Unter „Werkzeugen“ versteht man in der Fertigung maßgeschneiderte Vorrichtungen – wie Stanzwerkzeuge, Gussformen und Haltevorrichtungen –, die zum Schneiden, Formen oder Halten von Rohmaterialien verwendet werden. Sie ersetzen manuelle Einrichtvorgänge durch feste mechanische Vorgaben und gewährleisten so strenge Maßtoleranzen und vorhersehbare Teilekosten bei der Massenproduktion.
Jedes kundenspezifische Bauteil erfordert eine spezifische Werkzeugstrategie. Für die Konstruktionsteams bestimmt die Wahl der Werkzeuge die physikalischen Grenzen der Konstruktion und wirkt sich unmittelbar auf die Oberflächengüte und die Wiederholgenauigkeit aus. Für Beschaffungsmanager stellen Werkzeuge eine erhebliche Anfangsinvestition dar und sind der wichtigste Faktor bei der Beurteilung der Produktionsbereitschaft eines Lieferanten.
Dieser Leitfaden erläutert den Einsatz von Werkzeugen aus der Perspektive der praktischen Fertigung. Er behandelt die wichtigsten Arten von Sonderwerkzeugen, deren direkten Einfluss auf die Stückkosten sowie die entscheidenden Aspekte der fertigungsgerechten Konstruktion (DFM), die Einkäufer und Ingenieure vor der Freigabe einer Produktionsserie prüfen müssen.

Was versteht man unter „Werkzeugen“ in der Fertigung?
Werkzeuge schließen die Lücke zwischen Rohstoffen und Fertigteilen. Das Verständnis ihrer Kernfunktion hilft den Ingenieur- und Beschaffungsteams dabei, fundiertere Entscheidungen in der Fertigung zu treffen.
Umfang der Werkzeugherstellung
In der Fertigung bezeichnet der Begriff „Werkzeuge“ die speziellen Bauteile, Vorrichtungen und Instrumente, die zur Herstellung eines bestimmten Bauteils erforderlich sind. Während Maschinen die grundlegende Kraft und Bewegung liefern, wirken Werkzeuge direkt auf das Rohmaterial ein, um es zu formen, zu schneiden oder zu fixieren.
Das Spektrum an Werkzeugen ist breit gefächert. Es reicht von Standard-Schaftfräsern, die in CNC-Bearbeitung bis hin zu hochkomplexen Progressivprägen Formen, die für … entwickelt wurden Allgemeiner Blechbau.
Anlagen vs. Werkzeuge
Es ist wichtig, zwischen Fertigungsanlagen und Werkzeugen zu unterscheiden. Unter Anlagen versteht man schwere Maschinen, wie beispielsweise ein 5-Achsen-CNC-Fräszentrum oder eine 200-Tonnen-Stanzpresse. Diese Maschinen sind universell einsetzbare Vermögenswerte und stellen langfristige Investitionsausgaben dar.
Werkzeuge hingegen sind in der Regel teilespezifisch und stellen eine maßgeschneiderte Einschränkung dar. Eine Stanzpresse kann keine Metallhalterung herstellen, ohne dass ein speziell für die jeweilige Geometrie und Materialstärke dieser Halterung entwickeltes Stanzwerkzeug vorliegt.
Produktion Zweck
Der Hauptzweck von Werkzeugen besteht darin, die Wiederholbarkeit zu gewährleisten und die Maßgenauigkeit sicherzustellen. Sich bei jedem Teil auf eine manuelle Einrichtung zu verlassen, ist ineffizient und birgt die Gefahr menschlicher Fehler. Durch den Einsatz von Werkzeugen wird die Maßkontrolle von den manuellen Einstellungen eines Bedieners auf eine feste mechanische Vorgabe übertragen.
Dies stabilisiert den Fertigungsprozess und trägt dazu bei, die Ausschussquote bei Chargen von 10.000 oder mehr Teilen innerhalb akzeptabler Grenzen zu halten. Sobald ein Folgeverbundwerkzeug validiert ist, lassen sich die tatsächlichen Kosten für die Herstellung des 10.000sten Teils sehr gut vorhersagen, sodass Einkäufer für die Massenfertigung einen niedrigen Stückpreis sichern können.
Häufige Beispiele
Werkzeuge können je nach gewähltem Fertigungsverfahren unterschiedliche Formen annehmen. In der Blechbearbeitung versteht man unter Werkzeugen häufig Stanz- und Matrizensätze, die für Ausblenden und die Bildung Standardhalterungen, Platten, oder Gehege. Im Spritzguss bezieht sich dieser Begriff auf die bearbeiteten Stahlformen.
Bei Montage- und Schweißarbeiten besteht die Werkzeuggestaltung in der Regel aus maßgeschneiderten Spannvorrichtungen. Diese Vorrichtungen fixieren die Bauteile in der richtigen Ausrichtung, was entscheidend ist, um Wärmeverformungen zu vermeiden und präzise Toleranzen während der Endmontage einzuhalten.
Die wichtigsten Werkzeugtypen und ihre Einsatzbereiche
Unterschiedliche Fertigungsprozesse erfordern spezifische Werkzeuglösungen, um Präzision zu gewährleisten. Die Auswahl der richtigen Werkzeuge beugt Produktionsengpässen und nachgelagerten Qualitätsproblemen vor.
Schneidwerkzeuge
Schneidwerkzeuge sind Verbrauchsmaterialien, die vor allem bei subtraktiven Fertigungsverfahren wie dem CNC-Fräsen und -Drehen zum Einsatz kommen. Dazu gehören Schaftfräser, Bohrer, Gewindebohrer und Drehplatten. Diese Werkzeuge entfernen physisch Material vom Werkstück, um die endgültige Form zu erzielen.
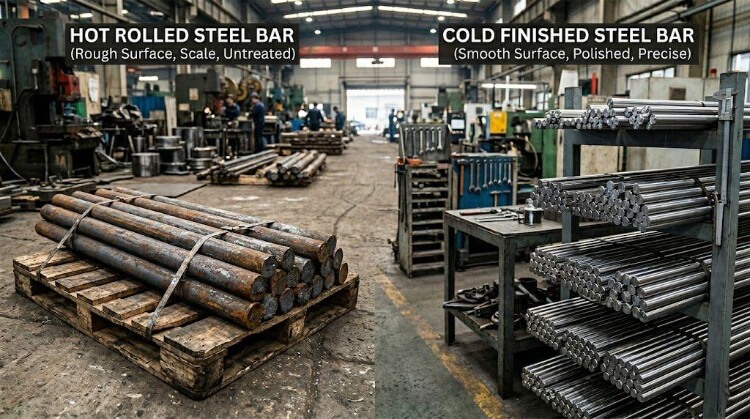
Die Werkzeugauswahl hängt stark vom Werkstückmaterial ab. So erfordert beispielsweise die Bearbeitung von kaltgewalztem Stahl oder Edelstahl in der Regel Hartmetallwerkzeuge mit speziellen Beschichtungen. Dies trägt dazu bei, den Werkzeugverschleiß zu begrenzen und die Oberflächengüte über einen langen Produktionslauf hinweg aufrechtzuerhalten.
Stanz- und Formwerkzeuge
Stanzwerkzeuge und Formen bearbeiten das Material durch Druck oder Wärme und nicht durch Schneiden. Ein Stanzwerkzeug wird in der Regel beim Blechstanzen zum Scheren, Stanzen oder Biegen von Material verwendet. Da sie eine präzise Konstruktion und spezielle Bearbeitung erfordern, stellen Stanzwerkzeuge und Formen oft die höchsten Vorlaufkosten für Werkzeuge in einem Projekt dar, die manchmal zwischen $5.000 und über $100.000 liegen.
Diese Investition ist zwar eine einmalige Kapitalausgabe, doch die nachträgliche Korrektur eines schlecht konstruierten Chips ist sehr kostspielig. Erfahrene Ingenieurteams führen bereits in einer frühen Phase strenge DFM-Prüfungen (Design for Manufacturability) durch, um die Geometrien zu optimieren, das Risiko kostspieliger Chip-Modifikationen zu verringern und effiziente Produktionszeiten zu gewährleisten.
Vorrichtungen und Halterungen
Auch wenn sie oft in einem Atemzug genannt werden, erfüllen Vorrichtungen und Halterungen in der Fertigung leicht unterschiedliche Funktionen. Eine Halterung hält das Werkstück während der Bearbeitung, des Schweißens oder der Montage sicher in einer festen Position und Ausrichtung. Eine Vorrichtung hält das Werkstück ebenfalls fest, führt jedoch das Schneidwerkzeug aktiv.
Für Teile mit komplexen Geometrien, die sich mit Standardspannvorrichtungen nicht spannen lassen, sind in der Regel maßgeschneiderte Spannvorrichtungen erforderlich. Die Geschwindigkeit, mit der ein Fertigungsteam diese maßgeschneiderten Spannvorrichtungen konstruieren und bearbeiten kann, wirkt sich direkt darauf aus, wie schnell ein neues Produkt vom Reißbrett zur Erstmusterprüfung gelangt.
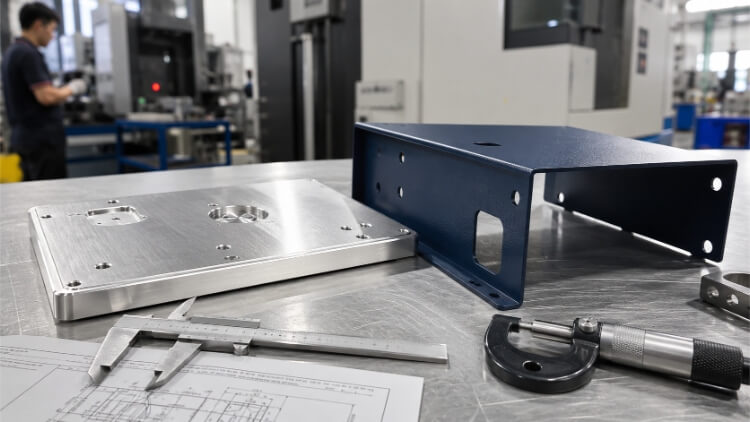
Prüflehre
Nicht alle Werkzeuge dienen der Fertigung des Bauteils; einige werden zu dessen Überprüfung eingesetzt. Prüflehren sind maßgeschneiderte Messgeräte, die zur Qualitätskontrolle während der Serienfertigung verwendet werden. Mit Go/No-Go-Lehren können Maschinenbediener beispielsweise schnell überprüfen, ob der Durchmesser einer kritischen Bohrung innerhalb des zulässigen Toleranzbereichs liegt.
Der Einsatz spezieller Messvorrichtungen ist in der Regel schneller und reproduzierbarer als die alleinige Verwendung manueller Messschieber. In der Großserienfertigung, in der unter Umständen eine 100%-Prüfung bestimmter Merkmale erforderlich ist, verhindern maßgeschneiderte Messvorrichtungen Prozessabweichungen und stellen sicher, dass fehlerhafte Teile nicht in die Montagelinie gelangen.
Werkzeugstrategie nach Produktionsphase
Die Anforderungen an den Werkzeugbau ändern sich rasch – vom ersten Prototyp bis zur Serienfertigung. Indem Sie Ihre Investitionen in den Werkzeugbau direkt an Ihr erwartetes Produktionsvolumen anpassen, vermeiden Sie Kapitalverschwendung.
Weiche Werkzeuge
Weiche Werkzeuge werden in der Regel zur Designüberprüfung in frühen Entwicklungsphasen und zum Rapid Prototyping eingesetzt. Diese Werkzeuge werden typischerweise aus kostengünstigeren Materialien wie Aluminium gefertigt oder nutzen Silikonformen für den Urethan-Guss.
Da sich das Material leichter schneiden lässt, dauert die Herstellung von Weichwerkzeugen nur Tage statt Wochen. Der Nachteil ist die Haltbarkeit. Weichwerkzeuge nutzen sich schnell ab und eignen sich in der Regel nur für Auflagen von einigen Dutzend bis einigen Hundert Teilen, wodurch sie ideal sind, um die Markttauglichkeit zu testen, bevor man sich auf ein größeres Budget festlegt.
Brückenausrüstung
Brückenwerkzeuge dienen als vorübergehende Produktionslösung, während die endgültigen, dauerhaften Werkzeuge hergestellt werden. Die Fertigung von Formen aus hochwertigem Stahl kann bis zu zwei Monate dauern; daher ermöglichen Brückenwerkzeuge einen frühzeitigen Produktionsstart und gewährleisten die termingerechte Auslieferung der ersten Bestellungen.
Diese Werkzeuge sind für Stückzahlen im niedrigen vierstelligen Bereich ausgelegt. Noch wichtiger ist jedoch, dass ein Ingenieurteam mit jahrzehntelanger Erfahrung in der Blechbearbeitung diese Phase nutzen kann, um Risiken bei der Umformung frühzeitig zu erkennen und so einen reibungslosen Übergang zur Serienfertigung ohne kostspielige Verzögerungen zu gewährleisten.
Fertigungswerkzeuge
Serienwerkzeuge, auch als „Hard Tooling“ bezeichnet, werden ausschließlich für die Massenfertigung hergestellt. Diese Formen und Matrizen werden aus gehärteten Werkzeugstählen wie P20 oder H13 gefertigt, die extremen Drücken und wiederholten Stößen über lange Zeiträume standhalten können.
Auch wenn die Anschaffungskosten erheblich sind, stellen feste Werkzeuge eine notwendige Investition für langfristige Konsistenz dar. Ein gut gewartetes festes Werkzeug kann Hunderttausende von Teilen mit minimalen Maßabweichungen produzieren und bietet somit eine äußerst zuverlässige Lösung für die Großserienfertigung.
Mengen-Break-even
Die Entscheidung, von Weich- auf Hartwerkzeuge umzustellen, hängt stark von der Stückzahlschwelle ab. Dies ist genau die Produktionsmenge, ab der die hohen Anschaffungskosten eines Stahlwerkzeugs pro Teil günstiger sind als die weitere Verwendung von kurzlebigen Aluminiumwerkzeugen.
Bei einer Stückzahl von 500 Einheiten ist der Einsatz von Weichwerkzeugen die wirtschaftlichste Wahl. Steigt die Produktionsmenge jedoch auf 50.000 Einheiten, wird die Anfangsinvestition in Hartwerkzeuge deutlich kosteneffizienter. Die Entwicklungs- und Einkaufsteams müssen diesen Schwellenwert gemeinsam berechnen, um wettbewerbsfähige Preise festzulegen.
Kostentreiber bei Investitionen in Werkzeuge
Die Herstellung von Sonderwerkzeugen erfordert erhebliche Vorabinvestitionen, doch mehrere spezifische Variablen bestimmen den Endpreis. Die Bewertung dieser Faktoren hilft Käufern dabei, effektiv zu verhandeln und ihre Budgets im Griff zu behalten.

Anfangskosten
Die Vorlaufkosten umfassen die Materialkosten für den Werkzeugblock, den Zeitaufwand für die Konstruktion sowie die für die Bearbeitung erforderliche CNC-Bearbeitung. Komplexe Teilekonstruktionen erfordern zwangsläufig komplexe, teure Werkzeuge.
Wenn ein Bauteil interne Hinterschneidungen oder seitlich ausgerichtete Strukturen aufweist, sind für die Werkzeuge bewegliche Schiebemechanismen erforderlich. Der Einbau dieser Nocken erhöht sowohl den Konstruktionsaufwand als auch die Bearbeitungszeit, was sich direkt auf den ursprünglichen Rechnungsbetrag auswirkt.
Stückpreis
Die Werkzeugkosten bestimmen durch ihre Abschreibung direkt den endgültigen Stückpreis des gefertigten Teils. Die Gesamtkosten des Werkzeugs werden durch die Anzahl der Teile geteilt, die es während seiner Lebensdauer produziert.
Beispielsweise erhöht ein Stanzwerkzeug vom Typ $15.000, dessen Kosten über eine Auflage von 1.500 Stück abgeschrieben werden, die Kosten pro Teil um $10,00. Wird dieselbe Stanzform für eine Auflage von 150.000 Stück verwendet, sinken die Werkzeugkosten auf nur $0,10 pro Teil, was die Vorlaufkosten für die Massenproduktion rechtfertigt.
Materialverschleiß
Die Wahl des Materials für Ihr Endprodukt hat einen erheblichen Einfluss auf die Werkzeugkosten. Das Werkzeug muss deutlich härter sein als das Werkstückmaterial, um eine schnelle Verformung zu verhindern und die Qualitätsstandards einzuhalten.
Das Stanzen von Standard-Aluminium verursacht weniger abrasiven Verschleiß am Stanzwerkzeug. Im Gegensatz dazu erfordert das Stanzen von hochfestem Edelstahl spezielle Hartmetalleinsätze und teure Oberflächenbeschichtungen, um einen vorzeitigen Ausfall zu verhindern, was den Preis des Werkzeugs in die Höhe treibt.
Toleranzgrenze
Enge Toleranzen wirken sich multiplikativ auf die Werkzeugkosten aus. Wenn eine Zeichnung Standardtoleranzen für Blechbearbeitung vorsieht, kann der Werkzeugbauer die Matrize mittels Standard-CNC-Fräsen fertigen; strenge Toleranzen von ±0,01 mm erfordern jedoch teure, zeitaufwändige Verfahren wie das Drahterodieren.
Die Überprüfung von Zeichnungen zur Beseitigung unnötiger enger Toleranzen ist der erste Schritt zur Erarbeitung einer kosteneffizienten Lösung. Die Beibehaltung strenger Toleranzen ausschließlich an kritischen Passflächen vermeidet unnötige Bearbeitungszeiten und sorgt für transparente und angemessene Preise.
Standzeit
Die Standzeit eines Werkzeugs gibt an, wie viele Zyklen ein Werkzeug ausführen kann, bevor es einer umfassenden Überholung oder einem vollständigen Austausch bedarf. Jedes Werkzeug erfordert vorbeugende Wartungsmaßnahmen, wie beispielsweise das Schärfen der Schneidkanten oder das Nachpolieren der Formhohlräume.
Käufer müssen die erwartete Standzeit der Werkzeuge vor Produktionsbeginn mit ihren Fertigungspartnern besprechen. Ein Werkzeug mit einer garantierten Standzeit von 50.000 Zyklen ist in der Herstellung kostengünstiger als eines mit einer garantierten Standzeit von 500.000 Zyklen, doch der Austausch eines abgenutzten Werkzeugs während der Produktion kann zu erheblichen Störungen in der Lieferkette führen.
Werkzeuge in gängigen Fertigungsprozessen
Jedes Fertigungsverfahren erfordert spezifische Werkzeugkonfigurationen, um die Effizienz in der Fertigung aufrechtzuerhalten. Das Verständnis dieser prozessspezifischen Anwendungen hilft den Teams dabei, die Produktionsabläufe zu optimieren.
Stanzformen
In der Blechbearbeitung sind Folgeverbundwerkzeuge der Standard für die Großserienfertigung. Während das Metallband durch die Presse läuft, führen mehrere Stationen bestimmte Arbeitsschritte wie Stanzen und Biegen aus, bis das fertige Teil abgeschnitten wird.
Für frühe Prototypen oder Serien von einigen hundert Teilen ist der Einsatz von Laserschneiden und CNC-Biegen die bessere Wahl, da hierfür keinerlei Sonderwerkzeuge erforderlich sind. Sobald die Auftragszahlen jedoch Zehntausende erreichen, gleicht die enorme Geschwindigkeit des Folgeprägeverfahrens die anfänglichen Werkzeugkosten problemlos aus.
CNC-Werkstückspannung
Bei der CNC-Bearbeitung besteht die Werkzeuggestaltung in erster Linie aus Werkstückspannvorrichtungen und maßgeschneiderten Halterungen. Mit herkömmlichen Schraubstöcken lassen sich unregelmäßig geformte Teile nicht sicher spannen, ohne dass sie dabei gequetscht werden oder während des Zerspanungsvorgangs in Schwingungen geraten.
Maschinisten fertigen häufig maßgeschneiderte „weiche Spannbacken“ aus Aluminium an, die sich perfekt an die Konturen des Werkstücks anpassen. Dies sorgt für einen stabilen Spanndruck, der entscheidend ist, um enge Toleranzen einzuhalten und Oberflächenvibrationen bei aggressiven Bearbeitungsdurchgängen zu verhindern.
Schweißvorrichtungen
Schweißen erzeugt intensive, lokal begrenzte Wärme, wodurch sich das Metall ausdehnt und verzieht. Schweißvorrichtungen sind robust konstruierte Klemmen und Rahmen, die dazu dienen, einzelne Blechteile fest in Position zu halten, während das Schweißbad abkühlt.
Durch die Einschränkung der natürlichen Neigung des Metalls, sich beim Abkühlen zu verziehen oder zu verdrehen, verhindern Schweißvorrichtungen Maßabweichungen. Dadurch wird sichergestellt, dass die Endbaugruppe die geometrischen Toleranzen der Zeichnung einhält und einen stabilen Rahmen bildet.
Montagevorrichtungen
Montagevorrichtungen helfen den Mitarbeitern dabei, Teile einheitlich zusammenzusetzen. Sie machen Schluss mit dem Rätselraten bei der manuellen Montage in der Fertigung und stellen sicher, dass jede Einheit genau gleich gebaut wird.
Diese Vorrichtungen verfügen häufig über Funktionen zur Fehlervermeidung. So können beispielsweise Führungsstifte so angeordnet sein, dass eine Platte nur in der richtigen Ausrichtung eingesetzt werden kann. Dies verhindert, dass Bediener Teile verkehrt herum einbauen, und senkt die Gesamtfehlerquote.
Schnellwechsel-Werkzeuge
Maschinenstillstände kosten Geld. Das Einrichten eines Stanzwerkzeugs für dickes Blech oder der Austausch von CNC-Spannvorrichtungen dauert üblicherweise mehrere Stunden, was sich unmittelbar auf den Produktionsplan auswirkt.
Schnellwechselsysteme für Werkzeuge nutzen standardisierte Spannschnittstellen, um die Rüstzeiten drastisch zu verkürzen. Da die Bediener die Werkzeuge innerhalb weniger Minuten einlegen und ausrichten können, lassen sich Produktionslinien schneller umstellen, was für eine äußerst effiziente Produktion sorgt.
Wie sichern Werkzeuge Qualität und Wiederholgenauigkeit?
Für einheitliche Bauteile sind strenge mechanische Vorgaben erforderlich, um manuelle Fehler zu vermeiden. Durch den Einsatz geeigneter Werkzeuge werden Toleranzen eingehalten und eine gleichbleibende Qualität über große Produktionsserien hinweg gewährleistet.

Teile-Standort
CNC-Maschinen und Stanzpressen sind auf exakte Startkoordinaten angewiesen. Wenn sich ein Werkstück während des Schneidens oder Umformens verschiebt, verschiebt sich die gesamte Geometrie, was dazu führt, dass das Werkstück als Ausschuss gilt.
Bei den Spannvorrichtungen werden gehärtete Stifte und Einrastblöcke verwendet, um physikalische Bezugspunkte festzulegen. Dadurch wird sichergestellt, dass jedes Rohteil vor dem Start des Maschinenvorgangs in genau derselben Ausrichtung positioniert ist. Ohne eine strenge Positionskontrolle würden die Lochausrichtungen von Charge zu Charge variieren, was zu erheblichen Engpässen bei der Endmontage führen würde.
Toleranzkontrolle
Enge Toleranzen hängen in hohem Maße von der Steifigkeit des Werkzeugs ab. Wenn sich ein Schneidwerkzeug oder eine Spannvorrichtung unter dem Schneiddruck verbiegt, weicht das Endmaß unweigerlich von der Zeichnung ab.
Hochbelastbare Werkzeuge dämpfen Maschinenschwingungen und sind verwindungssteif. Dadurch bleibt die Werkzeugbahn präzise, was Ausschuss aufgrund von Toleranzüberschreitungen verhindert, der ganze Lieferungen verzögern und Ihre Lieferkette stören kann.
Materialverhalten
Rohstoffe reagieren unvorhersehbar auf Krafteinwirkung, insbesondere bei der Blechumformung. Wenn Metall gebogen wird, versucht es von Natur aus, in seinen ursprünglichen flachen Zustand zurückzukehren – ein Phänomen, das als Rückfederung bezeichnet wird.
Erfahrene Ingenieure konstruieren Stanzwerkzeuge so, dass das Material um einen bestimmten Winkel übergebogen wird. Diese speziell entwickelte Werkzeuggeometrie gleicht den Materialrückfederungseffekt aus. Ohne diese Maßnahme lassen sich Teile, die außerhalb der Toleranz liegen, bei der Endmontage nicht richtig ausrichten, was zu kostspieligen Produktionsstillständen und einer sofortigen Ausschleusung der Teile führt.
Oberflächenbehandlung
Der Zustand des Werkzeugs wirkt sich direkt auf das gefertigte Teil aus. Eine schlecht polierte Formkammer oder ein raues Stanzwerkzeug hinterlassen sichtbare Kratzspuren auf der fertigen Oberfläche.
Ein korrekter Werkzeugabstand und spezielle Werkzeugbeschichtungen verhindern Materialabrieb und Reibungsschäden. Dies ist entscheidend für Gehäuse aus Edelstahl oder Aluminium, die direkt nach der Fertigung eine makellose Oberfläche aufweisen müssen, wodurch teure nachträgliche Poliervorgänge entfallen.
Prozessabweichung
Selbst der härteste Werkzeugstahl verliert nach Tausenden von Zyklen an Qualität. Wenn die Schneidkanten stumpf werden und sich die Passstifte abnutzen, verschieben sich die Maße langsam an den Rand des zulässigen Toleranzbereichs.
Regelmäßige Maßkontrollen und eine vorausschauende Werkzeugwartung verhindern diese Abweichung. Das Nachschleifen einer Matrize oder der Austausch verschlissener Spannstifte, bevor diese ausfallen, gewährleistet, dass das 10.000ste Teil genauso passt wie das erste, und sichert so Ihren Produktionszeitplan.
DFM-Maßnahmen zur Senkung der Werkzeugkosten
Eine durchdachte Konstruktion der Bauteile senkt direkt die Komplexität und die Kosten für Sonderwerkzeuge. Schon kleine konstruktive Anpassungen können Tausende von Dollar einsparen, noch bevor die Fertigung überhaupt beginnt.
Einfache Geometrie
Komplexe Teilegeometrien erfordern komplexe, teure Werkzeuge. Merkmale wie tiefe Tiefziehvorgänge, starke Hinterschneidungen oder ungewöhnliche Winkel zwingen die Werkzeugbauer dazu, bewegliche Gleitnocken oder mehrere Folgeverbundstationen einzubauen.
Durch die Vereinfachung der Teileumrisse lässt sich die Bearbeitungszeit für die Herstellung der Form verkürzen. Eine einfache Konstruktion der Halterungen oder Platten sorgt für niedrige Anschaffungskosten für die Werkzeuge und minimiert das Wartungsrisiko während der Produktion.
Standard-Bohrungsgrößen
Konstrukteure sollten die Lochdurchmesser nach Möglichkeit an die Standardgrößen der Werkzeuge anpassen. Die Vorgabe eines Lochdurchmessers von 5,13 mm bedeutet, dass die Fertigung einen Sonderstanzer anschaffen oder schleifen muss, was die Vorlaufkosten und Lieferzeiten erhöht.
Durch die Anpassung dieser Abmessung auf die Standardmaße 5,0 mm oder 5,5 mm kann der Hersteller serienmäßige Werkzeuge verwenden. Allein durch diese eine Konstruktionsänderung lässt sich Ihre Vorlaufzeit um zwei Wochen verkürzen und die Kosten für Sonderstanzwerkzeuge vollständig einsparen.
Gleichmäßiger Biegeradius
Die Verwendung mehrerer unterschiedlicher Biegeradien bei einem einzigen Blechteil erfordert mehrere Werkzeugwechsel. Der Bediener der Abkantpresse muss die Maschine anhalten und für jeden unterschiedlichen Radius den Stempel und die Matrize austauschen.
Durch die Vereinheitlichung des Biegeradius über das gesamte Werkstück hinweg kann der Bediener das Werkstück in einem einzigen, durchgehenden Arbeitsgang umformen. Dies reduziert Maschinenstillstandszeiten, senkt die Endkosten pro Werkstück und beschleunigt den gesamten Produktionsablauf.
Biegerichtung
Die Konstruktion von Blechteilen mit Biegungen in derselben Richtung vereinfacht den Umformprozess. Weist ein Teil komplexe, abwechselnde Biegungen auf, muss der Bediener das Werkstück ständig wenden und drehen, was häufig aufwendige, maßgeschneiderte Hinteranschläge erfordert.
Durch die Vereinheitlichung der Biegerichtungen lässt sich die Werkstückspannung vereinfachen. Das Werkstück lässt sich dadurch leichter handhaben, was zu höheren Produktionsgeschwindigkeiten und geringeren Fehlerquoten führt.
Kritische Toleranzen
Die Anwendung strenger Toleranzen auf eine gesamte Zeichnung zwingt den Werkzeugbauer dazu, langsame und teure Fertigungsverfahren wie Drahterodieren oder Flachschleifen einzusetzen. Dies treibt die Kosten für die Form oder die Vorrichtung exponentiell in die Höhe.
Ingenieure sollten Toleranzen von ±0,01 mm strikt auf kritische Passflächen oder Lagerpassungen beschränken. Durch die Zulassung von Standardtoleranzen für Blechbearbeitung in nicht kritischen Bereichen wie Außenflanschen lässt sich das Werkzeugbudget in einem vernünftigen Rahmen halten, ohne die Funktion des Bauteils zu beeinträchtigen.
Schlussfolgerung
Der Werkzeugbau ist nicht nur ein Detail in der Fertigung, sondern ein wesentlicher Faktor für Stückkosten, Produktionsgeschwindigkeit und Qualitätskontrolle. Die Wahl der richtigen Werkzeugbaustrategie gewährleistet einen reibungslosen Ablauf der Projekte vom frühen Prototypenstadium bis zur Serienfertigung in großen Stückzahlen. Ein schlecht geplanter Werkzeugbau hingegen führt zu Prozessabweichungen, verlängert die Durchlaufzeiten und sprengt das Budget.
Die Bewertung von Werkzeugoptionen erfordert die Unterstützung durch erfahrene Ingenieure, um die Anfangsinvestitionen mit den langfristigen Produktionszielen in Einklang zu bringen. Bei TZR verfügt unser Ingenieurteam über ein Jahrzehnt Erfahrung in der Blechbearbeitung und CNC-Bearbeitung. Wir arbeiten direkt mit unseren Kunden zusammen, um die Fertigungsfähigkeit (DFM) zu optimieren, die kostengünstigste Werkzeugstrategie auszuwählen und qualitativ hochwertige Teile termingerecht zu liefern.
Senden Sie uns noch heute Ihre CAD-Dateien Lassen Sie eine umfassende DFM-Prüfung durchführen und lassen Sie sich von unserem Ingenieurteam zeigen, wo die Werkzeugkosten minimiert werden können, bevor Sie den endgültigen Produktionslauf freigeben.
FAQs
Was ist der Unterschied zwischen weichen und harten Werkzeugen?
Bei der Weichwerkzeugfertigung kommen leicht bearbeitbare Werkstoffe wie Aluminium zum Einsatz, um Prototypen in kleinen Stückzahlen herzustellen und das Design in einer frühen Phase zu validieren. Hartwerkzeuge werden aus widerstandsfähigen Werkzeugstählen (wie P20 oder H13) gefertigt, die für extreme Belastungen und Hunderttausende von Zyklen in der Serienfertigung ausgelegt sind.
Wem gehören die Sonderwerkzeuge nach Abschluss der Produktion?
In den meisten Fertigungsverträgen verbleibt das Eigentum an den kundenspezifischen Werkzeugen beim Kunden, sobald die Vorausrechnung vollständig beglichen ist. Der Hersteller lagert, wartet und betreibt die Werkzeuge für die Dauer des Fertigungsvertrags in seinem Werk.
Wie viel kosten Blechbearbeitungswerkzeuge in der Regel?
Die Werkzeugkosten hängen vollständig von der Komplexität des Bauteils, der Materialhärte und dem Produktionsvolumen ab. Einfache Abkantpressenvorrichtungen können einige hundert Dollar kosten, während komplexe Folgeverbundwerkzeuge für die Großserienfertigung zwischen $5.000 und über $50.000 liegen können.