
Das Elektronenstrahlschweißen (EBW) ist ein Fügeverfahren mit hoher Energiedichte, das vor allem dann zum Einsatz kommt, wenn eine große Einbringtiefe, geringe thermische Verformung und eine saubere Schweißumgebung erforderlich sind. Es ist zwar nicht das kostengünstigste Schweißverfahren, löst jedoch Probleme, die mit WIG-, MIG- und Standard-Laserschweißen nicht bewältigt werden können – wie beispielsweise das Fügen vollständig CNC-bearbeiteter Teile, bei denen bereits eine thermische Verformung von 0,05 mm inakzeptabel ist.
Das Verfahren eignet sich am besten für hermetisch versiegelte Bauteile, dickwandige Teile, bestimmte Verbindungen aus unterschiedlichen Metallen sowie Baugruppen, bei denen die Maßhaltigkeit wichtiger ist als der niedrigste Stückpreis. Durch das Verständnis der Funktionsweise des Verfahrens und seiner physikalischen Grenzen können Ingenieure und Einkaufsleiter besser beurteilen, ob EBW die richtige Wahl ist.
Wie funktioniert das Elektronenstrahlschweißen?
Wenn Sie die Funktionsweise von EBW verstehen, können Sie besser einschätzen, ob diese Technologie für Ihr Projekt geeignet ist. Hier erfahren Sie, wie die Anlage saubere, tiefe Schweißnähte ohne den Einsatz von Schweißzusatzwerkstoff erzeugt.
Strahlfokussierung
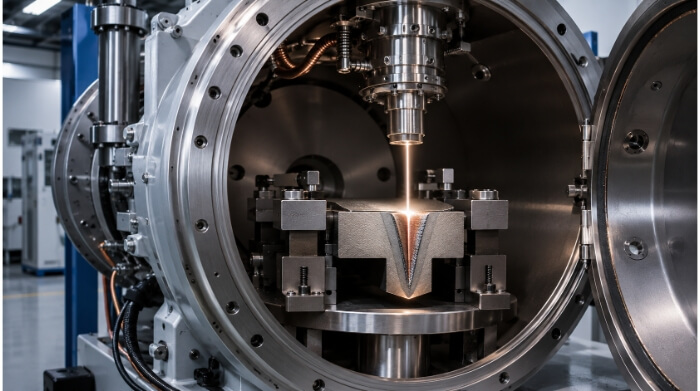
Beim EBW-Verfahren wird ein von einer Elektronenkanone erzeugter Strom aus Elektronen mit hoher Geschwindigkeit genutzt. Magnetlinsen bündeln diesen Strahl zu einem schmalen, hochkonzentrierten Punkt auf dem Werkstück.
Wenn die Elektronen auf die Metalloberfläche treffen, wandelt sich ihre kinetische Energie direkt in Wärme um, wodurch das Material an der Treffstelle sofort schmilzt.
Schlüsselloch-Effekt
Da die Energiedichte sehr hoch ist, verdampft der Strahl das Material im Zentrum des Brennpunkts. Dadurch entsteht eine schmale, mit Dampf gefüllte Kapillare, die als „Schlüsselloch“ bezeichnet wird.
Während sich der Lichtstrahl entlang der Fugenlinie bewegt, fließt flüssiges Metall um dieses „Schlüsselloch“ herum und erstarrt dahinter. Dadurch kann die Schweißnaht bereits im ersten Durchgang tief in dicke Werkstückabschnitte eindringen, anstatt auf die langsamere Wärmeleitung von der Oberfläche aus angewiesen zu sein.
Vakuumkammer
Das EBW-Verfahren findet fast immer in einer Vakuumkammer statt. Der Betrieb im Vakuum verhindert, dass Gasmoleküle den Strahl streuen, und schützt das Schmelzbad auf natürliche Weise vor Sauerstoff und Stickstoff, wodurch das Risiko von Porosität und Oxidation verringert wird.
Diese Anforderung bringt jedoch strenge Einschränkungen bei der Fertigung mit sich. Die physikalische Größe der Vakuumkammer bestimmt die maximale Größe Ihrer Baugruppe, und die erforderliche Absaugzeit verlängert den Produktionszyklus und erhöht damit die Stückkosten.
Autogenschweißen
Das Verfahren ist in der Regel autogen, das heißt, es wird kein Zusatzwerkstoff benötigt. Die Schweißnaht entsteht ausschließlich durch das Verschmelzen der Grundwerkstoffe, wodurch die chemische Zusammensetzung und die mechanischen Eigenschaften der Originalteile erhalten bleiben.
Der technische Kompromiss liegt in der Vorbereitung der Fügeflächen. Da kein Schweißdraht zum Überbrücken von Spalten zur Verfügung steht, muss die CNC-Bearbeitung vor dem Schweißen äußerst präzise sein – oft ist dabei eine Passung von Linie zu Linie erforderlich. Ist der Fugenspalt zu groß, wird die Schweißnaht nicht vollständig ausgefüllt oder versagt gänzlich.
Geeignete Teile und Anwendungsgrenzen
EBW eignet sich hervorragend für bestimmte technische Anwendungsfälle, ist jedoch nicht für jedes Projekt erforderlich. Prüfen Sie diese funktionalen Einschränkungen, um festzustellen, ob das Verfahren Ihren Anforderungen an das Bauteil entspricht.
Tiefes Eindringen
Dank des „Schlüsselloch-Effekts“ lässt sich mit EBW dickes Material effizient schweißen. Je nach Leistungsfähigkeit der Maschine kann EBW bei Stahl oder Aluminium in einem einzigen Durchgang Eindringtiefen von 50 mm bis über 100 mm erreichen, was im Vergleich zu mehrgängigen V-Naht-Schweißnähten eine Zeitersparnis bei der Bearbeitung bedeutet.
Einlagige Tiefschweißnähte erfordern jedoch eine sorgfältige Qualitätskontrolle. Ingenieure müssen häufig strenge zerstörungsfreie Prüfverfahren (NDT) wie Röntgen- oder CT-Untersuchungen vorschreiben, um sicherzustellen, dass sich beim Zusammenfallen des Schlüssellochs während der Abkühlphase keine inneren Hohlräume gebildet haben.
Geringe Verzerrung
Aufgrund der hohen Energiedichte des Elektronenstrahls ist die gesamte Wärmezufuhr in das Werkstück im Vergleich zur Schweißtiefe sehr gering. Dies führt zu einer schmalen Wärmeeinflusszone (HAZ) und einer minimalen thermischen Schrumpfung.
Es wird in der Regel für präzisionsgefertigte Baugruppen eingesetzt, bei denen eine Bearbeitung nach dem Schweißen schwierig oder unmöglich ist. Da die Wärme lokal begrenzt bleibt, trägt das EBW dazu bei, enge Maßtoleranzen bei kritischen Bauteilen wie Zahnrädern und Gehäusen für die Luft- und Raumfahrt einzuhalten.
Versiegelte Komponenten
Da das Schweißen in einer Vakuumumgebung stattfindet, werden alle inneren Hohlräume innerhalb der geschweißten Baugruppe auf natürliche Weise versiegelt, sodass in ihnen ein Vakuum herrscht. Dies ist äußerst nützlich für die Herstellung von Sensoren, Druckwandlern und bestimmten medizinischen Implantaten, die eine inerte Innenumgebung erfordern.
Die Einschränkung ergibt sich hier bei der Vorbereitung der Bauteile. Die Ingenieure müssen sicherstellen, dass sich vor dem Schweißen keine Sacklöcher oder eingeschlossene Schneidflüssigkeiten im Bauteil befinden. Etwaige Feuchtigkeits- oder Ölrückstände entgasen in der Vakuumkammer rasch, was die Schweißnaht zerstört und die Anlage verunreinigt.
Ausgewählte unterschiedliche Metalle
Mit dem EBW-Verfahren lassen sich bestimmte Metalle mit unterschiedlichen Schmelzpunkten oder Wärmeleitfähigkeiten miteinander verbinden, beispielsweise Kupfer mit Edelstahl. Der schnelle Erwärmungs- und Abkühlungszyklus in Verbindung mit einer präzisen Strahlsteuerung trägt dazu bei, die metallurgischen Unterschiede zwischen den beiden Werkstoffen auszugleichen.
Die Machbarkeit hängt jedoch stark von den jeweiligen Legierungskombinationen ab. Bestimmte Metallgemische können spröde intermetallische Phasen bilden, die die Festigkeit der Verbindung beeinträchtigen. Daher muss die Materialverträglichkeit vor dem Übergang in die Serienfertigung überprüft und getestet werden.
Anforderungen an die Konstruktion und Montage von Fugen
Der extrem schmale Strahl lässt keinerlei Spielraum für eine schlechte Passgenauigkeit. Ingenieure müssen bereits in einer frühen Phase der Konstruktionsphase enge Toleranzen für die CNC-Bearbeitung und einen angemessenen Zugang zu den Verbindungsstellen festlegen, um hohe Ausschussquoten zu vermeiden.

Zugang zum Strahl
Der Elektronenstrahl benötigt eine direkte, ungehinderte Sichtverbindung zur Schweißnaht. Da sich der Strahl in einer geraden Linie von der Pistole zum Werkstück bewegt, kann er nicht in enge Winkel vordringen oder um blinde Ecken herum schweißen.
Ist die Schweißnaht tief eingelassen, muss der Abstand der Schweißpistole angepasst werden, was sich auf den Brennpunkt des Strahls und die Eindringtiefe auswirken kann.
Zudem verursachen speziell angefertigte Vorrichtungen, die diese engen Toleranzen in einer Vakuumkammer einhalten sollen – ohne den Strahl zu beeinträchtigen –, erhebliche Vorlaufkosten für die Werkzeugherstellung.
Einpassungslücke
Da beim EBW-Verfahren in der Regel kein Zusatzwerkstoff verwendet wird, müssen die Teile passgenau zusammenpassen. Als Faustregel gilt, dass der Fugenspalt je nach Materialstärke maximal 0,05 mm (0,002 Zoll) betragen sollte.
Überschreitet der Spalt diese Toleranz, fällt die Schmelze einfach hindurch oder es kommt zu einer erheblichen Unterfüllung. Dies verlagert die Kostenlast auf die vorgelagerten Produktionsschritte, da die Bauteile erst präzise CNC-gedreht oder -gefräst werden müssen, bevor sie überhaupt die Schweißabteilung erreichen.
Gelenktyp
Rechtwinklige Stoßverbindungen und Stufenverbindungen sind die zuverlässigsten Konfigurationen für das Elektronenstrahlschweißen. Eine Stufenverbindung verfügt über eine natürliche Selbstausrichtungsfunktion, die die Konstruktion der Spannvorrichtung vereinfacht und dazu beiträgt, eventuelle interne Spritzer im Wurzelbereich während des Keyhole-Verfahrens einzufangen.
Herkömmliche V- oder U-Nuten, wie sie beim Standardschweißen verwendet werden, sind nicht geeignet, da kein Schweißdraht zum Ausfüllen des Hohlraums vorhanden ist. Durch die Konstruktion von Bauteilen mit selbstausrichtenden Merkmalen (wie einer Lippe oder einer Passmarke) wird verhindert, dass sich die Bauteile innerhalb der Vakuumkammer verschieben, wodurch sich die Rüstzeit verkürzt.
Restmagnetismus
Da der Strahl aus geladenen Elektronen besteht, reagiert er äußerst empfindlich auf Magnetfelder. Jeglicher Restmagnetismus, der aufgrund früherer Schleifarbeiten, der Befestigung mit Magnetspannfuttern oder der Materialhandhabung in den Bauteilen zurückgeblieben ist, lenkt den Strahl von der Fugenlinie ab.
Durch die Ablenkung verfehlt der Strahl die Naht vollständig, was zu einer fehlerhaften Schweißnaht führt. Um dies zu verhindern, müssen Stahlteile vor dem Einbringen in die Vakuumkammer gründlich entmagnetisiert und mit einem Gaußmeter überprüft werden.
EBW im Vergleich zu Laserschweißen, WIG- und MIG-Schweißen
Ein Vergleich von EBW mit herkömmlichen Schweißverfahren verdeutlicht den praktischen Nutzen dieser Technik in der Fertigung. Je nach Werkstoff und Materialstärke weist jedes Verfahren unterschiedliche Kompromisse hinsichtlich Kosten und Leistung auf.
Laserschweißen
Das Hochleistungs-Faserlaserschweißen bietet ähnliche Eigenschaften hinsichtlich geringer Verformung und Schlüssellochbildung wie das EBW, findet jedoch bei Atmosphärendruck statt. Dadurch entfallen die Evakuierungszeiten, was das Laserschweißen für die Großserienfertigung kleinerer Teile deutlich schneller und kostengünstiger macht.
Allerdings haben Laser Schwierigkeiten, bei Werkstücken mit einer Dicke von mehr als 25 mm die Eindringtiefe des EBW-Verfahrens in einem Durchgang zu erreichen. Zudem ist das EBW-Verfahren für die Serienfertigung von stark reflektierenden Bauteilen wie Kühlkörpern aus reinem Kupfer nach wie vor weitaus zuverlässiger, da Elektronen nicht unter den optischen Reflexionsproblemen leiden, die den Wirkungsgrad von Lasern beeinträchtigen.
WIG-Schweißen (GTAW)
Das WIG-Schweißen ist ein äußerst vielseitiges und kostengünstiges Verfahren, das sich gut für die Kleinserienfertigung und komplexe Geometrien eignet. Da keine Vakuumkammer erforderlich ist, sind der Baugröße der Baugruppe praktisch keine Grenzen gesetzt, und die Werkzeugkosten sind relativ gering.
Der größte Nachteil ist die Wärmeentwicklung. Zwar gilt das WIG-Schweißen als Industriestandard für allgemeine Blechgehäuse und -rahmen, doch wird dabei eine enorme Wärmemenge in das umgebende Material eingeleitet. Die für präzisionsgefertigte Sensorgehäuse erforderlichen Toleranzen ohne Verformung können dabei nicht eingehalten werden, was häufig zu starken Verformungen führt.
MIG-Schweißen (GMAW)
Das MIG-Schweißen ist ein schnelles, drahtgeführtes Verfahren, das standardmäßig für Baustahl, schwere Rahmenkonstruktionen und den allgemeinen Stahlbau eingesetzt wird. Es sorgt für einen schnellen Materialauftrag und kommt mit ungünstigen Fugenspalten deutlich besser zurecht als sowohl das Laser- als auch das Elektronenstrahlschweißen.
Allerdings ist das MIG-Verfahren nicht für Präzisionsbauteile ausgelegt. Bei diesem Verfahren entstehen Spritzer, es ist ein aufwendiger Reinigungsaufwand nach dem Schweißen erforderlich, und es entsteht eine breite Wärmeeinflusszone, wodurch es für Bauteile der Luft- und Raumfahrt mit engen Toleranzen oder hermetisch versiegelte Bauteile völlig ungeeignet ist.
Kostenfaktoren bei der Elektronenstrahlschweißfertigung
Die Gesamtkosten für EBW umfassen mehr als nur die direkte Maschinenlaufzeit. Einschränkungen durch die Vakuumkammer, die Oberflächenreinigung und Rüstvorgänge wirken sich erheblich auf Ihre endgültigen Produktionskosten aus.
Kammergröße
Die Abmessungen Ihrer Baugruppe bestimmen die Größe der benötigten Vakuumkammer. Die meisten Standard-EBW-Maschinen sind für kleine bis mittelgroße Teile ausgelegt.
Sollte Ihr Projekt eine überdimensionierte Kammer erfordern, erhöht sich der Stundensatz für die Maschine erheblich. Große Vakuumkammern sind teuer im Betrieb und benötigen enorme Mengen an Energie, um die erforderlichen Vakuumniveaus zu erreichen.
Abpumpzeit
Bevor mit dem Schweißen begonnen werden kann, muss die Maschine die Luft aus der Kammer absaugen. Diese „Absaugzeit“ ist eine Leerlaufzeit, in der keine eigentliche Fertigung stattfindet, die sich jedoch direkt auf Ihre Zykluszeit auswirkt.
Bei großen Kammern kann dies zwischen 10 und 45 Minuten pro Zyklus dauern. Ingenieure müssen diese Wartezeit in die Gesamtstückkosten einkalkulieren, da sie die Anzahl der Teile begrenzt, die pro Schicht bearbeitet werden können.
Teilereinigung
EBW reagiert äußerst empfindlich auf Oberflächenverunreinigungen. Jegliche Rückstände von Schneidflüssigkeiten, Stanzölen oder Fingerabdrücken entgasen im Vakuum sofort, was zu starker Porosität in der Schweißnaht führt und möglicherweise die Elektronenkanone verunreinigt.
Jedes Teil muss vor dem Einbringen in die Kammer einer gründlichen Ultraschallreinigung und chemischen Entfettung unterzogen werden. Diese obligatorische Reinigung vor dem Schweißen bedeutet einen zusätzlichen Arbeitsschritt – und zusätzliche Kosten – im Fertigungsablauf.
Einrichtungszeit
Die Einrichtung einer EBW-Anlage erfordert eine präzise Ausrichtung, eine Kalibrierung des Strahlfokus sowie Entmagnetisierungskontrollen. Da der Strahl so schmal und leistungsstark ist, können die Bediener die Parameter nicht an Ihren tatsächlichen Produktionsteilen testen.
Um die Maschine einzustellen, benötigt die Werkstatt „Testblöcke“ oder Dummy-Teile, die aus genau demselben Material bestehen und dieselbe Dicke sowie dieselbe Fugenkonfiguration aufweisen. Wenn Sie nur einen einzigen Prototyp bestellen, zahlen Sie faktisch die Bearbeitungs- und Materialkosten für zwei oder drei Teststücke, nur um den Strahl zu kalibrieren, was Kleinserien extrem teuer macht.
Losgröße
EBW wird bei größeren Stückzahlen deutlich kostengünstiger. Sind die Teile klein genug, können mehrere Baugruppen in eine einzige Spezialvorrichtung innerhalb der Kammer geladen werden.
Dadurch kann der Bediener Dutzende von Teilen in einem einzigen Absaugzyklus schweißen. Durch die Verteilung der Vakuumzeit und der Rüstkosten auf eine größere Charge sinken die Stückkosten erheblich.
Prüfvorschriften und Hinweise zur Angebotsanfrage
Eine klare Kommunikation mit Ihrem Fertigungspartner beugt kostspieligen Verzögerungen vor. Wenn Sie Ihre genauen Prüfstandards im Vorfeld festlegen, wird eine präzise Preisgestaltung während des Angebotsverfahrens gewährleistet.

Schweißtiefe
Geben Sie stets ausdrücklich an, ob die Konstruktion eine teilweise oder vollständige Durchdringung erfordert.
Ist eine vollständige Durchdringung erforderlich, durchbricht der Strahl die Rückseite der Verbindung und hinterlässt dabei häufig eine raue Austrittswunde oder Spritzer. Sie müssen klären, ob ein Stützring zulässig ist oder ob eine Nachbearbeitung erforderlich ist, um die Wurzelseite zu säubern.
Dichtheitsprüfung
Für hermetisch versiegelte Bauteile wie Sensoren und Gehege, eine Sichtprüfung reicht jedoch niemals aus. Sie müssen die genaue, erforderliche Dichtheitsprüfmethode in der Zeichnung angeben.
Die Helium-Massenspektrometrie ist der Industriestandard für die Prüfung von EBW-Dichtungen. Achten Sie darauf, den zulässigen Grenzwert für die Leckrate (z. B. 1×10^-8 atm cc/sec) in Ihrer Angebotsanfrage (RFQ) anzugeben, damit der Lieferant die Kosten für die Prüfung entsprechend kalkulieren kann.
Röntgen / CT
Tiefe Schlüssellochschweißnähte sind anfällig für innere Fehler wie eingeschlossene Hohlräume oder unvollständige Verschmelzung, die von der Oberfläche aus nicht erkennbar sind.
Wenn es sich um ein konstruktionskritisches Bauteil handelt, schreiben Sie eine Röntgenprüfung oder eine Ultraschallprüfung vor. Beachten Sie dabei, dass eine Röntgenprüfung der gesamten Charge sowohl die Vorlaufzeit als auch die Endkosten des Bauteils erheblich erhöht.
Anmerkungen zur Zeichnung
Vermeiden Sie allgemeine Angaben wie „Hier schweißen“. Um ein genaues Angebot zu erhalten, geben Sie die spezifische Schweißnorm (z. B. AWS D17.1 für die Luft- und Raumfahrt) und – was entscheidend ist – die erforderlichen Prüfklasse.
Spezifikation von AWS D17.1 Klasse A erfordert eine Röntgenprüfung nach 100% sowie strenge Abnahmekriterien, was die Kosten einer Produktionscharge um Tausende von Dollar erhöht. Umgekehrt, Klasse C erfordert möglicherweise nur eine Sichtprüfung. Die ausdrückliche Angabe der Klasse verhindert massive Abweichungen bei den Angeboten und stellt sicher, dass Sie nicht für eine überdimensionierte Qualitätskontrolle bezahlen.
Produktionsvolumen
Geben Sie bei der Anforderung eines Angebots stets Ihr geschätztes Jahresvolumen sowie die Menge des ersten Prototyps an.
Anhand der bekannten langfristigen Stückzahl kann der Hersteller entscheiden, ob er Entwicklungszeit in die Konstruktion von mehrteiligen Serienvorrichtungen investieren soll. Dadurch kann er Ihnen für die Massenproduktion einen deutlich wettbewerbsfähigeren Preis anbieten.
Schlussfolgerung
Das Elektronenstrahlschweißen ist eine gute Wahl, wenn bei einem Projekt eine hohe Einbringtiefe, geringe Verformung, saubere Schweißnähte und strenge Qualitätskontrolle erforderlich sind. Es ist zwar selten die kostengünstigste Option, löst jedoch regelmäßig technische Probleme, die mit herkömmlichen Schweißverfahren nicht bewältigt werden können.
Der Prozess funktioniert am besten, wenn die Konstruktion des Bauteils, der Zugang zu den Fugen, die Passungstoleranzen und die Prüfverfahren gründlich geprüft werden, bevor der erste Span abgetragen wird. Werden diese Faktoren frühzeitig berücksichtigt, lassen sich kostspielige Neukonstruktionen vermeiden und ein reibungsloser Übergang vom Prototyp zur Serienfertigung gewährleisten.
Sind Sie bereit, Ihr Design im Hinblick auf die Fertigung zu prüfen?
Wenn Sie präzisionsgefertigte Teile oder abgedichtete Gehäuse konstruieren und zuverlässige Rückmeldungen zur Fertigung benötigen, Wenden Sie sich an das Ingenieurteam von TZR. Wir prüfen Ihre Zeichnungen, bewerten die Passungstoleranzen und helfen Ihnen dabei, die kostengünstigste Fertigungsstrategie für Ihr spezifisches Produktionsvolumen zu ermitteln.
FAQs
Lässt sich Aluminium durch Elektronenstrahlschweißen mit Edelstahl verbinden?
Das direkte Verschweißen von Aluminium mit Stahl mittels EBW ist äußerst problematisch. Die extremen metallurgischen Unterschiede führen zur Bildung spröder intermetallischer Verbindungen, wodurch die Verbindung unter Belastung versagt. In der Regel ist ein Zwischenmaterial (wie beispielsweise ein explosionsgeschweißter Bimetalleinsatz) oder eine völlig andere Befestigungsstrategie erforderlich.
Wird das gesamte Bauteil während des EBW-Prozesses heiß?
Nein. Zwar verdampft das Metall am genauen Brennpunkt aufgrund der hohen Temperaturen, doch ist die gesamte Wärmezufuhr bemerkenswert gering. Die Wärmeeinflusszone (HAZ) ist unglaublich schmal, sodass der Großteil des Werkstücks kühl bleibt. Aus diesem Grund wird das EBW-Verfahren bei vollständig bearbeiteten Werkstücken eingesetzt, ohne dass diese sich verziehen.
Warum müssen Bauteile vor dem EBW-Verfahren entmagnetisiert werden?
Elektronen sind negativ geladen. Wenn das Metallteil ein Restmagnetfeld aufweist (das häufig durch Magnetspannfutter beim CNC-Schleifen oder bei der allgemeinen Handhabung in der Werkstatt entsteht), wird der Elektronenstrahl durch dieses Feld physikalisch aus der Mitte verschoben. Der Strahl verfehlt die Verbindungsstelle vollständig und zerstört das Teil.
Wie eng muss der Fugenspalt sein?
Da beim EBW-Verfahren kein Zusatzdraht zum Überbrücken von Spalten verwendet wird, muss die Passung nahezu perfekt sein. Als Faustregel gilt ein maximaler Spalt von 0,05 mm (0,002 Zoll). Ist der Spalt größer, sackt das geschmolzene Metall ab oder fällt durch die Fuge, was zu einer unzulässigen Schweißnaht führt.


