handelt, ist die Oberfläche vollständig mit dem darunter liegenden Metall verbunden. Sie kann nicht abblättern, abplatzen oder abplatzen, weil sie im Wesentlichen eine modifizierte Schicht des Aluminiums selbst ist.
Die Pulverbeschichtung hingegen wirkt wie eine physische Hülle, die das Teil umgibt. Sie verbindet sich fest mit der Oberfläche, bleibt aber eine eigenständige, separate Polymerschicht, die auf dem Grundmetall sitzt.
Dickenbereich
Beim Eloxieren werden extrem dünne Schichten erzeugt. Eine Standard-Eloxalschicht ist etwa 0,0002″ bis 0,0008″ (5 bis 20 Mikrometer) dick. Die Pulverbeschichtung ist wesentlich dicker und ergibt je nach der spezifischen Pulverchemie und der Anwendungsmethode in der Regel eine Schicht zwischen 0,0015″ und 0,005″ (38 bis 127 Mikrometer).
Dieser Unterschied diktiert die Ausführung in der Werkstatt: Während 5 Mikrometer Eloxal nur selten die Passung eines Standard-Dübellochs beeinträchtigen, erfordern 127 Mikrometer Pulverbeschichtung eine sofortige Kompensation der Konstruktion, ein erneutes Gewindeschneiden oder starkes Abkleben.
Geeignete Metalle
Das Eloxieren ist sehr materialspezifisch. In der industriellen Fertigung wird es fast ausschließlich für Aluminiumlegierungen verwendet. Beachten Sie, dass Aluminiumdruckguss aufgrund seines hohen Siliziumgehalts nicht gut eloxiert werden kann, was oft zu einem hässlichen, gesprenkelten grauen Aussehen führt; daher ist die Pulverbeschichtung die eindeutig bessere Wahl für Gussteile.
Die Pulverbeschichtung ist weitaus vielseitiger und kann auf Kohlenstoffstahl, Edelstahl, Aluminium und Messing aufgetragen werden - vorausgesetzt, das Metall kann die Aushärtungstemperaturen von 175°C bis 200°C (350°F bis 400°F) im Ofen ohne Verformung überstehen.
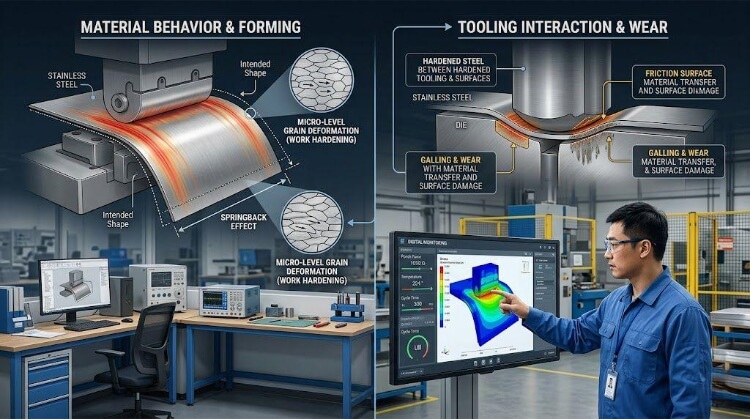
Wie sich jede Oberfläche auf das Teil auswirkt?
Über den grundlegenden Schutz hinaus verändert die chemische und physikalische Beschaffenheit der Oberfläche die mechanischen Eigenschaften des bearbeiteten oder gefertigten Teils.
Eloxierte Oxidschicht
Wenn ein Aluminiumteil eloxiert wird, wächst die Oxidschicht nach einer "50/50-Regel" - die Hälfte der Schicht dringt nach innen in das Grundmetall ein, die andere Hälfte bildet sich nach außen. Dadurch entsteht eine extrem harte, poröse Oberfläche, die später versiegelt wird.
Für Standardschutz- und kosmetische Anforderungen ist Typ II (Schwefelsäure-Eloxierung) der Industriestandard. Für Komponenten, die starker Reibung ausgesetzt sind, spezifizieren Ingenieure Typ III (Hartcoat-Eloxierung). Typ III wird bei niedrigeren Temperaturen und höheren Spannungen verarbeitet, wodurch eine dichte Schicht entsteht, die in ihrer Oberflächenhärte mit gehärtetem Stahl konkurriert.
Pulverbeschichtete Folie
Der duroplastische Polymerfilm, der durch die Pulverbeschichtung entsteht, bildet eine durchgehende, nicht poröse Barriere gegen die Umwelt. Während des Aushärtungszyklus schmelzen die Pulverpartikel und bilden Molekülketten, was zu einer Oberfläche führt, die sehr widerstandsfähig gegen Stöße und Feuchtigkeit ist.
Da die Beschichtung zu einem flexiblen Film aushärtet, hält sie physikalischen Einflüssen gut stand. Eine gleichmäßige Schichtdicke auf komplexen Teilen zu erreichen, kann jedoch eine Herausforderung sein. Während des Auftragens verhindert die elektrostatische Abstoßung oft, dass das Pulver in scharfe Innenecken oder tiefe Vertiefungen eindringt - ein Phänomen, das als Faraday-Käfig-Effekt bekannt ist.
Dicke und Textur der Oberfläche
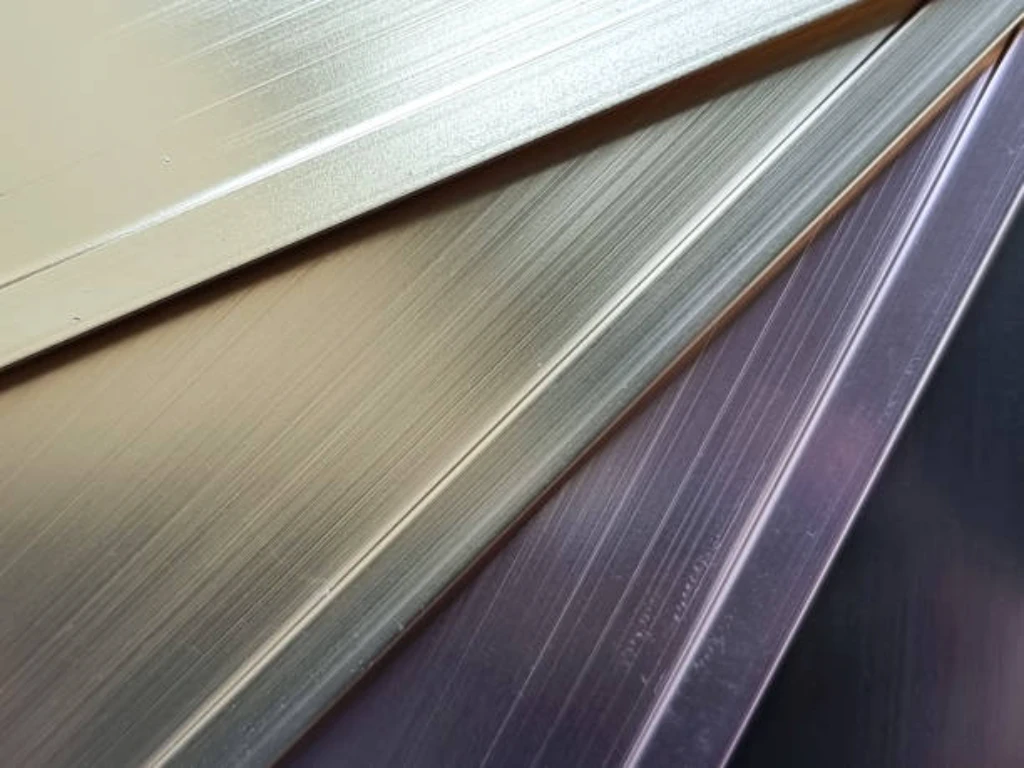
Beim Eloxieren bleibt die genaue Oberflächenstruktur des Rohmetalls erhalten. Wenn ein CNC-gefrästes Teil sichtbare Werkzeugspuren oder ein Blechteil durch Bürsten entstandene Maserungen aufweist, sind diese Spuren auf der eloxierten Oberfläche deutlich zu erkennen. Sie fühlt sich metallisch und kalt an.
Die Pulverbeschichtung verdeckt aufgrund ihrer Dicke aktiv Oberflächenmängel. Sie überdeckt mühelos kleinere Bearbeitungsspuren, leichte Kratzer und lässt geschliffene Schweißnähte an Blechgehäusen perfekt verschwinden. Die endgültige Textur hängt von der Art des Pulvers ab. Sie kann glatt und glänzend sein oder eine starke Textur aufweisen.
Toleranzen und Montagerisiken
Die Nichteinhaltung von Maßen ist der häufigste Grund, warum beschichtete Teile bei der Qualitätskontrolle durchfallen. Ingenieure müssen berücksichtigen, wie eine Beschichtung die physische Geometrie des Teils verändert, bevor sie die endgültige Zeichnung erstellen.
Beschichtungsaufbau und Maßverschiebung
Wie bekannt, wird durch die Standard-Eloxierung nur eine vernachlässigbare Menge an Material hinzugefügt (etwa 0,0002″ bis 0,0008″ pro Oberfläche), was die Standard-Bearbeitungstoleranzen (z. B. ±0,005″) kaum beeinträchtigt.
Die Pulverbeschichtung fügt jedoch eine physische Hülle von 0,0015″ bis 0,005″ (38-127 Mikrometer) pro Oberfläche hinzu. Wenn eine maschinell bearbeitete Nut so konstruiert ist, dass sie eng an eine 0,500-″-Gegenplatte passt, schrumpft durch die Pulverbeschichtung der Innenwände der Nut deren Gesamtbreite um bis zu 0,010″, was ein Versagen der Montage garantiert, es sei denn, die Nut wird überdimensioniert bearbeitet oder speziell maskiert.
Loch-, Schlitz- und Gewindepassung
Interne Merkmale erfordern eine sorgfältige Planung. Das Eloxieren geht nahtlos in Gewindelöcher und Standardbohrungen über. Sofern es sich nicht um extrem enge Toleranzen in der Luft- und Raumfahrt oder eine dicke Hartbeschichtung auf sehr kleinen Gewinden (M3 oder kleiner) handelt, können Sie die Löcher vor dem Eloxieren in der Regel auf Standardgrößen bearbeiten und schneiden.
Die Pulverbeschichtung zerstört die Funktionalität eines Gewindelochs vollständig, da das Gewinde während des Einbrennvorgangs schmilzt und verstopft. Wenn man vergisst, die Gewindebohrungen vor der Pulverbeschichtung abzukleben, muss die Werkstatt jede einzelne Bohrung manuell nachschneiden - ein sekundärer Arbeitsgang, der die Gewinnspanne und die Vorlaufzeit eines Projekts sofort zunichte machen kann.
Abdeckungen und Kontaktflächen
Die Maskierung ist ein manueller, arbeitsintensiver Prozess, der den Stückpreis direkt in die Höhe treibt. Wenn eine Blechchassis blanke Metallkontaktbereiche für die elektrische Erdung erfordert, müssen diese Bereiche abgeklebt werden.
Das Abdecken von Pulverbeschichtungen ist im Allgemeinen teurer und schwieriger als beim Eloxieren. Sie erfordert Hochtemperaturklebebänder und spezielle Silikonkappen, die den 400°F Aushärtungsofen überstehen, ohne zu schmelzen oder Kleberückstände zu hinterlassen. Die Eloxalabdeckung erfolgt bei Raumtemperatur, erfordert aber spezielle chemikalienbeständige Klebebänder, die die Säurebäder überstehen.
Geschweißte Bereiche
Wenn Ihre Montage Folgendes umfasst Schweißenist die Pulverbeschichtung in der Regel die bessere Wahl. Die Pulverbeschichtung überspannt leicht die kosmetischen Unregelmäßigkeiten einer geschliffenen Schweißnaht und verdeckt sie.
Das Eloxieren von geschweißtem Aluminium ist höchst problematisch und führt häufig zu Ausschuss. Der beim WIG- oder MIG-Schweißen verwendete Schweißzusatz reagiert anders auf das Eloxalbad als das Grundmetall, was zu offensichtlichen, hässlichen Farbfehlern an der Verbindungsstelle führt. Außerdem können mikroskopisch kleine Poren in der Schweißnaht die Schwefelsäure aus dem Eloxalbad einschließen. Mit der Zeit blutet diese eingeschlossene Säure aus, ruiniert die Oberfläche und verursacht örtliche Korrosion.
Toleranz- und Maskierungsrisikotabelle
| Merkmal/Anforderung | Eloxieren Auswirkungen & Risiko | Auswirkungen und Risiken der Pulverbeschichtung |
| Bearbeitete Gewinde | Geringes Risiko. Erfordert in der Regel kein Abdecken, es sei denn, es wird ein dicker Typ III aufgetragen. | Hohes Risiko. Die Gewinde verstopfen. Fehlende Abdeckungen verursachen hohe Nacharbeitskosten. |
| Enge Toleranzen bei Bohrungen | Geringes Risiko. Vorhersehbares Wachstum der Dimensionen (halb rein, halb raus). | Hohes Risiko. Kanten können sich stark aufbauen. Abdecken ist obligatorisch. |
| Geschweißte Gelenke | Hohes Risiko. Das Füllmetall ändert seine Farbe; Risiko des Ausblutens der Säure. | Geringes Risiko. Hervorragend geeignet, um verdeckte Schweißnähte zu verbergen. |
| Elektrische Erdung | Erfordert Maskierung (Eloxalschicht ist ein elektrischer Isolator). | Erfordert Maskierung (Polymerschicht ist ein elektrischer Isolator). |
Leistung im realen Einsatz
"Dauerhaft" ist in der Technik ein leerer Begriff. Eine Oberfläche muss im Hinblick auf die spezifischen Versagensarten bewertet werden, denen sie in der Praxis ausgesetzt ist: Abrieb, chemische Einwirkung, thermische Belastung oder ultraviolette Strahlung.
Abrieb- und Kratzfestigkeit
Wenn es um reine Verschleißfestigkeit gegen Reibung und Punktlasten geht, ist die Hartcoat-Eloxierung - die oft nach der Norm MIL-A-8625 Typ III spezifiziert wird - der unangefochtene Sieger. Mit einer Rockwell-Härte, die an die von gehärtetem Stahl heranreicht, ist sie ideal für Gleitmechanismen, Zahnräder und Verschleißplatten.
Die Pulverbeschichtung ist widerstandsfähig und aufgrund ihrer Elastizität sehr stoßfest, d. h. sie zerbricht nicht, wenn ein fallengelassenes Werkzeug auf ein Gehäuse trifft. Allerdings handelt es sich um ein weicheres Polymer. Zieht man einen scharfen Metallgegenstand über ein pulverbeschichtetes Paneel, wird ein tiefer Kratzer in die Oberfläche geritzt und blankes Metall freigelegt, während die gleiche Aktion auf einer hart eloxierten Oberfläche die Klinge wahrscheinlich nur stumpf machen würde.
Korrosion und UV-Belastung
Bei Stahl- und Blechgehäusen für den Außenbereich bietet eine zweischichtige Pulverbeschichtung (eine zinkhaltige Grundierung mit einer Polyester-Deckschicht) einen unübertroffenen Rostschutz. Richtig aufgetragene Pulverbeschichtungen für den Außenbereich können problemlos mehr als 1.000 Stunden ASTM B117 Salzsprühtests standhalten und versiegeln das Grundmetall vollständig gegen Feuchtigkeit.
Wenn es um Sonneneinstrahlung geht, hängt die UV-Stabilität stark von der Chemie ab. Standardmäßig gefärbtes Eloxal (insbesondere rot, blau und grün) verblasst merklich, bleicht aus und wird bei längerer UV-Bestrahlung rosa. Wenn eloxiertes Aluminium im Freien stehen muss, sind schwarze oder klare (ungefärbte) Beschichtungen erforderlich. Umgekehrt sind Polyester-Pulverbeschichtungen für den Außenbereich so konzipiert, dass sie UV-beständig sind und ihren Glanz und ihre Farbe über Jahre hinweg beibehalten.
Wärmeübertragung und Isolierung
Das Wärmemanagement ist ein entscheidender Faktor für elektronische Gehäuse und Kühlkörper. Die Eloxierung erhöht das Wärmeabstrahlvermögen von Aluminium. Ein eloxierter Kühlkörper gibt die Wärme effizienter an die Luft ab als ein blanker Aluminiumkörper.
Die Pulverbeschichtung wirkt wie eine Wärmedecke. Wenn ein Aluminiumgehäuse mit einer 3-Mil-Schicht aus Kunststoffpolymer umhüllt wird, staut sich die Wärme im Inneren des Gehäuses. Wenn das Metallteil als Kühlkörper für die interne Elektronik dienen soll, ist die Pulverbeschichtung eine grundsätzlich falsche Wahl.
Reinigung und Serviceumgebung
Die Ingenieure müssen die chemische Umgebung berücksichtigen. Die anodisierte Oxidschicht reagiert sehr empfindlich auf extreme pH-Werte. Scharfe alkalische Industrieentfetter oder säurehaltige Waschchemikalien lösen die Eloxalschicht buchstäblich auf und lassen das Aluminium blank, kreidig und ungeschützt zurück.
Die Pulverbeschichtung bietet eine weitaus bessere chemische Beständigkeit. Hochwertige Epoxid- oder Polyurethan-Pulver können routinemäßigen Waschvorgängen mit industriellen Lösungsmitteln, aggressiven Reinigungsmitteln und Standard-CNC-Maschinenkühlmitteln standhalten, ohne ihre Oberfläche zu beschädigen oder zu verlieren.
Erscheinungsbild und Oberflächenvorbereitung
Wenn Ingenieure und Einkäufer über das Aussehen diskutieren, muss das Gespräch über die Ästhetik hinausgehen. In der Werkstatt diktieren visuelle Anforderungen die notwendige Oberflächenvorbehandlung, die sich direkt auf Durchlaufzeiten und Ausschussraten auswirkt.
Optionen für Farbe und Textur
Die Pulverbeschichtung bietet praktisch unbegrenzte kosmetische Flexibilität. Sie ist im gesamten RAL-Farbspektrum erhältlich und kann in verschiedenen Glanzgraden und Texturen (z. B. matt, feiner Sand oder starke Faltenbildung) formuliert werden.
Das Eloxieren ist auf eine viel engere Farbpalette beschränkt (in der Regel schwarz, klar, rot, blau, grün und gold). Da der Farbstoff in die poröse Oxidschicht absorbiert und nicht aufgestrichen wird, behält die endgültige Farbe einen tiefen, metallischen Glanz, den die Pulverbeschichtung nicht wiedergeben kann.
Sichtbare Bearbeitungsspuren
Eloxieren ist eine durchscheinende Oberfläche. Sie deckt nichts ab, sondern gibt den genauen Zustand des Rohmetalls wieder. Wenn ein CNC-Teil sichtbare Werkzeugsprünge hat oder eine Blechschelle hat Maserungslinien vom Walzwerk, die eloxierte Oberfläche hebt diese Spuren deutlich hervor.
Die Pulverbeschichtung wirkt je nach Schichtdicke und Textur wie ein optischer Ausgleich. Eine stark strukturierte Pulverbeschichtung verdeckt kleinere Bearbeitungsspuren, leichte Schleifspuren und Oberflächenkratzer vollständig.
Defektdeckung und Vorbehandlung
Es ist ein weit verbreiteter Irrglaube, dass die Pulverbeschichtung schlechte Verarbeitung verbergen kann. Sie deckt zwar kleinere Kratzer ab, aber tiefe Furchen, scharfe Grate oder poröse, nicht verschmolzene Schweißnähte kann die Pulverbeschichtung nicht ausgleichen.
Beim Eloxieren erfordert das Erreichen einer gleichmäßigen matten kosmetischen Oberfläche eine sekundäre mechanische Vorbehandlung. Die Teile müssen stark perlgestrahlt oder gerichtet gebürstet werden, bevor sie in die Eloxieranlage gelangen, um eine gleichmäßige Oberflächenstruktur zu gewährleisten, was einen zusätzlichen Schritt in der Fertigungskette darstellt.
Batch-Farbsteuerung
Die Farbkonsistenz ist beim Eloxieren eine große Herausforderung für die Werkstatt. Der endgültige Farbton hängt von der jeweiligen Aluminiumlegierung, der Badtemperatur, der Stromdichte und der genauen Verweildauer im Färbetank ab. Eine perfekte Farbübereinstimmung zwischen verschiedenen Produktionschargen - oder zwischen Teilen, die aus unterschiedlichen Aluminiumlegierungen gefertigt wurden (z. B. 6061 vs. 7075) - zu erreichen, ist äußerst schwierig.
Die Pulverbeschichtung bietet eine hervorragende Farbstabilität von Charge zu Charge. Solange das Pulver vom gleichen Hersteller stammt und bei der richtigen Temperatur ausgehärtet wird, bleibt die Farbe konstant, egal ob Sie heute 50 Teile oder nächstes Jahr 5.000 Teile produzieren.
Kosten- und Produktionskontrolle
Für Einkaufsleiter, die Angebote auswerten, ist der Stückpreis einer Oberfläche nur ein Bruchteil der tatsächlichen Kosten. Die wahren Beschaffungskosten ergeben sich aus der Einrichtung der Charge, dem Arbeitsaufwand für die Maskierung und dem Risiko der Nacharbeit.
Chargengröße und Einrichtungskosten
Die Pulverbeschichtung ist in hohem Maße skalierbar. Sobald die Spritzpistolen und Öfen auf Temperatur sind, ist die Herstellung von 1.000 Blechgehäusen äußerst kosteneffizient, wobei der Stückpreis mit zunehmender Menge stark sinkt. Ingenieure sollten auch die Farbe des Pulvers berücksichtigen, wenn sie vom Prototyp zur Massenproduktion übergehen. Kundenspezifische Pulverfarben erfordern oft eine große Mindestbestellmenge beim Pulverlieferanten. Standard-RAL-Farben haben in der Regel kürzere Vorlaufzeiten und niedrigere Kosten.
Die Eloxierkosten werden durch das Tankvolumen und die Gestelle bestimmt. Jedes einzelne Teil muss manuell in ein Titan- oder Aluminiumgestell eingespannt werden, um den elektrischen Kontakt zu gewährleisten. Diese "Gestellspuren" sind unvermeidlich und müssen in der technischen Zeichnung eingeplant werden. Bei kleinen Chargen der kundenspezifischen Eloxierung fallen hohe Mindestchargenpreise an, da ein ganzer Färbetank für diesen speziellen Lauf verwendet werden muss.
Maskierung und Farbanpassung
Wie im Abschnitt über die Toleranzen erwähnt, ist das Abkleben reine Handarbeit. Wenn ein komplexes Fahrgestell mehrere abgeklebte Erdungspunkte erfordert, kann die Arbeit für das Anbringen und Entfernen von Hochtemperaturklebeband leicht mehr kosten als die Pulverbeschichtung selbst.
Nacharbeit und Reparatur vor Ort
Wenn ein pulverbeschichtetes Paneel bei der Endmontage oder beim Versand zerkratzt wird, kann es oft vor Ort mit einem farblich abgestimmten Flüssiglackstift ausgebessert werden.
Die Eloxierung kann nicht lokal ausgebessert werden. Wenn ein eloxiertes Teil stark zerkratzt ist oder die Sichtprüfung nicht bestanden hat, besteht die einzige Nachbesserungsmethode darin, das Teil in einen Abbeiztank zu legen, um die Eloxalschicht vollständig aufzulösen, und es dann erneut zu eloxieren. Bei diesem Abbeizverfahren wird eine mikroskopisch kleine Schicht des Grundaluminiums entfernt, wodurch sich die kritischen Abmessungen des Teils verändern und Teile mit engen Toleranzen oft völlig außerhalb der Spezifikation liegen.
Verpackung und Endkontrolle
Versteckte Kosten tauchen oft in der Endverpackung auf. Eloxierte Oberflächen sind zwar hart, können aber durch den Kontakt von Metall auf Metall während des Transports zerkratzt werden. Pulverbeschichtete Teile, insbesondere solche mit Hochglanzoberflächen, sind bei Langstreckentransporten oder Seefracht anfällig für Kratzer. Sie benötigen eine individuelle Polyverpackung oder Schaumstoffeinlage, um die ständigen Vibrationen zu überstehen, was die Materialkosten in die Höhe treibt.
Eloxieren vs. Pulverbeschichtung: Wie man sich vor der Produktion entscheidet?
Die frühzeitige Festlegung der richtigen Oberflächenbehandlung verhindert kostspielige technische Überarbeitungen während des Testlaufs. Nutzen Sie die mechanischen und umweltbedingten Zwänge Ihres Projekts, um die Entscheidung zu treffen.

Beste Teile zum Eloxieren
Die Eloxierung sollte gewählt werden, wenn Dimensionsstabilität, Wärmeableitung und Verschleißfestigkeit Vorrang vor Farbkonsistenz haben.
- Präzisions-CNC-Aluminiumteile: Gehäuse, optische Halterungen und interne mechanische Komponenten, bei denen das Hinzufügen einer 0,003″ dicken Lackschicht die Baugruppe zerstören würde.
- Kühlkörper und Kühlrippen: Wo die Wärmeabstrahlung maximiert werden muss.
- Gleitende Komponenten: Pneumatikzylinder, Zahnräder und Schienen, die die extreme Oberflächenhärte von Typ III Hardcoat erfordern.
Beste Teile für die Pulverbeschichtung
Die Pulverbeschichtung ist die optimale Wahl, wenn Umweltschutz, kosmetische Gleichmäßigkeit und Kosteneffizienz in großem Maßstab gefragt sind.
- Gehäuse aus Blech: Industrielle Steuerkästen und Telekommunikationsschränke, bei denen das Verdecken von Schweißspuren und die elektrische Isolierung von Vorteil sind.
- Infrastruktur im Freien: Halterungen aus Kohlenstoffstahl und hochbelastbare Rahmen, die eine hohe Salzsprühnebelbeständigkeit und UV-Stabilität aufweisen müssen.
- Gegossene Metalle: Aluminium- oder Eisengussteile, die zu viel Silizium oder Kohlenstoff enthalten, um effektiv eloxiert zu werden.
Technische Entscheidungsmatrix
| Projektanforderung | Empfohlenes Finish | Wichtige Überlegungen für die Werkstatt |
| Material ist Kohlenstoffstahl | Pulverbeschichtung | Eloxieren ist bei Stahl physikalisch unmöglich. |
| Toleranz < 0,001″ (25 Mikrometer) | Eloxieren | Durch die Pulverbeschichtung werden die engen Bearbeitungstoleranzen verletzt. |
| Teil ist aus Aluminium geschweißt | Pulverbeschichtung | Das Eloxieren von Schweißnähten führt zu einer starken Farbverfälschung und zum Ausbluten der Säure. |
| Oberfläche mit hohem Verschleiß/Reibung | Typ III Hartcoat-Eloxierung | Die Pulverbeschichtung kann bei Reibung abplatzen, zerkratzen und abblättern. |
| Erfordert UV-Beständigkeit im Freien | UV-beständige Pulverbeschichtung | Die standardmäßig gefärbte Eloxierung bleicht aus und verblasst bei direkter Sonneneinstrahlung. |
| Muss Oberflächenkratzer verbergen | Strukturierte Pulverbeschichtung | Beim Eloxieren werden alle vorhandenen Kratzer und Werkzeugspuren deutlich sichtbar. |
Schlussfolgerung
Eloxieren und Pulverbeschichten lösen unterschiedliche Probleme der Oberflächenbearbeitung. Eloxieren ist in der Regel besser für Aluminiumteile geeignet, die eine dünne Metalloberfläche, Verschleißfestigkeit und geringere Auswirkungen auf die Passform benötigen. Es ist eine gute Wahl für CNC-Aluminiumteile, Präzisionsplatten und Komponenten mit engen Montageanforderungen.
Die Pulverbeschichtung eignet sich oft besser für Blechteile, die Farbe, Oberflächenabdeckung und Korrosionsschutz benötigen. Sie eignet sich gut für Gehäuse, Halterungen, Schränke, Rahmen und Metallteile für den Außenbereich.
Benötigen Sie Hilfe bei der Wahl zwischen Eloxierung und Pulverbeschichtung für Ihre Metallteile? Senden Sie uns Ihre ZeichnungenMaterialanforderungen, Menge und Zielvorgabe für die Oberflächengüte. Unser Ingenieurteam kann das Design überprüfen, Toleranz- und Maskierungsrisiken prüfen und einen praktischen Plan für die Endbearbeitung vor der Produktion vorschlagen.