
El remachado a presión es un proceso de conformado en frío que crea un bloqueo mecánico permanente entre un elemento de fijación y la chapa metálica sin utilizar calor. En este proceso, la presión introduce un remache o un elemento de fijación en un orificio previamente taladrado para formar una conexión fuerte y duradera. Se utiliza ampliamente para producir uniones repetibles reduciendo la distorsión, el acabado secundario y el tiempo de montaje.
El valor del remachado a presión va más allá de la propia máquina. Los equipos deben saber cómo diseñar la unión, cuándo elegirla en lugar de la soldadura y cómo afecta al coste total del montaje, desde la creación de prototipos hasta la producción en serie.
Esta guía explica cómo adquiere resistencia la unión y qué reglas de diseño son las más importantes. También examina los límites del utillaje, los defectos habituales y el punto en el que el proceso tiene sentido desde el punto de vista económico en la fabricación.

Dónde encaja el remachado a presión en el ensamblaje de chapa metálica?
El remachado a presión funciona mejor cuando una unión necesita resistencia, rapidez y ausencia de distorsión por calor. Los puntos siguientes muestran dónde funciona bien y dónde puede ser mejor otro método.
Unión mecánica en frío
A diferencia de los procesos térmicos, el remachado a presión se basa totalmente en la fuerza mecánica. Se introduce a presión un remache especializado en un orificio previamente perforado o cortado con láser. Bajo presión, la chapa base fluye en frío hacia la geometría diseñada para el remache (normalmente un rebaje o una ranura).
De este modo se crea un enclavamiento sólido y resistente a las vibraciones. Como el proceso se produce a temperatura ambiente, se eliminan los riesgos de distorsión térmica, degradación del material y cambios metalúrgicos en el metal base.
Condiciones de carga y montaje adecuadas
El remachado a presión es la opción estándar cuando es necesario añadir roscas o puntos de fijación resistentes y portantes a chapas metálicas demasiado finas para ser roscadas con seguridad. Normalmente, esto se aplica a materiales de menos de 2,5 mm de grosor.
También es muy eficaz en entornos sometidos a vibraciones. Esto lo convierte en un método de unión básico en chasis de servidores, armarios eléctricos, subconjuntos de automoción y soportes aeroespaciales.
Cuando la soldadura por puntos añade un coste adicional
Aunque la soldadura por puntos o por proyección pueda parecer más barata en términos de consumo, los costes ocultos suelen arruinar la economía por unidad. La soldadura de metales de calibre fino (como el aluminio o el acero inoxidable de 1,0 mm) suele provocar deformaciones térmicas que requieren un enderezamiento manual.
Además, la soldadura quema los revestimientos superficiales. Si suelda, debe rectificar la superficie y realizar el chapado o el recubrimiento en polvo después del montaje. El remachado a presión le permite utilizar piezas ya chapadas, prepintadas o pintadas. chapa anodizadaeliminando la necesidad de un acabado superficial secundario.

Casos que necesitan otro método
El remachado a presión no es una solución universal. Si su diseño requiere una superficie perfectamente enrasada en ambos lados de la chapa sin contramecanizar, este proceso no funcionará.
Además, el acceso al utillaje restringe en gran medida su uso. Si la ubicación del remache se encuentra en el interior de un estrecho canal en U o de una caja sorpresa, el bastidor en C de la prensa interferirá físicamente con la pieza. Por último, si el ensamblaje requiere desmontajes frecuentes o un mantenimiento no destructivo, las fijaciones mecánicas desmontables son la alternativa necesaria.
Qué fortalece las articulaciones?
La resistencia de la unión no se obtiene únicamente de la fuerza de prensado. Depende de la fluidez del material, del ajuste de los orificios y del modo en que el elemento de fijación se fija a la chapa.
Flujo de materiales y bloqueo mecánico
La integridad estructural de una unión remachada a presión no viene determinada únicamente por el elemento de fijación, sino por la eficacia con la que se mueve el material base. Cuando el pistón de la prensa aplica una fuerza axial, el elemento de fijación más duro actúa como una matriz.
Desplaza la chapa metálica más blanda, forzándola a ceder y fluir plásticamente hacia el hueco anular del tornillo (la entalladura). Este volumen de metal atrapado es lo que crea el bloqueo mecánico permanente.
Relleno de agujeros y formación de la parte trasera
Para obtener la máxima resistencia, la chapa desplazada debe rellenar la entalladura del tornillo. Si el material no fluye lo suficiente, la unión fallará bajo carga.
Una junta de remache a presión correctamente diseñada tendrá un aspecto limpio por ambos lados. En el lado de la instalación, la cabeza del remache se incrusta a ras (o ligeramente por debajo) de la superficie de la chapa. En el reverso (ciego), la chapa permanece plana, sin grietas, abultamientos ni deformaciones excesivas.
Resistencia a la tracción y a la torsión
Los ingenieros deben evaluar la resistencia de las juntas a través de dos vectores específicos: pull-out (push-through) y torque-out.
- Resistencia a la extracción está dictada por el volumen de chapa que fluye con éxito en la ranura socavada.
- Resistencia a la torsión es generado por el anillo moleteado, las estrías o la forma hexagonal bajo la cabeza del tornillo. Al presionar el tornillo, estos dientes muerden la chapa metálica, impidiendo que el tornillo gire cuando se aprieta el tornillo de acoplamiento.
Dureza del material y grosor de la chapa
La regla más crítica en el remachado a presión es el diferencial de dureza. Si intenta presionar un remache estándar de acero inoxidable de la serie 300 en una chapa de acero inoxidable de la serie 300, el remache se aplastará antes de que la chapa fluya.
Además, el grosor de la chapa determina la elección del herraje. La chapa debe ser lo suficientemente gruesa para proporcionar un volumen adecuado de material para fluir en el socavado.
💡 Regla general de ingeniería: > Brecha de dureza: El elemento de fijación debe tener una dureza mínima de 20 HRB más que la chapa base.
- Espesor mínimo de la chapa: Normalmente, 0,8 mm (0,030″) para herrajes de autocierre estándar. Si son más finos, se requieren microfijaciones especializadas.
Lo que los ingenieros deben confirmar en el diseño?
Muchos problemas de remachado en prensa comienzan en la fase de diseño. Las comprobaciones tempranas del diseño ayudan a evitar uniones débiles, interferencias en el utillaje y costosos cambios posteriores.
Tolerancia del orificio piloto y grosor de la chapa
Una unión remachada a presión es tan resistente como su orificio piloto. Dado que el proceso se basa en el desplazamiento preciso del material, el orificio debe tener el tamaño perfecto. Si el orificio está sobredimensionado, no habrá suficiente chapa metálica para fluir hacia la muesca del remache, lo que reducirá drásticamente la resistencia a la extracción.
Si el orificio es demasiado pequeño, la fuerza de prensado necesaria se dispara. Esto hace que la chapa se deforme, se doble o incluso dañe el utillaje de instalación. Además, el orificio debe ser limpio. Aunque los modernos láseres de fibra son aceptables, a menudo se prefieren los agujeros perforados con CNC porque no crean una zona afectada por el calor (HAZ) que endurece el borde del agujero.
💡 Regla general de ingeniería: > Tolerancia del agujero: Los orificios piloto estándar para elementos de fijación de cierre automático requieren una tolerancia ajustada, normalmente +0,08 mm / -0,00 mm (+0,003″ / -0,000″).
- Nunca desbarbar: No bisele ni desbarbe excesivamente el borde del orificio piloto. Necesita esos bordes afilados para proporcionar el volumen de material que fluye hacia el interior del elemento de fijación.
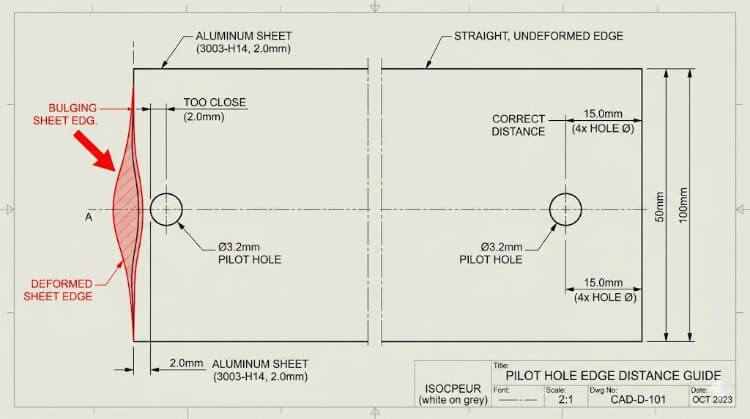
Distancia entre cantos y entre agujeros
Cuando se presiona el tornillo, la chapa desplazada se expande hacia fuera. Si el orificio piloto se coloca demasiado cerca del borde de la chapa, esta expansión del material empujará el borde hacia fuera, provocando su abombamiento o desgarro.
Del mismo modo, si se colocan varias fijaciones demasiado juntas, las zonas de tensión superpuestas harán que la chapa se deforme permanentemente. Debe consultar el catálogo específico del fabricante del elemento de fijación para conocer la distancia mínima entre ejes.
Curvas, canales y holgura de herramientas
Muchos fallos en el remachado a presión no se deben a una mala tornillería, sino a interferencias físicas. La prensa en C requiere un punzón endurecido en la parte superior y un yunque en la inferior. Si se coloca un remache demasiado cerca de una curva de 90 grados, el yunque no puede asentarse plano contra la chapa.
Cuando la chapa se coloca en ángulo, el tornillo se introduce torcido, arruinando la unión. Además, si está diseñando un canal en U profundo o el interior del chasis de un servidor, debe asegurarse de que la profundidad de garganta de la máquina de prensado pueda alcanzar la ubicación del orificio.
💡 Regla general de ingeniería: > Despeje de curvas: La distancia desde el centro del orificio piloto hasta el en borde de una curva debe ser al menos 1,5 veces el diámetro exterior del tornillo más el radio de la curva.
Metales diferentes y riesgo de corrosión
El remachado a presión permite unir metales distintos (por ejemplo, fijaciones de acero al carbono con chapas de aluminio) sin las pesadillas metalúrgicas de soldadura. Sin embargo, introduce una amenaza diferente: la corrosión galvánica.
Cuando un metal noble (como una fijación de acero inoxidable) se introduce a presión en un metal activo (como una chapa de aluminio) y el conjunto queda expuesto a la humedad, el aluminio se corroe rápidamente. Para evitarlo, los ingenieros deben especificar el chapado correcto de la superficie del elemento de fijación. Por ejemplo, utilizar un elemento de fijación de acero al carbono galvanizado en un chasis de aluminio sirve como barrera de sacrificio, protegiendo el metal base.
Qué mantiene estable el proceso en producción?
Una muestra satisfactoria no siempre se traduce en una producción estable. La producción estable depende del control de la configuración, de una fuerza constante y de puntos de inspección claros.
Establecer la coherencia y la ventana de proceso
La transición de un diseño CAD perfecto al taller requiere la definición de un proceso estricto. El remachado a presión no es simplemente "golpear un remache hasta que se detenga". Es un equilibrio preciso de fuerza y desplazamiento.
Si el técnico utiliza demasiada fuerza, la chapa se aplastará y deformará. Si utiliza demasiada poca, los dientes moleteados no morderán y los tornillos girarán. La ventana de proceso -el tonelaje exacto necesario para asentar la fijación a ras- debe establecerse durante la inspección del primer artículo y fijarse para todo el lote.
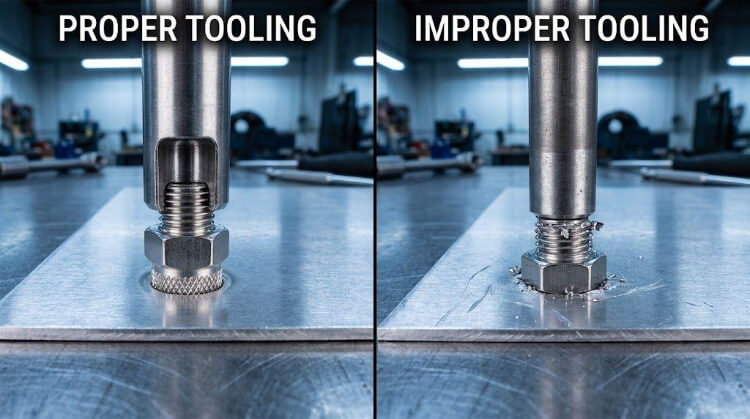
Coincidencia de tornillería y utillaje
Cada tipo de fijación a presión requiere una combinación específica de punzón (herramienta superior) y yunque (herramienta inferior). No se puede utilizar un yunque plano universal para todo.
Por ejemplo, una tuerca de cabeza plana requiere un punzón plano y un yunque plano. Sin embargo, un separador autoblocante requiere un punzón con una cavidad rebajada para evitar que se aplaste el barril roscado. El uso de herramientas inadecuadas destruirá las roscas del elemento de fijación o dejará terribles marcas estéticas en la cara ciega de la chapa metálica.
Fuerza de prensado, tiempo de espera y soporte de la pieza
La fuerza es sólo una parte de la ecuación; el tiempo es la otra. La deformación en frío de la chapa es un proceso de deformación plástica que tarda una fracción de segundo en completarse. Las prensas avanzadas utilizan un "tiempo de permanencia" programado en la parte inferior de la carrera.
Esta pausa de milisegundos permite que la chapa fluya por completo hacia la entalladura y se estabilice antes de que se libere la presión. Además, el operario debe asegurarse de que la chapa está totalmente apoyada y plana contra el yunque antes de poner en marcha la máquina.
Control e inspección de las fuerzas
En la producción a gran escala, confiar únicamente en la inspección visual es un riesgo enorme. Un tornillo puede parecer enrasado y no superar la prueba de par.
Las prensas modernas utilizan células de carga y codificadores lineales para controlar la curva fuerza-distancia de cada ciclo de prensado. Si un orificio es demasiado grande, la fuerza disminuirá demasiado pronto y la máquina marcará la pieza como defectuosa.
💡 Regla general de ingeniería para el control de calidad: > Ensayos no destructivos: Compruebe que la cabeza del tornillo está a ras de 0,05 mm de la superficie de la chapa.
- Pruebas destructivas: Extraiga 1 pieza de cada 500 del lote para realizar una prueba física de presión y torsión con una llave dinamométrica calibrada, comparando el rendimiento con la hoja de especificaciones del fabricante.
Cuáles son las causas de los defectos comunes en el remachado de prensas?
Cuando una unión remachada a presión falla, rara vez es un misterio. Casi siempre se trata de un fallo en el control del proceso, la alineación de las herramientas o las tolerancias dimensionales. A continuación encontrará una guía de solución de problemas para los cuatro fallos más comunes en el taller.
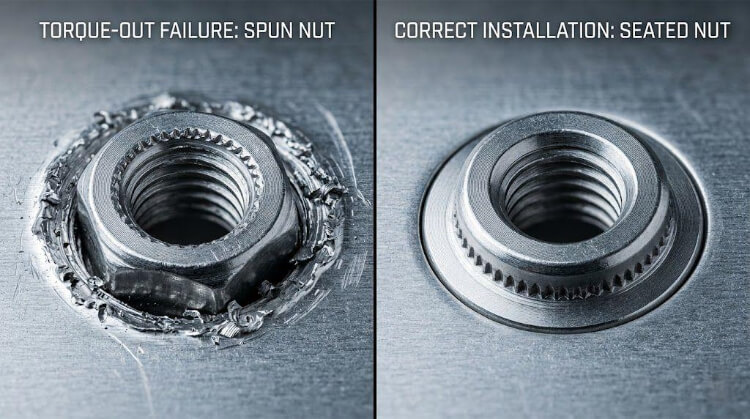
Rotación de la articulación y retención de torsión baja
El defecto: La cabeza del tornillo parece plana, pero cuando el operario de la cadena de montaje introduce un tornillo en la tuerca (o aprieta una tuerca en el espárrago), el remache gira en la chapa.
- Causa raíz 1: Fuerza de presión insuficiente. Los dientes moleteados bajo el cabezal no llegan a morder completamente el material base.
- Causa raíz 2: El orificio piloto se perforó con la máxima tolerancia superior, dejando muy poca chapa para que fluyera hacia las estrías.
- Causa raíz 3: La chapa se había endurecido durante una fase previa de conformado, lo que la hacía demasiado dura para que penetraran los dientes del tornillo.
- La solución: Verifique el tamaño del orificio con un calibrador de pasadores. Aumente ligeramente el tonelaje de la prensa. Compruebe la separación de dureza entre el lote de chapa específico y el elemento de fijación.
Fraguado incompleto y baja fuerza de extracción
El defecto: El tornillo salta cuando se aplica una carga axial, o la cabeza se asienta visiblemente orgullosa (por encima) de la superficie de la chapa.
- Causa raíz 1: La contraperforación del yunque (herramienta inferior) es demasiado grande, lo que permite que la chapa fluya hacia abajo, alejándose de la junta, en lugar de hacia dentro, dentro de la muesca de la fijación.
- Causa raíz 2: La carrera de la prensa era demasiado rápida, sin el "tiempo de permanencia" necesario para que se completara la deformación plástica.
- La solución: Sustituya el yunque por uno que se ajuste a las dimensiones especificadas por el fabricante. Añada un tiempo de espera de 0,5 segundos al ciclo de prensado en el punto muerto inferior.
Marcas superficiales y deformación local de la chapa
El defecto: La cara ciega de la chapa tiene un anillo grueso estampado, o la chapa está alabeada y ya no es plana alrededor del cierre.
- Causa raíz 1: Exceso de presión. El operario aplicó demasiado tonelaje tratando de forzar un enrasado, hundiendo profundamente el yunque en el lado ciego.
- Causa raíz 2: Desalineación de la herramienta. El punzón y el yunque no están perfectamente concéntricos, lo que provoca que la fijación se introduzca en ángulo.
- La solución: Vuelva a alinear los ejes del utillaje del bastidor en C. Baje la presión y compruebe que la longitud de la fijación coincide con el grosor de la chapa.
Variación del proceso lote a lote
El defecto: El proceso funciona perfectamente un lunes, pero arroja un porcentaje de fallos de 10% un jueves utilizando la misma configuración de máquina.
- Causa raíz: El grosor estándar de la chapa varía. Una chapa de acero de "1,5 mm" puede medir 1,42 mm en un lote y 1,55 mm en el siguiente. Si la prensa se ajusta a una carrera mecánica fija (distancia), en lugar de a una fuerza fija (tonelaje), la presión aplicada a la junta fluctuará de forma salvaje.
- La solución: Actualice a prensas hidráulicas o servoeléctricas que se detienen basándose en una lógica de curva de fuerza, en lugar de una parada mecánica dura.
Cómo comparar métodos y controlar el coste total?
Los equipos de compras cometen a menudo el error de comparar métodos de unión basándose únicamente en el coste de la lista de materiales del consumible. En fabricación de chapa metálicaEl elemento de fijación más barato suele ser el subconjunto más caro.
Remachado a presión frente a soldadura por puntos
La soldadura por puntos no requiere prácticamente consumibles (sólo electricidad y desgaste de las puntas de cobre). Un remache a presión puede costar entre $0,05 y $0,15 cada uno. Sobre el papel, gana la soldadura. Sin embargo, hay que calcular el Coste total de montaje (TCA).
- Estructura de costes de la soldadura por puntos: Consumibles (bajo) + mano de obra cualificada (alto) + esmerilado/lijado manual para eliminar marcas de soldadura (alto) + revestimiento posterior al montaje (alto) = Coste unitario elevado.
- Estructura de costes de remachado a presión: Coste de la tornillería (Medio) + Mano de obra del operario (Medio) + Sin esmerilado (Cero) + Posibilidad de utilizar chapa prelacada (Ahorro masivo) = Menor coste unitario.
Si la estética de la pieza es importante o requiere chapado, el remachado a presión es casi siempre la opción más económica a largo plazo.
Fijaciones estándar frente a piezas a medida
A los ingenieros mecánicos les encanta diseñar herrajes a medida para superar las limitaciones de espacio. Desde el punto de vista del aprovisionamiento, es un hábito peligroso para el remachado a presión.
Las fijaciones de prensa estiradas a medida requieren matrices de encabezamiento, matrices de laminado de roscas y bastidores de metalizado especializados. Esto hace que las cantidades mínimas de pedido (MOQ) pasen de 1.000 a más de 50.000 piezas, y que los plazos de entrega sean de 2 días a 8 semanas.
💡 Regla general de costes: > Diseñe siempre a partir de las dimensiones estándar del catálogo PEM® o equivalente. Sólo autorice una fijación a presión personalizada si los herrajes estándar no caben estructuralmente dentro de la caja.
Producción manual, automática y en molde
El último factor de coste es el método utilizado para introducir la fijación en la prensa. El volumen de su producción determina el equipo, lo que cambia por completo el coste de mano de obra por unidad.
- Prensa manual (100 - 5.000 unidades): El operario coloca manualmente la hoja, coge un pequeño cierre, lo inserta y pone en marcha la máquina. Alto coste de mano de obra, tiempo de ciclo lento (5-10 segundos por remache).
- Prensa automática de tazón (5.000 - 50.000 unidades): La máquina utiliza un recipiente vibratorio para introducir automáticamente un elemento de fijación en el punzón. El operario mueve la chapa. Coste de mano de obra medio, tiempo de ciclo rápido (1-2 segundos por remache).
- Clinchado en la matriz (>50.000 unidades): La solución de volumen definitiva. El utillaje especializado se incorpora directamente a la matriz de estampación progresiva. A medida que la gran prensa mecánica estampa la forma de la chapa, al mismo tiempo introduce los remaches automáticamente. Coste marginal de la mano de obra casi nulo, inversión masiva en utillaje.
Conclusión
El remachado a presión no es un simple paso de fijación. Es una elección de proceso que afecta a la resistencia de la unión, el diseño de la pieza, el acceso al utillaje, la estabilidad de la producción, el riesgo de defectos y el coste total del montaje. Cuando el orificio, el material, el elemento de fijación y la configuración se adaptan correctamente, se puede conseguir una unión resistente y repetible sin el calor, la distorsión y el trabajo de acabado adicional que suele conllevar la soldadura.
¿Está trabajando en un ensamblaje de chapa que puede necesitar remaches a presión? Envíenos su dibujo o archivo 3D. Nuestro equipo puede revisar el diseño del orificio, el material, la elección del elemento de fijación y el método de producción y, a continuación, ayudarle a confirmar si el remachado a presión es el adecuado para su pieza.