
El punzonado de torreta es un proceso de chapa metálica CNC que utiliza varias herramientas de punzonado y matriz para crear orificios, ranuras, recortes y formas sencillas en chapas metálicas. Es ideal para piezas con características repetidas, formas estándar y producción de volumen medio a alto.
Este artículo examina el punzonado con torreta desde ese punto de vista práctico. Explica dónde encaja mejor el proceso, qué deja en la pieza, qué reglas de diseño ayudan a mantener estable la producción y qué debe comprobarse antes de iniciar la fabricación.

Dónde encaja mejor el punzonado con torreta?
El punzonado con torreta no es una solución universal para todos los trabajos de chapa. Funciona con una lógica específica: la velocidad a través de la repetición. Aquí es exactamente donde el proceso es más eficaz y económico.
Geometría de la pieza
Las prensas de torreta destacan cuando un diseño presenta el mismo orificio o recorte repetido docenas de veces, como rejillas perforadas o conjuntos de ventilación. Como la máquina utiliza un troquel físico para estampar toda la forma de un solo golpe, puede funcionar a velocidades superiores a 400 golpes por minuto.
De este modo, se borra una matriz de 50 orificios en cuestión de segundos. Reduce drásticamente el tiempo de mecanizado en comparación con un láser que traza cada círculo individual.
Material y grosor
El proceso está diseñado para chapa plana, pero los límites de espesor dependen estrictamente de la dureza del material. El punzonado con torreta suele utilizarse con aluminio de hasta 6,35 mm (0,250 pulgadas).
Sin embargo, en el caso del acero inoxidable, la mayoría de los talleres limitan el grosor entre 2,5 mm y 3 mm. Sobrepasar estos límites acelera drásticamente el desgaste de la herramienta y degrada la calidad del orificio, lo que incrementa el coste de la pieza.
Moldeado integrado
El uso de formas de utillaje estándar (redondos, cuadrados, redondos oblongos) mantiene a cero los costes de utillaje personalizado. Pero la verdadera ventaja de una prensa de torreta es su capacidad para manipular el metal en el eje Z.
Golpeando lamasy pequeños relieves en el mismo ciclo de la máquina, elimina la necesidad de encaminar el patrón plano a una plegadora. La consolidación de estas funciones en una sola configuración ahorra horas de tiempo de configuración secundaria y trabajo manual.
Producción de volumen medio
El volumen dicta el proceso. Si necesita de 1 a 50 prototipos, el corte por láser es la mejor opción, ya que el tiempo de preparación es cero. Si necesita 100.000 unidades, necesita matrices de estampación en duro específicas.
La punzonadora de torreta CNC es la solución intermedia. Para lotes de 500 a 5.000 piezas, la velocidad de funcionamiento de la punzonadora absorbe fácilmente los costes iniciales de programación y preparación de la carga de herramientas, lo que se traduce en una enorme reducción del coste final por pieza.
Lo que el proceso deja en la pieza?
El punzonado es un proceso mecánico violento que utiliza un tonelaje localizado para cizallar el acero. Por este motivo, el punzonado por impacto deja unas características físicas distintas en el metal que debe tener en cuenta en el diseño y el montaje.
Acabado superficial
La acción de sujeción de la máquina deja ligeras marcas de testigo alrededor de las zonas perforadas. Esto ocurre porque la almohadilla separadora debe sujetar con alta presión para mantener el material plano mientras el punzón se retrae.
La solución: Si la pieza tiene requisitos estéticos estrictos (como acero inoxidable cepillado o aluminio prepintado), indique la "cara estética" en el dibujo. Esto avisa al taller de que debe utilizar mesas de cepillos que no dejen marcas y almohadillas de uretano para evitar arañazos.
Calidad de los bordes
Cuando un punzón superpone varios golpes pequeños para cortar un contorno más grande y personalizado, se denomina mordisqueo. Esto deja un borde festoneado, ligeramente ondulado, en lugar del corte liso que produce un láser.
El impacto en los costes: Mientras que los bordes recortados son perfectamente funcionales para los soportes internos del chasis, los bordes expuestos suelen requerir un desbarbado o esmerilado manual para cumplir las normas de seguridad y visuales. El diseño de sus recortes en torno a tamaños de punzón estándar en lugar de contornos grandes y barridos elimina este trabajo manual secundario, lo que ahorra costes y días de plazo de entrega.
Perfil del borde
Cada agujero perforado tiene un perfil distinto. La parte superior, por donde entra el punzón, presenta un "rollover" suave, mientras que la parte inferior presenta una "zona de fractura" más rugosa y una rebaba por donde se desprende el trozo de metal.
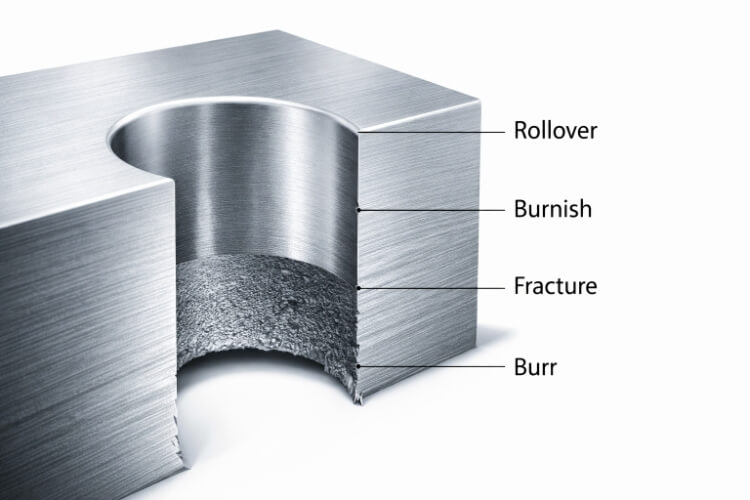
La solución: A medida que el utillaje se desgasta durante la producción, esta rebaba se hace más pronunciada. Diseñe siempre teniendo en cuenta la dirección de la rebaba. Especifique en su dibujo en qué dirección debe mirar la rebaba, o indique explícitamente un requisito secundario de volteo/lijado si ambos lados deben poder manipularse con seguridad.
Reglas de diseño para piezas fáciles de punzonar
El éxito de un trabajo de punzonado con torreta comienza en el archivo CAD. Si su diseño lucha contra los límites físicos del proceso, experimentará herramientas rotas, piezas deformadas y presupuestos inflados. Siga estas reglas básicas para asegurarse de que su patrón plano es estable y fabricable.
Tamaño del agujero: La regla del grosor 1 a 1
El punzonado requiere una fuerza extrema. Si el punzón es demasiado fino, la resistencia del material romperá la herramienta.
El diámetro mínimo absoluto del agujero debe ser al menos igual al grosor del material (una proporción de 1:1). Si está perforando aluminio de 0,060″ (1,5 mm), el orificio más pequeño debe ser de 0,060″. Para materiales más duros, como el acero inoxidable, vaya sobre seguro y aumente esa relación a 1,5x o 2x el grosor del material para evitar fallos en el utillaje que provoquen paradas de producción.
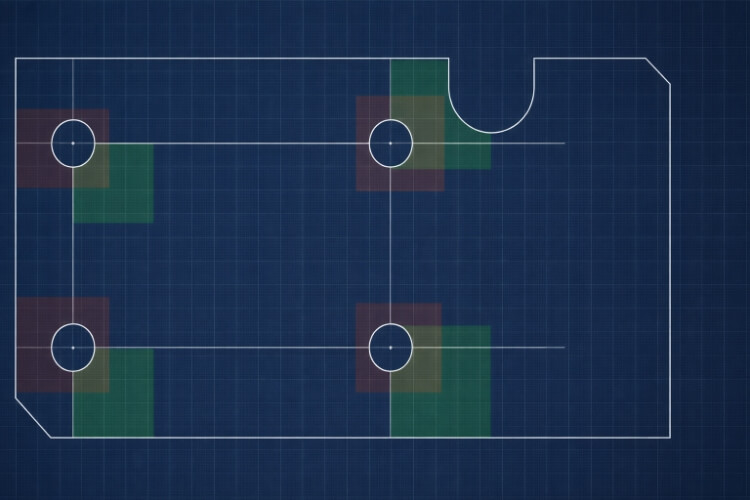
Distancia al borde
Cuando un punzón penetra en el metal, desplaza el material hacia el exterior. Si un agujero está demasiado cerca del borde exterior de la pieza, la estrecha tira de metal (el alma) se abombará hacia fuera o se romperá por completo.
La regla dura: Mantenga el borde de cualquier orificio perforado a una distancia mínima de 1,5 a 2 veces el grosor del material del borde exterior de la pieza. Así se garantiza que el perímetro se mantenga recto y dimensionalmente exacto.
Espacio entre elementos
Al igual que los agujeros necesitan distancia del borde, también necesitan distancia entre sí. Si se agrupan demasiados agujeros muy juntos (como en una rejilla de ventilación personalizada), las mallas restantes se vuelven demasiado débiles para absorber la tensión del punzonado.
Esto provoca que la chapa se deforme y salte hacia arriba y hacia abajo como el fondo de una lata de aceite. Mantenga la anchura mínima de la banda entre orificios al menos igual al grosor del material, e idealmente mayor si el grupo de orificios cubre una gran superficie.
Liquidación de formularios
La prensa de torreta utiliza pinzas metálicas para sujetar la chapa y arrastrarla por la mesa. También utiliza una almohadilla plana que presiona alrededor del punzón.
Si diseña una rejilla incorporada o un orificio extruido demasiado cerca del borde de la chapa, las pinzas podrían aplastarlo. Si los encofrados se colocan demasiado cerca de los orificios estándar, el pisón aplastará el elemento encofrado cuando baje a perforar el orificio adyacente. Mantenga una distancia generosa (al menos 2,5 cm) entre los moldes, los orificios planos y los bordes de la chapa.
Factores de producción que controlan la calidad de las piezas
Incluso con un archivo CAD perfecto, la fabricación en el mundo real introduce variables. Esto es lo que ocurre en la planta de producción, que puede degradar la calidad de la pieza si el taller no controla el proceso adecuadamente.
Desgaste de herramientas
Los punzones y las matrices son consumibles. Cuando un punzón se desafila, deja de cortar el metal limpiamente y empieza a desgarrarlo.
Una herramienta desafilada aumenta el tamaño de la rebaba inferior y puede provocar "gripado", es decir, que trozos microscópicos de material (especialmente aluminio) se suelden al punzón. Un taller de calidad gestiona este problema controlando estrictamente el número de golpes y afilando sistemáticamente sus herramientas para mantener la holgura adecuada de la matriz.
Variación de materiales
La chapa metálica no es perfectamente uniforme. Una chapa de acero laminado en frío de 0,060″ puede salir del laminador con una medida de 0,056″ o 0,064″.
Aunque esta variación de 0,004″ parece minúscula, afecta directamente a las características formadas. Si el material está en el lado más grueso de la tolerancia de fresado, una máquina programada para realizar un avellanado a una profundidad específica presionará de repente demasiado profundo, arruinando el ajuste enrasado de sus herrajes.
Control de planicidad
Cada golpe introduce una tensión localizada en la chapa. Si una pieza requiere 500 orificios, esa tensión acumulada hará que toda la chapa plana se arquee o retuerza.
Los programadores experimentados mitigan este problema utilizando una estrategia de perforación "escalonada" -perforando agujeros aleatoriamente a lo largo de la chapa en lugar de en línea recta- para distribuir uniformemente la tensión. Sin embargo, para perforaciones de alta densidad extrema, debe prever la necesidad de una operación secundaria de nivelación de rodillos para volver a aplanar las piezas.
Precisión posicional
Una prensa de torreta CNC moderna es muy precisa, y a menudo mantiene tolerancias de orificio a orificio de ±0,005″ (0,127 mm).
Sin embargo, cuando se perfora un panel grande de 4 pies, la perforación y el arrastre constantes pueden hacer que la chapa se estire ligeramente. Un orificio perforado al principio del ciclo y otro perforado al final pueden desviarse ligeramente de la tolerancia entre sí. Si tiene puntos de unión críticos en un panel macizo, comunique claramente esos puntos de referencia para que el operario pueda ajustar la secuencia de programación.
Qué impulsa el coste en el punzonado con torreta?
Cuando recibe un presupuesto que le parece inusualmente alto, rara vez se trata de un error matemático. Los costes de punzonado con torreta CNC dependen del tiempo de máquina y de la intervención manual. Esto es exactamente lo que mueve la aguja de su precio.
Recuento de aciertos
Las prensas de torreta cobran por minuto. Si su diseño requiere un recorte grande y de forma extraña para el que el taller no dispone de una herramienta específica, tendrán que "mordisquearlo" mediante 100 golpes superpuestos con un pequeño punzón redondo.
La solución: Rediseñe el recorte para que coincida con una herramienta rectangular o cuadrada estándar que ya posean. Reducir el número de golpes de 100 a 4 reduce instantáneamente el tiempo de mecanizado y el coste de la pieza.
Reutilización de herramientas
Si se diseña un orificio redondo estándar de 0,250″, el coste del utillaje es cero. Si se diseña un recorte de conector "D-sub" muy específico o una forma de estrella patentada, el taller tiene que pedir utillaje a medida.
Los punzones personalizados cuestan entre $300 y $1.000+ y añaden semanas a su plazo de entrega. Siempre que sea posible, estandarice los radios internos, los diámetros de los orificios y las anchuras de las ranuras a dimensiones fraccionales o métricas estándar.

Tiempo de preparación
Una prensa de torreta tiene un número finito de estaciones de herramientas (normalmente de 30 a 50).
Si el diseño de su pieza incluye 15 tamaños de orificio diferentes, el operario debe detener la máquina, retirar manualmente las herramientas y cargar otras nuevas antes de poder iniciar el trabajo. Este tiempo de preparación se le factura directamente a usted. Al unificar los tamaños de los orificios (por ejemplo, haciendo todos los orificios de montaje de 0,125″ en lugar de mezclar 0,125″ y 0,150″), el taller puede realizar el trabajo de forma más rápida y barata.
Operaciones secundarias
La forma más rápida de arruinar la rentabilidad del punzonado con torreta es exigir mano de obra después de que la pieza salga de la máquina.
El desbarbado manual, el avellanado manual en una prensa taladradora o el roscado a mano añaden costosos minutos de trabajo a cada pieza. Si su volumen es lo suficientemente alto, pregunte a su socio fabricante si estas funciones pueden integrarse en el programa de la torreta utilizando herramientas especializadas de desbarbado o conformado en línea.
Punzonado con torreta vs. corte por láser
Elegir entre una punzonadora y un láser de fibra rara vez es un debate sobre calidad; es una decisión matemática basada en la geometría y el volumen. He aquí cómo juzgar qué proceso se ajusta realmente a su pieza.
Características repetidas: La ventaja de la velocidad
Los láseres cortan fundiendo y soplando el metal, trazando el perímetro de cada orificio. Si una pieza tiene 200 orificios de un cuarto de pulgada, el láser debe iniciar, perforar y trazar 200 círculos individuales.
Una punzonadora de torreta estampa todo el orificio de un cuarto de pulgada en una fracción de segundo. Para perforaciones de alta densidad, rejillas y matrices estándar, la punzonadora es significativamente más rápida y barata.
Ventaja de flexibilidad
A los láseres no les importan las formas de las herramientas. Pueden cortar una curva intrincada y orgánica con la misma facilidad que una línea recta. Si su pieza presenta contornos amplios, grandes recortes irregulares o estrías internas afiladas, el láser es la elección correcta.
Obligar a una prensa de torreta a cortar una curva orgánica de barrido requiere un fuerte mordisqueo, lo que aumenta el tiempo de máquina y arruina la calidad del canto.
Liso vs. Cizallado
Corte por láser deja un borde limpio y recto con una ligera estriación vertical. El punzonado con torreta deja un borde cizallado mecánicamente, que presenta un rollover suave en la parte superior y una zona de fractura afilada en la parte inferior.
Si la pieza va a estar expuesta a los usuarios finales y requiere un perímetro impecable y sin rebabas nada más salir de la máquina, el corte por láser es la opción más segura.
Finalidad de la producción
Los láseres no requieren ninguna configuración física: se carga el archivo DXF y se pulsa Start. Esto los convierte en la herramienta definitiva para la creación rápida de prototipos (de 1 a 50 piezas).
Las prensas de torreta requieren que un operario cargue manualmente los punzones físicos y las matrices en las estaciones de la máquina. Este tiempo de preparación encarece los prototipos. Sin embargo, una vez cargada la máquina, el rápido tiempo de ciclo hace que el punzonado sea la mejor opción para tiradas de producción de volumen medio-alto (más de 500 piezas).
Lo que hay que revisar antes de empezar la producción?
Antes de aprobar un presupuesto o emitir una orden de pedido, hay detalles específicos que deben quedar cerrados. Un error de comunicación en este punto suele traducirse en piezas rechazadas o cargos inesperados en factura.
Dejar de tolerar en exceso
Si coloca un bloque de tolerancia de ±0,005″ en un panel de chapa metálica de 3 pies, su presupuesto se disparará. El taller tendrá que medir, ajustar y cambiar herramientas constantemente para mantener ese número en todas partes.
La solución: Marque explícitamente sólo los datos críticos, como los centros de los orificios de montaje o las ubicaciones de los herrajes a presión, que realmente necesitan tolerancias estrictas. Deje que las dimensiones exteriores no críticas se sitúen en un rango estándar más económico de ±0,015″ o ±0,020″.
Requisitos de superficie
No dé por sentado que el taller sabe que la pieza tiene que tener un aspecto bonito.
Si pide acero inoxidable cepillado, debe especificar la dirección del grano en su dibujo. Si la pieza es un cerramiento exterior, añada una nota indicando: "Cara cosmética: No se permiten marcas de herramientas pesadas ni arañazos". Esto obliga al taller a utilizar películas protectoras, mesas de cepillos y almohadillas de uretano durante la producción.
Material Callouts
Especificar "Aluminio" o "Acero" en un plano es una forma rápida de obtener piezas que fallan sobre el terreno. Las distintas aleaciones se comportan de forma diferente en la punzonadora.
La solución: Indique la aleación y el temple exactos. El aluminio 5052-H32 perfora limpiamente y se dobla bien. El aluminio 6061-T6 es mucho más duro; acelera el desgaste de la herramienta y suele agrietarse si se dobla. Indique explícitamente el grado del material para que el taller calcule correctamente el tonelaje de la máquina.
Prioridades de tolerancia
Si el operario de la máquina tiene que realizar un ajuste durante la tirada, necesita saber qué es lo que más importa. ¿Importa más la longitud total de la pieza que la distancia exacta entre dos orificios de montaje concretos?
Comunique claramente la intención de su diseño. Una simple nota como "Las dimensiones entre el orificio A y el orificio B son críticas para el montaje" evita que la tienda tenga que adivinar.
Conclusión
El punzonado con torreta es un proceso de fabricación increíblemente eficaz, siempre que la geometría de la pieza respete los límites físicos de la máquina. Domina el segmento intermedio de la producción y ofrece un enorme ahorro de costes en piezas con características estándar repetitivas y requisitos de conformado integrados.
Un resultado estable y rentable no se consigue por accidente. Depende de que se sigan unas normas de diseño estrictas, de que se comprenda cómo afecta el desgaste de la herramienta a los cantos y de que se realice una clara revisión previa a la producción con el socio fabricante.
¿Preparado para optimizar su próxima tirada de chapa? Si sus piezas pasan del prototipo a la producción, necesita un proceso escalable. Envíenos sus archivos STEP y DXF para una revisión DFM completa. Nuestro equipo de ingeniería le ayudará a identificar los factores de coste innecesarios, a estandarizar los tamaños de los orificios y a sacar las piezas de la punzonadora con mayor rapidez.